
Файл stl имеет слишком большой размер для импорта в качестве твердого тела
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Добрый день, дорогие посетители 3dtoday
Сегодня мне хочется поднять такую тему, как STL и ретопология. Данная статья будет полезна для новичков и людей, которые работают в таких системах, как Inventor, Компас, Solid и пр. В свое время мне бы очень пригодилось знание, которые я опишу в статье ниже. Я никоим образом не претендую на знатока в области сеток и буду очень рад, если кто-нибудь более знающий поправит или дополнит мой материал.
Для начала обсудим - что такое STL ? STL - это популярный формат представления 3d объектов, представляющий из себя треугольную полигональную сетку. При этом внутри эта сетка пустая, что довольно важно.
Так что такое полигон? ОЧЕНЬ условно, полигон - это некоторый геометрический элемент (многоугольник), который содержит face, edge, vertex. Между точками мы проводим грани, а грани формируют сторону полигона. Кроме этого у каждого полигона есть нормаль, которая показывает в какую сторону отражается свет от данной стороны. Из-за неправильного направления этих нормалей очень часто возникают проблемы с 3д печатью. Но мы отвлеклись. Как правило, используется квадратная и треугольная сетка - от многогранных сеток стараются избавляться. К сожалению, и с треугольной сеткой не все гладко и сейчас разберем почему.
Этап 1. Работа в инженерной САПР
Для тех, кто работает в инженерной системе привычно построить эскиз и совершить с ним операцию. Таким образом построим простейший квадратик. Для чистоты эксперимента буду использовать Inventor и Компас. После того, как построили геометрию - экспортируем ее в формате stl. С точки зрения обывателя, мы ожидаем что у нас будет 6 полигонов, формируемые 8 точками ( vertex). Но, к сожалению, это не так:
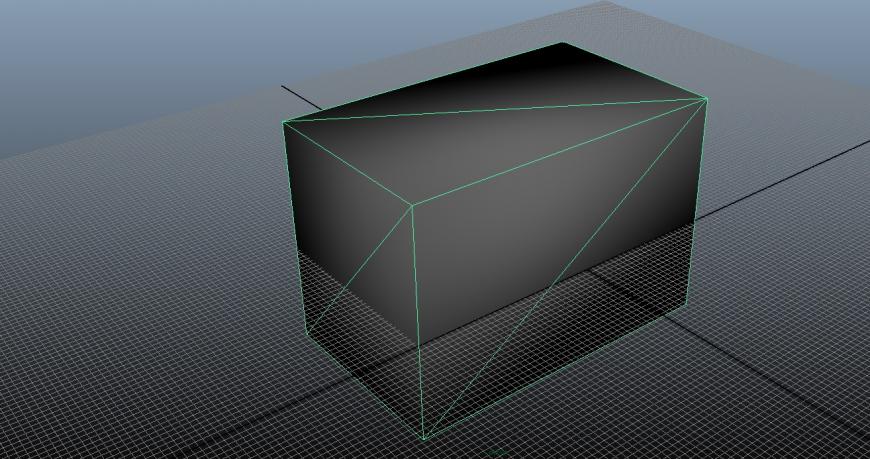
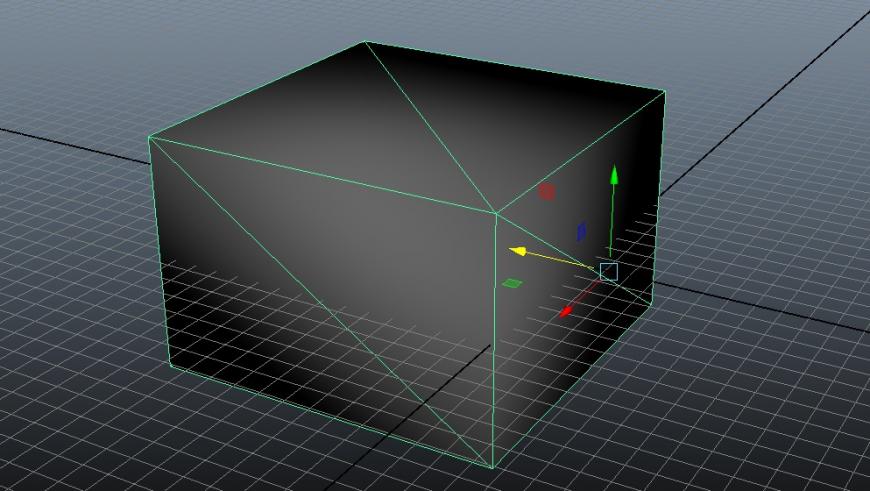
Рисунок 2. Сетка из Inventor'a
Это связано с тем, что как я описал ранее, сетка STL является треугольной и наша программа в автоматическом режиме разбила квадраты на треугольники. И если для простого прямоугольника мы получаем не слишком критичный результат, то стоит добавить туда сопряжение и результат становится совсем плачевный.
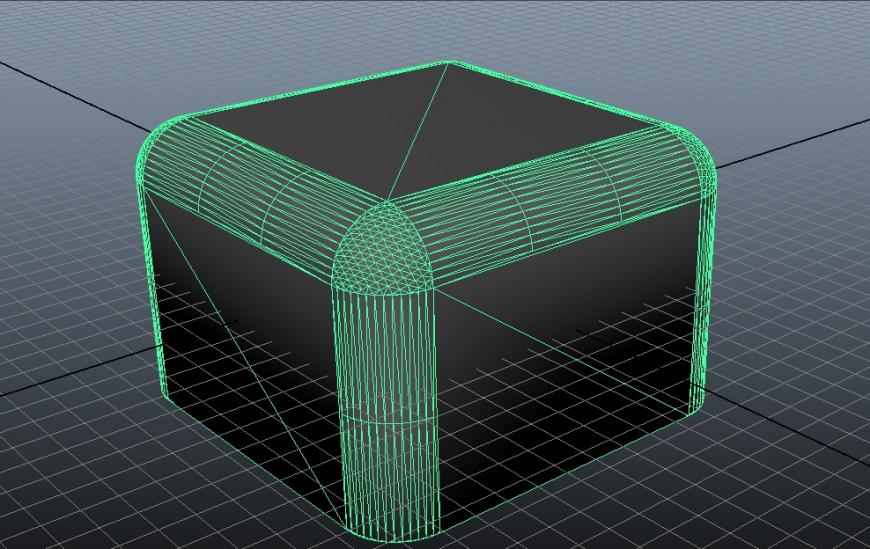
Рисунок 3. STl прямоугольника со скруглениями
И если аппроксимация окружности на отрезки - это не слишком страшно, то такое количество элементов и потеря симметрии ( а у нас теперь нечетное количество столбцов) проблема довольно ощутимая (Да, в некотором софте можно редактировать настройки генерируемой сетки, но это все-равно происходит автоматически). Это почувствуется и как в расчетной программе на основе формата stl, так и в случае, если вы попробуете это редактировать в художественной программе. Работать с такой сеткой ужасно неудобно. А значит нам требуется какой-нибудь способ работать с этими сетками.
