
Siemens nx формат файла
В данной статье дан обзор NX 7.0 — новой версии флагманской PLM системы от Siemens PLM Software — и рассказано, как с ее помощью решаются производственные задачи.
Применение системы NX позволяет воссоздать практически любой замысел конструктора. В каждой новой версии системы предусматривается расширение функциональности, что обеспечивает успех компании Siemens PLM Software вот уже на протяжении более двадцати лет.
NX включает набор интегрированных решений — от стандартных средств проектирования деталей и сборок до инструментов построения сложных поверхностей, имитационного моделирования, разработки электромеханических систем, а также программирования обработки на станках с ЧПУ. В последних четырехпяти версиях NX при значительном расширении функционала разработчики значительно улучшили взаимодействие программы с пользователем с целью создания единого стандартного метода работы со всеми инструментами.
В числе главных нововведений в NX 7.0 — развитие синхронной технологии, разработанной Siemens PLM Software, технологии прямого моделирования, а также уникальная технология HD3D, предназначенная для решения сложных задач поиска данных и рабочих процессов.
Развитие синхронной технологии
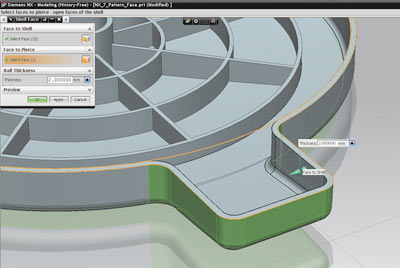
Рис. 1. Новая команда адаптивного построения тонкостенных тел позволяет вырезать, копировать, вставлять и повторно использовать геометрию из других моделей, при этом толщина стенки меняется при сохранении замысла конструктора
Безусловно, синхронная технология не является панацеей от всех бед. Она предназначена для решения сложных конструкторских задач, а именно — для создания и редактирования геометрии. К примеру, такие задачи возникают при работе со сложными моделями с деревом построения или без него, когда даже незначительное изменение в модели требует серьезных трудозатрат.
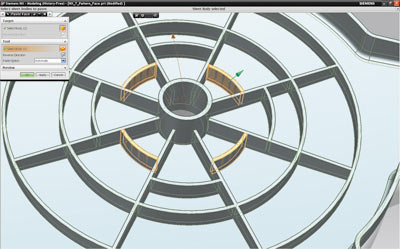
Рис. 2. Редактирование импортированной геометрии: вырез и вставка ребер жесткости (а), которые затем перемещаются, создавая новую геометрию независимо от истории построения (б)
В NX 7.0 появился ряд новых функций, предоставляющих мощные инструменты для работы со сложными и импортированными моделями. Добавлены новые инструменты построения геометрии и адаптации форм с новыми конструктивными элементами. Усовершенствованный инструмент Replace face, впервые появившийся в версии 6.0, позволяет сшивать элементы способом вырезания — копирования — вставки. Существующие элементы геометрии можно просто перетащить и вставить в другую модель. Конечно, для соответствия форме и функциональному назначению детали в новой модели такие элементы требуется адаптировать. Команда Replace face выполняет такую адаптацию автоматически, при необходимости сохраняя касания и кривизну поверхностей. Дополнительные инструменты предназначены для быстрого создания массивов конструктивных элементов, сохраняющих интеллектуальность отдельного элемента и не требующих создания истории построения. Не менее гибкие средства моделирования позволяют указывать замысел конструктора (например, наличие тонкостенной оболочки), а также сохранять толщину оболочки, не задумываясь о дереве построения.
Поднимая планку
Появление синхронной технологии от компании Siemens PLM Software обеспечило возможность интеллектуального редактирования импортированных данных. Однако если первоначально синхронная технология хорошо работала только с моделями высокого качества, особенно при редактировании конструктивных элементов прямого моделирования (например, скруглений и фасок), а при работе с моделями худшего качества редактирование усложнялось, то NX 7.0 позволяет выявлять проблемные поверхности (например, скругления и переходы) и анализировать их. Это значительно облегчает редактирование. Новый инструмент проверяет геометрию, находит проблемные поверхности и по возможности заменяет их новыми. При этом выдается подробный отчет о проделанных изменениях, в котором указывается число замененных поверхностей и сведения о них.