Этап 2. Работа с сеткой
Возьмем случайную модель с портала thingverse. В моем случае выбор пал на череп из игры Warhammer 40k. Откроем stl и посмотрим на первичную сетку.
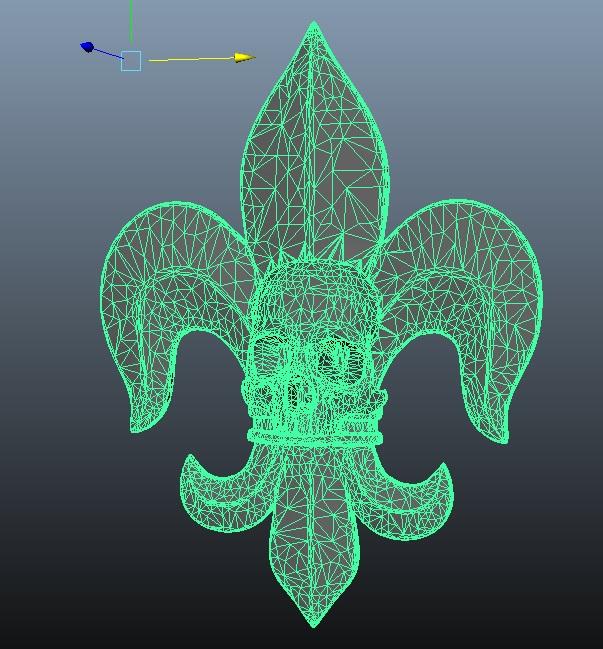
Рисунок 4. Первичная STL сетка
Как видите, сетка не только вся мутная, она еще и асимметричная. В таком случае рекомендуется удалить половину детали и работать только с частью, но в данный момент не будем это делать.
Многие привыкли чинить свои модели с помощью различных программ. Возьмем meshmixer и посмотрим, как он повлияет на полигоны модели. Специально сохраним исправленную деталь в двух форматах - obj и stl.
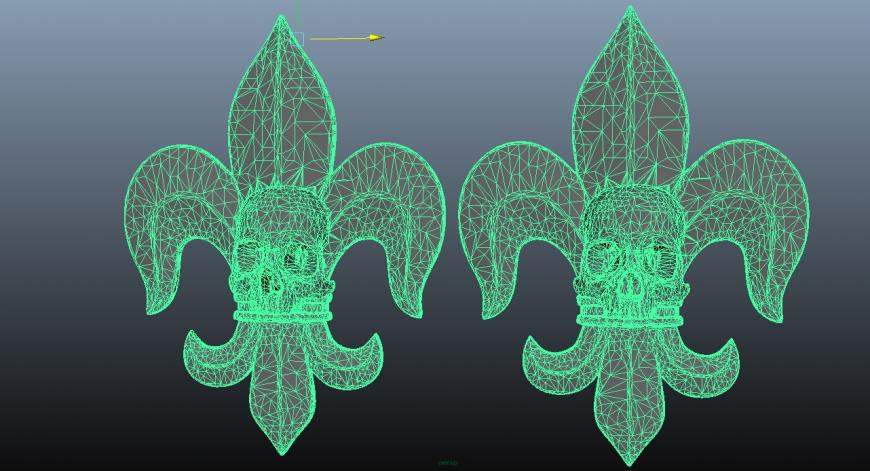
Рисунок 5. OBJ и STL после Meshmixera
Как видим, ретопология модели практически не изменилась, а отличие между obj и stl вообще нулевое. Таким образом понимаем, что чинить аккуратность сетки нам придется руками. Для начала попробуем использовать инструментарий, который есть внутри Maya (уверен, что в Blender, Softimage, 3dsmax и пр. есть аналогичные функции). Первым этапом превратим сетку в квадратную, как показано на рисунке.
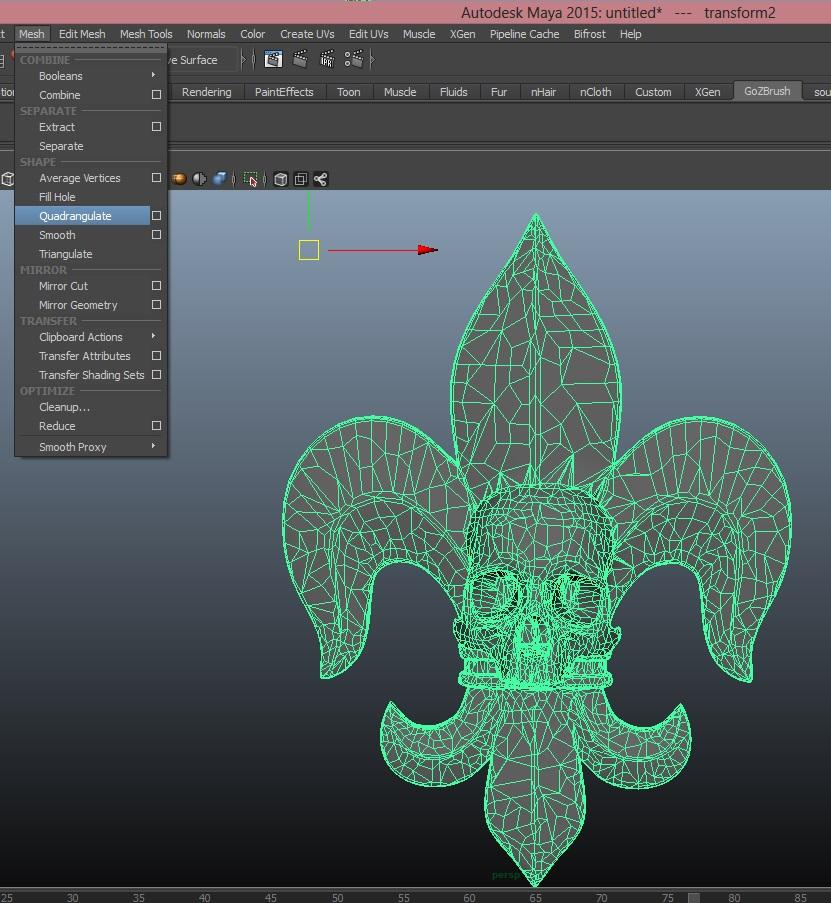
Рисунок 6. Квадратная сетка изначальной модели
Сетка стала чуть более удобной, хотя ее асимметричность стала более заметной. После этого попробуем воспользоваться опциями clean up и reduce.
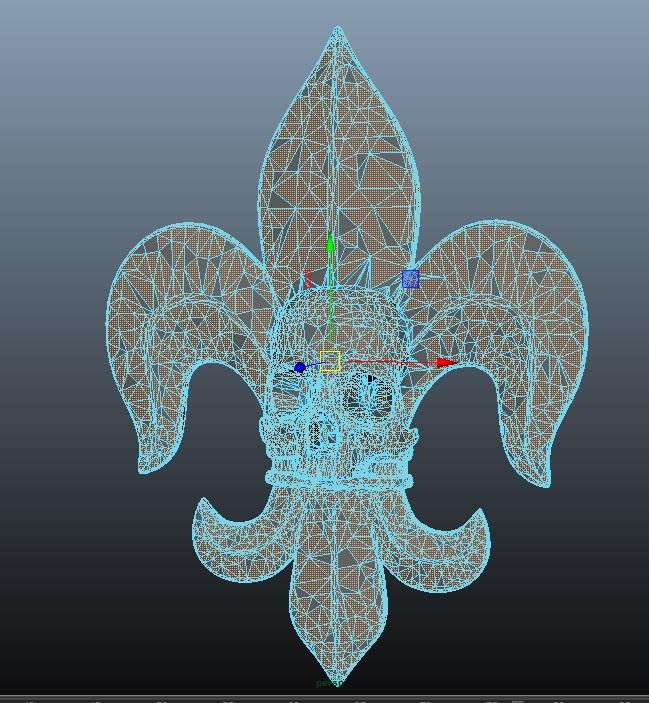
Рисунок 7. Попытка использования clean up
К сожалению, опции clean up и reduce не привели к приемлемым результатам - так что смело забываем про чистку сетки в Maye и переходим к более подходящему инструментарию - Zbrush и Mudbox, благо передача данных осуществляется одной кнопкой. Начнем с Zbrusha. Выглядит это следующим образом:
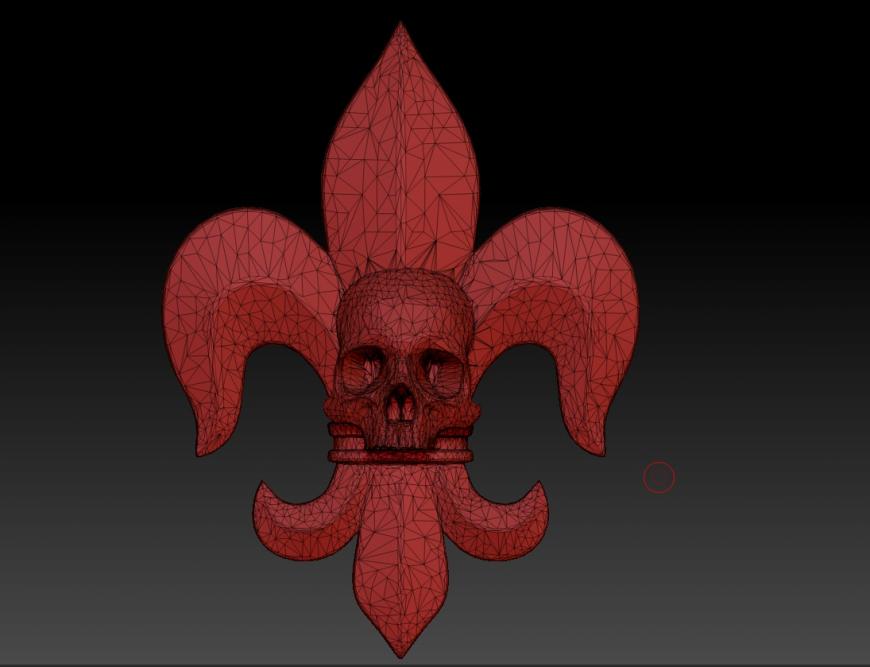
Рисунок 8. Первичная сетка в Zbrush
Справа во вкладке Geometry используем функцию ZRemesher, которая прекрасно переделывает всю ретопологию модели. Спустя небольшое время получаем такой результат:
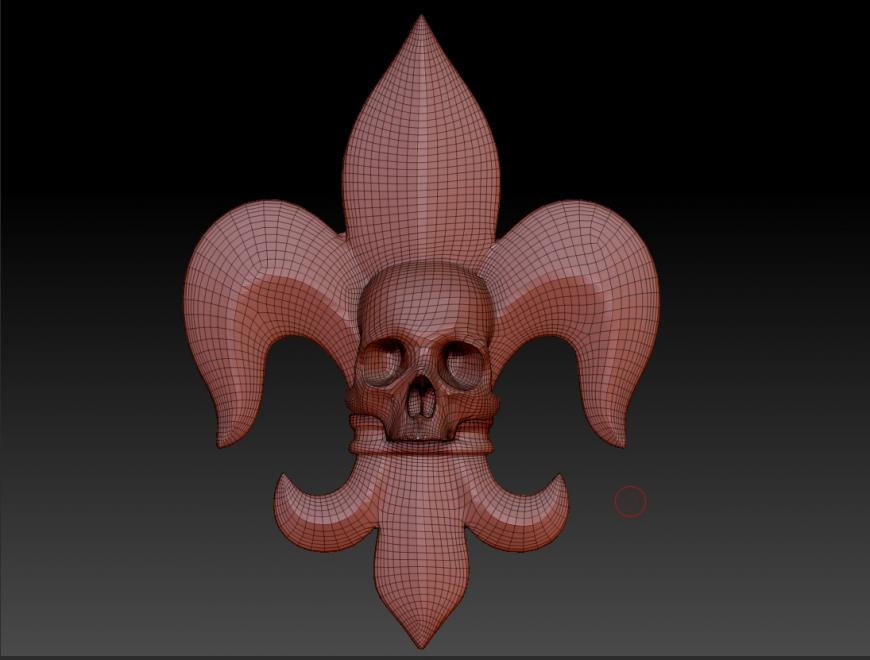
Рисунок 9. После первого автоматического редактирования Zremesher
Сетка выглядит прекрасно. Возможно она чуть мелковата и немного уехала симметричность модели, но в целом результат очень приемлемый. Вполне возможно в Zremesher можно установить симметричность, но что-то я не нашел данной функции. Следующим шагом уменьшим количество полигонов и сделаем еще одну переработку геометрии. Получаем следующий результат:
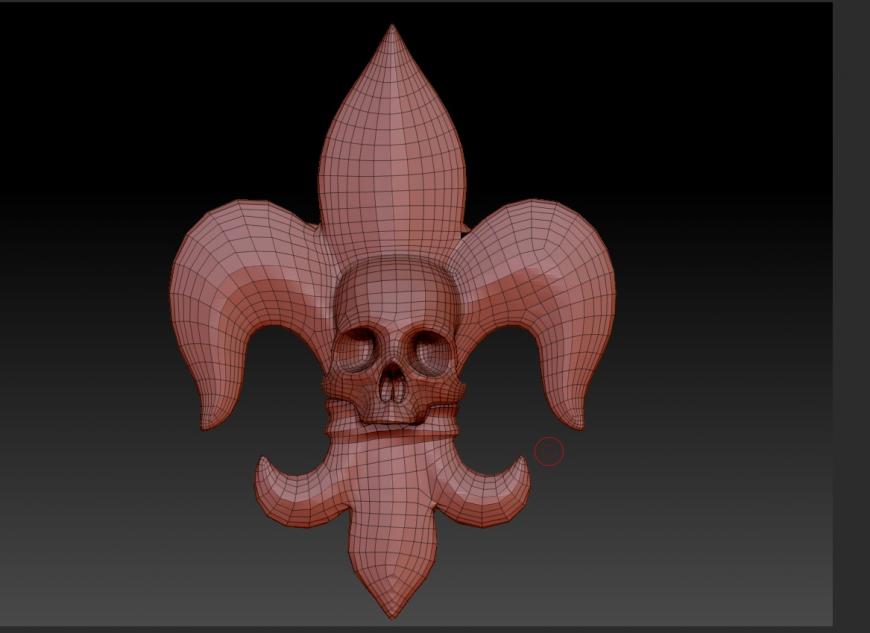
Рисунок 10. После второго автоматического редактирования Zremesher