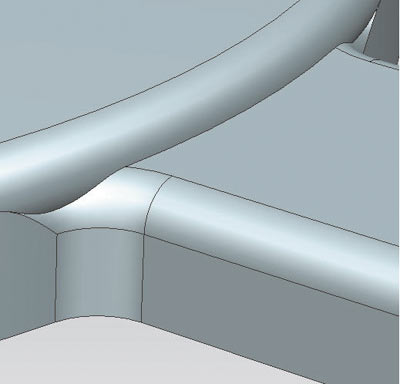
Рис. 3. Конструктивный элемент вставляется из другой модели, но при этом требуется его адаптация к новой геометрии
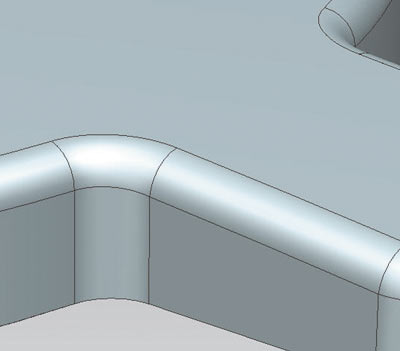
Рис. 4. Инструмент Replace face применяется для адаптации нижней части крышки, чтобы сохранить ее форму и обеспечить надежное соединение с корпусом
Если пользователь не заинтересован в автоматическом внесении изменений в геометрию, в новой версии предусмотрена возможность запуска процесса оптимизации только в установленных пользователем рамках. В заданных пределах система может изменять геометрию без ущерба для целостности и формы модели.
При редактировании импортированных данных особого внимания требуют фаски. Поэтому на модели они помечаются вручную, чтобы при последующем редактировании оставаться неизменными независимо от редактирования сопряженных или базовых поверхностей.
Визуальные отчеты
Нововведения в синхронной технологии развивают возможности моделирования и редактирования геометрии. Особенно впечатляет технология HD3D (High Definition 3D — 3D высокого разрешения), предназначенная для решения наиболее сложных задач, связанных с восприятием больших объемов информации (как геометрических, так и мета-данных). В качестве примера рассмотрим обычную проектную организацию, полностью перешедшую к использованию 3D-моделирования и PLM. HD3D обеспечивает полное документирование изделия, как его формы и функций, так и данных, имеющих отношение к разработке, производству, эксплуатации и утилизации. При столь значительном объеме данных, если вы точно не знаете, где хранится та или иная информация, кто ее создал или что именно вы ищете, получить представление о текущем состоянии изделия сложно. В файлах с 3D-моделями содержатся геометрия и метаданные в виде документов (текст, электронные таблицы, файлы формата PDF, файлы САПР и пр.), связанные с каждой деталью, узлом и подузлом. Для поиска геометрии и метаданных, как правило, используются две системы. Среди продуктов Siemens PLM Software для работы с геометрией используется NX (или средства просмотра 3D-моделей), а для работы с метаданными — Teamcenter.
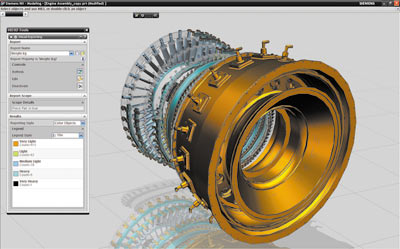
Рис. 5. Технология HD3D дает возможность загружать «облегченные» модели деталей и получать визуальные отчеты, которые обычно труднодоступны при текстовом поиске в базах данных. В данном примере на модели цветом помечены участки с заданной пользователем массой
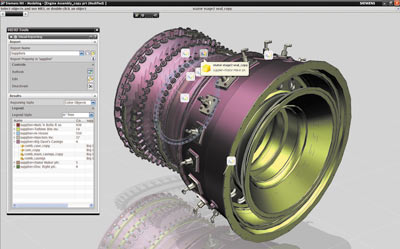
Рис. 6. Визуальный запрос выполняется на той же сборке, но при этом для поиска применяются и метаданные от поставщика. Детали и узлы помечаются цветом по категориям и поставщикам, что позволяет сразу видеть, откуда они будут поступать
Технология HD3D работает как с данными из NX, так и с данными из Teamcenter, предоставляя доступ к графическим 3D-данным и к связанным с ними метаданным. Данные можно подробно просматривать и визуализировать, отбирая только необходимую информацию. К примеру, можно рассмотреть область работы проектировщиков (путем отбора и визуализации деталей и узлов в разработке, что определяется их статусом), выявить, какие детали будут поставляться сторонними производителями и где происходит рост себестоимости и массы изделия (получая списки деталей, попадающих в заданные диапазоны массы или себестоимости). При разработке технологии HD3D компания Siemens PLM Software объединила свой опыт управления данными (в Teamcenter), создания «облегченных» средств просмотра (формат JT) и крупномасштабной визуализации. Система поставляется с предустановленными средствами поиска. Кроме того, можно создавать и сохранять для повторного применения пользовательские запросы на основе широкого диапазона критериев. Объединение технологий в единую, удобную визуальную среду позволяет отдельному пользователю получить четкую картину своих задач и процессов реализации проекта.