Асимметрия стала более явной, но при этом сетка стала еще меньше (количество элементов), сохранив прежнюю геометрию. Экспортируем результат в формат stl и iges и отправляем это дело в Inventor. О том , как сделать из stl твердотельный объект останавливаться не буду - для этого не так давно была статья на сайте. Покажу финальный результат после передачи:
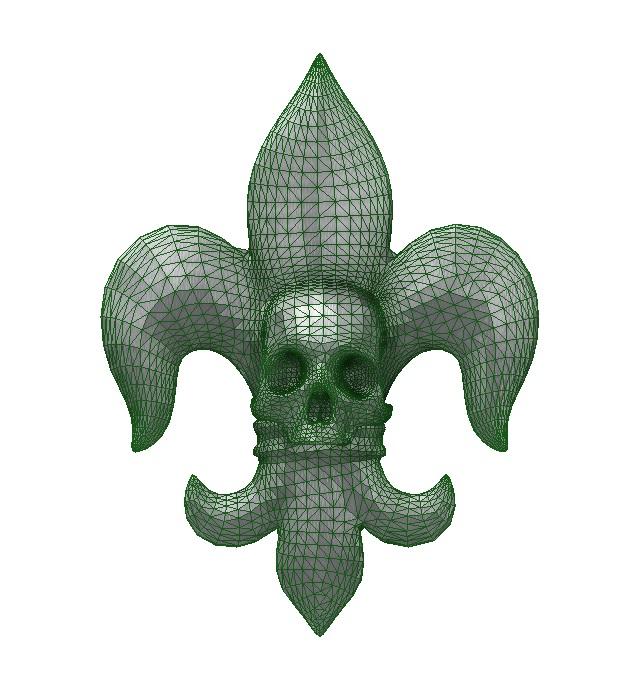
Рисунок 11. STL после конвертации в твердотельный
Как видите, это твердотельный объект, который состоит из кучи треугольников, но их намного меньше , чем могло бы быть в случае первичного экспорта - такая модель меньше грузит машину и с ней удобнее работать. Вообще, я надеялся, что при экспорте в формате iges получится сохранить квадратную сетку - с ней было бы работать намного удобнее, но при экспорте почему-то в Inventor приходит белый экран. Об этой проблеме есть пара разделов на форуме Autodeska, но данная тематика требует отдельной проработки, а углубляться в это не особо хочется. В любом случае, после Zbrusha мы получили очень приемлемую геометрию, которая намного удобнее той, что была в начале. Дальнейшее ее редактирование в любой художественной программе не вызовет никаких проблем.
Экспорт в Mudbox первичной stl сетки не дал никаких результатов - Mudbox отказался менять ретопологию модели, что меня немного огорчило. А вот поработать с геометрией из Zbrusha получилось довольно интересно. Я постарался сильно уменьшить количество полигонов, чтобы сильно упростить работу с данным объектом. Кроме этого в Mudboxe намного очевиднее сделать симметричность детали - вышло следующее:
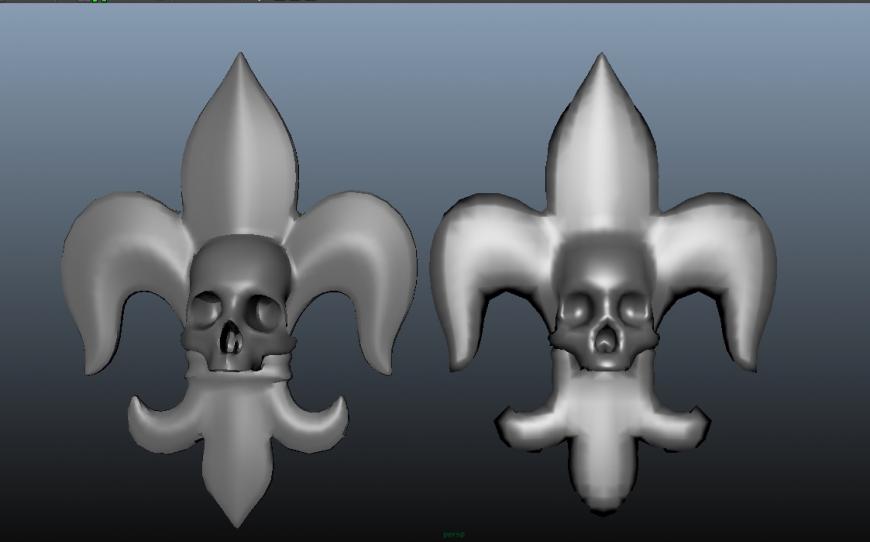
Рисунок 12. До и после переработки Mudboxa
Да, мы слегка сжевали качество и нижняя часть потеряла свою остроту, но при этом мы добились симметрии в нашем объекте, сохранили форму черепа и сильно уменьшили количество полигонов. В Inventor это придет в следующем виде:
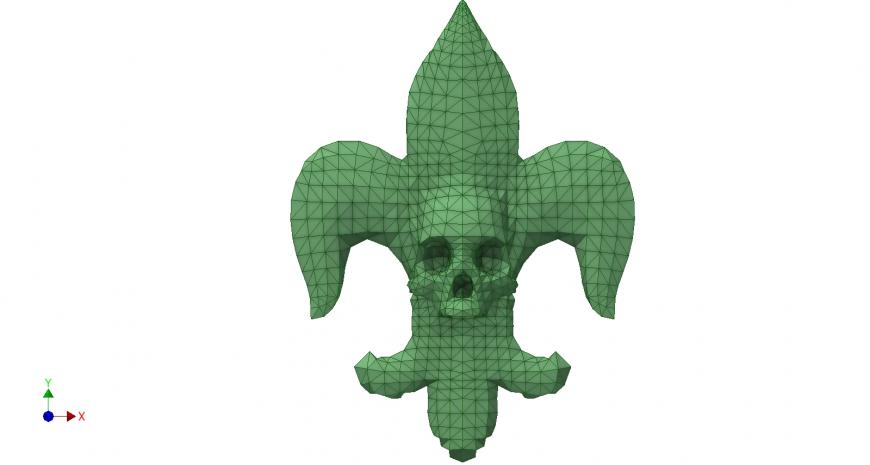
Рисунок 13. STL после Mudboxa в Inventor
Объект вышел немного грубоват, но геометрия вполне рабочая. Сделал тестовый элемент выдавливания, чтобы показать, что все отлично
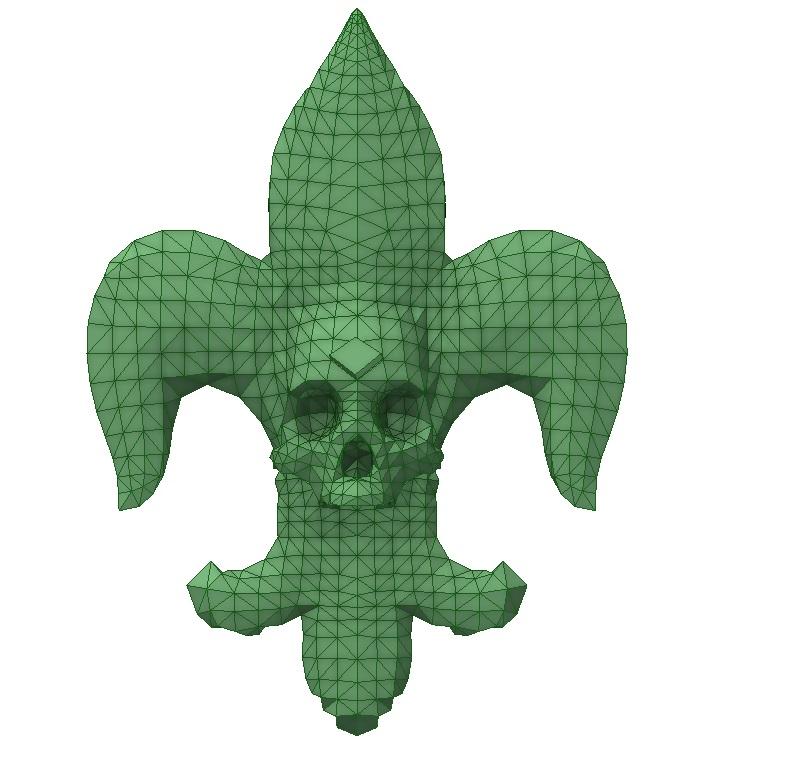
Рисунок 14. Исправленная геометрия в Inventor
а) Как видите, слов много, а действий на самом деле мало. Для того, чтобы изменить сетку модели надо знать всего одну кнопку в Zbrush или найти альтернативы ( я уверен, они есть и может в комментариях кто скажет. Опыт от топогана например). Еще мы потеряли симметрию - но это лечится удалением и копированием половины модели на начальном этапе.
б) Теперь, надеюсь, вы понимаете, почему STL портит вашу геометрию и что деталь в stl формате может быть легко изменена.
в) Хотите нормально работать с STL файлами - легче уже выучить какой-либо художественный пакет, благо на рынке сейчас их много и еще больше курсов. Для того, чтобы подправлять сетки (если не хотите делать свои модели) достаточно знать 5-10 функций.
Надеюсь, что это было полезно и очень хочу, чтобы мой материал кто-нибудь дополнил или указал полезную литературу - с удовольствием ознакомлюсь. Все, что я написал - это личное понимание и опыт, которые сформировались после перехода на полигональное моделирования спустя 5 лет моделирования в Autodesk Inventor.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
нет. можно сказать так: деформируя материал до его предела упругости, мы таки рассеиваем энергию на внутреннее трение. тем самым мы помним, что даже не достигнув предела упругости пластическая деформация в теле уже присуствует. да, на микро- и мезо-уровне, что ее не измерить прибором, но мы понимаем что она есть. так, к примеру, ее накопление приводит к усталостному разрушению. Но! пока вы строите матетимаческую модель никакого рассеяния энергии при упругой деформации нет. хотите - вводите. никакой, пока вы ее туда явно не введете.