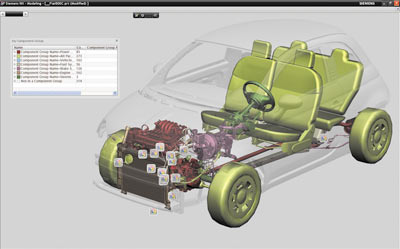
Рис. 7. Загружена сложная сборка автомобиля Fiat 500, в которой часть информации отключена для обзора деталей двигателя и трансмиссии. Узлы различных подсистем сгруппированы и помечены, что дает возможность легко выявить выполненный каждым отделом объем работ. Обратите внимание, что менее важная геометрия выглядит прозрачной, обеспечивая хороший обзор и в то же время сохраняя контекст сборки
Разрешение несоответствий в изделии
При разработке сложных изделий в условиях географически распределенной среды могут возникнуть проблемы, связанные не с хранением данных, а с их соответствием стандартам каждого участника проекта. Речь идет о качестве геометрических моделей и соответствии стандартам предприятия, клиента, а также международным нормативам. Новый рабочий процесс в NX 7.0 обеспечивает решение перечисленных выше задач. Инструмент NX Check-Mate от Siemens PLM Software, позволяющий выполнять подобные проверки, теперь встроен в среду HD3D. Пользователи открывают сборку, запускают процесс проверки и получают список выявленных несоответствий. Объединение средств визуализации и подготовки отчетов значительно облегчает разрешение подобных несоответствий. К их числу, например, могут относиться уменьшенные грани, не соответствующие требованиям расчета методом конечных элементов, или неверное форматирование конструкторско-технологической информации. Проверки выполняются быстро и интерактивно. Несоответствия выявляются в ходе автоматических проверок, а система обеспечивает их передачу ответственному лицу или группе исполнителей, одновременно создавая запрос на проведение изменения в системе Teamcenter.
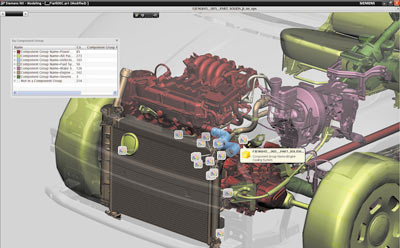
Рис. 8. Для указания результатов запроса применяются метки, обеспечивающие доступ к метаданным одним щелчком мыши
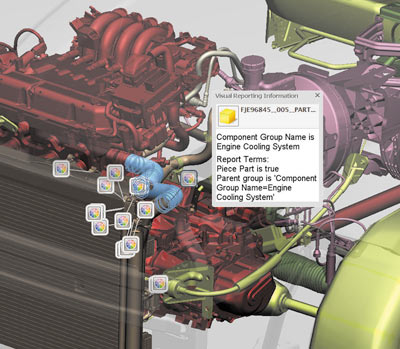
Рис. 9. Сборка проходит проверку для выявления различных проблемных мест, например пригодности для анализа методом конечных элементов (можно ли создать сетку конечных элементов) или правильности наложения сопряжений (полностью ли определена сборка). Проверка выполняется визуально или аналитически. Результаты отображаются в виде текста и набора слайдов, что позволяет легко найти ошибку. Выявленные несоответствия анализируются, документируются и прямо из интерфейса модели отправляются в рабочий процесс проведения конструкторских изменений
Заключение
В NX 7.0 также представлены определенные обновления в области имитационного моделирования. Развитие синхронной технологии продолжается, и мы начинаем осознавать, как именно моделирование без дерева построения должно применяться в производстве для решения часто встречающихся геометрических задач, с которыми не справляются системы с деревом построения. Для меня лично в новой версии NX главным нововведением является технология HD3D. Потенциал новой технологии огромен. Самое интересное то, что все составляющие этой технологии давно известны. Check-Mate, JT, Teamcenter, NX — это существующие решения и продукты, которые теперь объединены, оптимизированы и поставляются как единое решение для реальных инженерных задач. Для многих предприятий вечную проблему составляет поиск нужных данных — никто не знает, где они хранятся. Объединение широких