И может есть у кого-то возможность запустить расчет в другой программе. Мне не нравится график скоростей v1-v2. Подозреваю, что у маткада точности не хватает для адекватного отражения графика. Какие-то закорючки, которые я пока не могу объяснить. Как у Вас все гладко получается)) Трение есть. Возьмите шарик и начинайте его давить: больше-меньше. Он начнет скрипеть от трения об пол. И от упругой деформации трение есть. Как иначе? Пройденный путь есть? - есть. Золотник по маслу и тот трение имеет. А тут соседние слои металла.
Если пластичности нет, то и внутреннего трения в металле нет, нет и рассеивания энергии. А сила трения не зависит от размера площадки. Из школы помню как кирпич не положи сила трения одинаковая и от площади трения не зависит . :)
Номер станка ? Z1 и Z2 референсируются за счет того что оптические датчики считывают прорезь в зубчастом ремне. То что касательно CF карты из области фантастики. При запуске софта проверяются контрольные сумы, если бы была проблема с CF картой были бы соответствующие exception при запуске самой DELEM. То что DM203 сначало выдавал R (Ready) а потом E (Encoder Hardware) может означать только одно, учитывая то что написали вы, кабель от DM203 до мотора сопротивление изоляции кто то проверял, это касательно и силовой части и энкодера и того же референсного датчика. Насколько я понимаю менялись местами DM203 и менялись местами моторы а сами кабеля перекидывались местами ? И огромнейший совет не трогайте CF карту ее цена , цена LIC файлов и сроки поставки повергнут вас в шок. Кабеля для сервиса даже на машинах 5 летней давности это уже головная боль, прямая зависимость от влажности и какие производственные процесы возле станка.
Суть в том, что по некоторым причинам нам пришлось ввести в модель учет деформаций в зоне контакта шарика и торца золотника. Жесткость контакта я обозначил через с12. Через х1 - координату конца шарика, а через х2 - торца золотника. Идея в том, что предварительное поджатие (создается деформацией пружины с0) деформирует пружину с12 и разница х1- х2 становится положительной. Когда гидродинамические силы (F1(x2(t))), динамика золотника и силы жидкостного трения (альфа*скорость v2) становятся большими, то происходит отрыв шарика от торца золотника - теряется управляемость. Мы можем обнаружить это по отрицательной разнице х1 - х2. Предыстория такова, что изначально на графике x1 - x2, (отслеживание которого и является главной задачей) был ярко выраженный колебательный процесс. И неудивительно, ведь жесткость с12 на 4 порядка больше с0 (с0 = 1310, а с12 = 1,4*10^7), поэтому параметр затухания с учетом пружины с12 был близок к нулю. Во время колебательного процесса график х1 - х2 мог уйти в минус. * - наш график - красной жирной линией Нужно было сделать дзетту =0,7, чтобы был апериодический процесс. Очевидно, что банально увеличить альфа нельзя, т.к. он стоит при скорости v2 и силы будут нефизичными, а модель, соответственно, неверной. Я решил ввести демпфер параллельный пружине с12 и назначить коэффициент бета, который выберу таким, какой потребуется, чтобы дзетта была равна 0,7. Естественно, что коэффициент бета я ставлю при разнице скоростей v1 - v2, т.к. это соответствует скорости движения пружины. В таком случае график становится "как надо": никаких ярко выраженных переходных процессов. Все бы ничего. Только научник теперь утверждает, что мы не имеем право так делать. Для сравнения: сила трения в зоне контакта получилась в 6 раз меньше, чем от трения золотника. Вот у меня и появилась мысль докапаться, а какая же в действительности будет диссипация от деформации в зоне контакта. И от чего она будет зависеть: от координаты, т.е. от самой деформации, или от скорости. В общем, хочу найти истинный коэффициент потерь, но пока инфы точной не соображу где нарыть. Понятно, что тут будет два вида трения. Одно трение сухое от того, что шарик то расплюснут на площадке больше, то - меньше. С этим трением, очевидно, все очень сложно. Мне бы разобраться с рассеиванием энергии из-за деформации металла.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
нет. можно сказать так: деформируя материал до его предела упругости, мы таки рассеиваем энергию на внутреннее трение. тем самым мы помним, что даже не достигнув предела упругости пластическая деформация в теле уже присуствует. да, на микро- и мезо-уровне, что ее не измерить прибором, но мы понимаем что она есть. так, к примеру, ее накопление приводит к усталостному разрушению. Но! пока вы строите матетимаческую модель никакого рассеяния энергии при упругой деформации нет. хотите - вводите. никакой, пока вы ее туда явно не введете.
И может есть у кого-то возможность запустить расчет в другой программе. Мне не нравится график скоростей v1-v2. Подозреваю, что у маткада точности не хватает для адекватного отражения графика. Какие-то закорючки, которые я пока не могу объяснить. Как у Вас все гладко получается)) Трение есть. Возьмите шарик и начинайте его давить: больше-меньше. Он начнет скрипеть от трения об пол. И от упругой деформации трение есть. Как иначе? Пройденный путь есть? - есть. Золотник по маслу и тот трение имеет. А тут соседние слои металла.
Если пластичности нет, то и внутреннего трения в металле нет, нет и рассеивания энергии. А сила трения не зависит от размера площадки. Из школы помню как кирпич не положи сила трения одинаковая и от площади трения не зависит . :)
Номер станка ? Z1 и Z2 референсируются за счет того что оптические датчики считывают прорезь в зубчастом ремне. То что касательно CF карты из области фантастики. При запуске софта проверяются контрольные сумы, если бы была проблема с CF картой были бы соответствующие exception при запуске самой DELEM. То что DM203 сначало выдавал R (Ready) а потом E (Encoder Hardware) может означать только одно, учитывая то что написали вы, кабель от DM203 до мотора сопротивление изоляции кто то проверял, это касательно и силовой части и энкодера и того же референсного датчика. Насколько я понимаю менялись местами DM203 и менялись местами моторы а сами кабеля перекидывались местами ? И огромнейший совет не трогайте CF карту ее цена , цена LIC файлов и сроки поставки повергнут вас в шок. Кабеля для сервиса даже на машинах 5 летней давности это уже головная боль, прямая зависимость от влажности и какие производственные процесы возле станка.
Суть в том, что по некоторым причинам нам пришлось ввести в модель учет деформаций в зоне контакта шарика и торца золотника. Жесткость контакта я обозначил через с12. Через х1 - координату конца шарика, а через х2 - торца золотника. Идея в том, что предварительное поджатие (создается деформацией пружины с0) деформирует пружину с12 и разница х1- х2 становится положительной. Когда гидродинамические силы (F1(x2(t))), динамика золотника и силы жидкостного трения (альфа*скорость v2) становятся большими, то происходит отрыв шарика от торца золотника - теряется управляемость. Мы можем обнаружить это по отрицательной разнице х1 - х2. Предыстория такова, что изначально на графике x1 - x2, (отслеживание которого и является главной задачей) был ярко выраженный колебательный процесс. И неудивительно, ведь жесткость с12 на 4 порядка больше с0 (с0 = 1310, а с12 = 1,4*10^7), поэтому параметр затухания с учетом пружины с12 был близок к нулю. Во время колебательного процесса график х1 - х2 мог уйти в минус. * - наш график - красной жирной линией Нужно было сделать дзетту =0,7, чтобы был апериодический процесс. Очевидно, что банально увеличить альфа нельзя, т.к. он стоит при скорости v2 и силы будут нефизичными, а модель, соответственно, неверной. Я решил ввести демпфер параллельный пружине с12 и назначить коэффициент бета, который выберу таким, какой потребуется, чтобы дзетта была равна 0,7. Естественно, что коэффициент бета я ставлю при разнице скоростей v1 - v2, т.к. это соответствует скорости движения пружины. В таком случае график становится "как надо": никаких ярко выраженных переходных процессов. Все бы ничего. Только научник теперь утверждает, что мы не имеем право так делать. Для сравнения: сила трения в зоне контакта получилась в 6 раз меньше, чем от трения золотника. Вот у меня и появилась мысль докапаться, а какая же в действительности будет диссипация от деформации в зоне контакта. И от чего она будет зависеть: от координаты, т.е. от самой деформации, или от скорости. В общем, хочу найти истинный коэффициент потерь, но пока инфы точной не соображу где нарыть. Понятно, что тут будет два вида трения. Одно трение сухое от того, что шарик то расплюснут на площадке больше, то - меньше. С этим трением, очевидно, все очень сложно. Мне бы разобраться с рассеиванием энергии из-за деформации металла.

Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
нет. можно сказать так: деформируя материал до его предела упругости, мы таки рассеиваем энергию на внутреннее трение. тем самым мы помним, что даже не достигнув предела упругости пластическая деформация в теле уже присуствует. да, на микро- и мезо-уровне, что ее не измерить прибором, но мы понимаем что она есть. так, к примеру, ее накопление приводит к усталостному разрушению. Но! пока вы строите матетимаческую модель никакого рассеяния энергии при упругой деформации нет. хотите - вводите. никакой, пока вы ее туда явно не введете.
И может есть у кого-то возможность запустить расчет в другой программе. Мне не нравится график скоростей v1-v2. Подозреваю, что у маткада точности не хватает для адекватного отражения графика. Какие-то закорючки, которые я пока не могу объяснить. Как у Вас все гладко получается)) Трение есть. Возьмите шарик и начинайте его давить: больше-меньше. Он начнет скрипеть от трения об пол. И от упругой деформации трение есть. Как иначе? Пройденный путь есть? - есть. Золотник по маслу и тот трение имеет. А тут соседние слои металла.
Если пластичности нет, то и внутреннего трения в металле нет, нет и рассеивания энергии. А сила трения не зависит от размера площадки. Из школы помню как кирпич не положи сила трения одинаковая и от площади трения не зависит . :)
Номер станка ? Z1 и Z2 референсируются за счет того что оптические датчики считывают прорезь в зубчастом ремне. То что касательно CF карты из области фантастики. При запуске софта проверяются контрольные сумы, если бы была проблема с CF картой были бы соответствующие exception при запуске самой DELEM. То что DM203 сначало выдавал R (Ready) а потом E (Encoder Hardware) может означать только одно, учитывая то что написали вы, кабель от DM203 до мотора сопротивление изоляции кто то проверял, это касательно и силовой части и энкодера и того же референсного датчика. Насколько я понимаю менялись местами DM203 и менялись местами моторы а сами кабеля перекидывались местами ? И огромнейший совет не трогайте CF карту ее цена , цена LIC файлов и сроки поставки повергнут вас в шок. Кабеля для сервиса даже на машинах 5 летней давности это уже головная боль, прямая зависимость от влажности и какие производственные процесы возле станка.
Суть в том, что по некоторым причинам нам пришлось ввести в модель учет деформаций в зоне контакта шарика и торца золотника. Жесткость контакта я обозначил через с12. Через х1 - координату конца шарика, а через х2 - торца золотника. Идея в том, что предварительное поджатие (создается деформацией пружины с0) деформирует пружину с12 и разница х1- х2 становится положительной. Когда гидродинамические силы (F1(x2(t))), динамика золотника и силы жидкостного трения (альфа*скорость v2) становятся большими, то происходит отрыв шарика от торца золотника - теряется управляемость. Мы можем обнаружить это по отрицательной разнице х1 - х2. Предыстория такова, что изначально на графике x1 - x2, (отслеживание которого и является главной задачей) был ярко выраженный колебательный процесс. И неудивительно, ведь жесткость с12 на 4 порядка больше с0 (с0 = 1310, а с12 = 1,4*10^7), поэтому параметр затухания с учетом пружины с12 был близок к нулю. Во время колебательного процесса график х1 - х2 мог уйти в минус. * - наш график - красной жирной линией Нужно было сделать дзетту =0,7, чтобы был апериодический процесс. Очевидно, что банально увеличить альфа нельзя, т.к. он стоит при скорости v2 и силы будут нефизичными, а модель, соответственно, неверной. Я решил ввести демпфер параллельный пружине с12 и назначить коэффициент бета, который выберу таким, какой потребуется, чтобы дзетта была равна 0,7. Естественно, что коэффициент бета я ставлю при разнице скоростей v1 - v2, т.к. это соответствует скорости движения пружины. В таком случае график становится "как надо": никаких ярко выраженных переходных процессов. Все бы ничего. Только научник теперь утверждает, что мы не имеем право так делать. Для сравнения: сила трения в зоне контакта получилась в 6 раз меньше, чем от трения золотника. Вот у меня и появилась мысль докапаться, а какая же в действительности будет диссипация от деформации в зоне контакта. И от чего она будет зависеть: от координаты, т.е. от самой деформации, или от скорости. В общем, хочу найти истинный коэффициент потерь, но пока инфы точной не соображу где нарыть. Понятно, что тут будет два вида трения. Одно трение сухое от того, что шарик то расплюснут на площадке больше, то - меньше. С этим трением, очевидно, все очень сложно. Мне бы разобраться с рассеиванием энергии из-за деформации металла.
3D-файлы могут быть очень тяжелыми. Это может быть проблемой при попытке загрузить 3D-файлы на веб-сайты, как getfab . ru или при попытке поделиться ими со своими коллегами и друзьями. В этой статье мы рассмотрим то, как вы можете уменьшить размер ваших файлов 3D моделей и к какому уровню детализации вы должны стремиться, чтобы получить 3D-печать высокого качества.
Зачем уменьшать размер вашего 3D-файла?
Теоретически, нет ничего плохого в большом файле. Но н а практике, сервисы расчета и услуг 3 d печати могут иметь ограничения при загрузке на их сервер. Это связано с тем что на обработку больших файлов потребуется много времени и ресурсов, а представьте если таких пользователей будет одномоментно несколько. Сайт просто не будет работать. Например, i.materialise. com , sculpteo . com и thingiverse имеют ограничение по размеру загружаемого файла
100 МБ .
Кроме того, большинство из этих очень тяжелых файлов, имеют уровень детализации, который выходит далеко за пределы того, что может видеть наш глаз или того что может напечатать любой 3D-принтер. Вот почему мы расскажем в этой статье, как можно уменьшить размер 3 d файла при сохранении отличного качества 3D-печати.
Что представляет из себя stl и obj файл?
STL-формат файлов были введены ещё в 1987 году для описания объектов в технологиях быстрого прототипирования методом стереолитографии. Отсюда и название stl. Опытные образы 3d принтеров уже существовали на тот момент. Информация об объекте храниться в виде списков треугольных граней (полигонов ) которые описывают поверхность, а их ориентация в пространстве — нормалями. STL может быть текстовым (ASCII ) или двоичным. Основное отличие между ними — двоичный имеет меньший размер нежели текстовый, т.к. записывается в более компактном виде — это 0 и 1. Более подробная информация на wiki.
Почему некоторые 3D-файлы бывают очень большого размера?
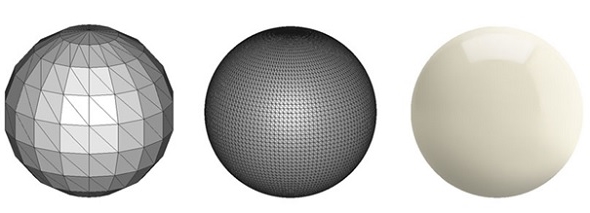
Когда 3D модели экспортируются в. stl файлы (наиболее распространенный формат файла, когда речь идет о 3D-печати), они будут выражены в виде сетки из треугольников (полигонов ). Чем меньше эти полигоны, тем поверхность является более гладкой и качественной… и к сожалению будет больше этих треугольников и соответственно больше размер вашего 3D-файл. Уменьшение числа треугольников уменьшит гладкость поверхности, но и размер файла. На картинке ниже вы можете увидеть градацию от высокополигональных моделей (справа ) к низкополигональным (слева ). В данном примере размер файла правой области довольно большой, в то время как леввая сфера имеет небольшой размер файла.
Задача 3 d дизайнера моделей для 3 d принтера, чтобы найти идеальный компромисс между, качеством отпечатанной 3 d модели и размером файла. К счастью, это проще, чем вы могли бы представить.
Какие настройки экспорта я должен выбрать, чтобы получить небольшой, высококачественный 3D-файл?
Во многих программ для 3D моделирования, вам будет предложено определить максимальную точность или отклонение экспортируемого в STL файла. Этот допуск определяется как максимальное расстояние между первоначальной формой и STL сеткой при экспорте.
Рекомендуется выбирать допуск 0,01 мм для хорошего качества. Экспорт с допуском меньше, чем 0,01 мм не имеет смысла, так как 3D - принтеры не могут печатать лучше чем этот уровень детализации. При экспорте файла с допуском больше чем 0,01 мм, треугольники могут стать видны при 3D - печати.
Что делать, если ваше программное обеспечение не позволяет уменьшить размер вашего 3D-файла?
Размер файла в основном является проблемой для программ, которые используют моделирование типа NURBS (это означает, что они выражают математические модели). Эти программы, как правило, позволяют установить качество. stl файла в той или иной форме.
Некоторые программы 3D моделирования, однако, не предлагают возможность выбрать допуск для вашего экспорта в. stl, или любой другой инструмент, чтобы уменьшить количество полигонов. В этом случае, сохраните ваши 3 d -файлы в высокой детализации и продолжить его редактирование в другой программе.
Например, вы можете использовать бесплатную программу для 3D моделирования — Meshmixer. В меню справа инструмент «Выбрать », затем дважды щелкните по вашей модели (это будет выбрать всю сетку). Затем нажмите на «Edit …» и выберите опцию «Уменьшить ».
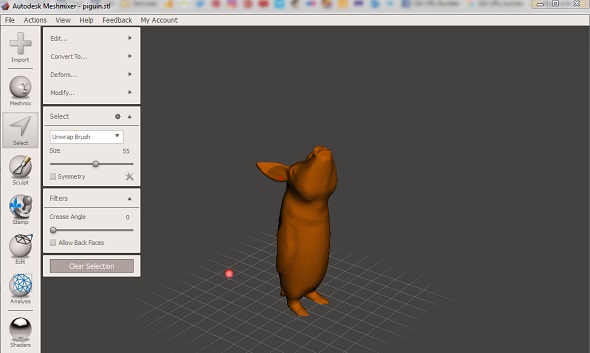
Теперь вы можете уменьшать количество полигонов, используя несколько вариантов. Лучший рабочий вариант заключается в использовании процентного инструмента. Он сразу же указывает вам, на сколько процентов (и количество полигонов) был уменьшен размер вашего файла.
Читайте также: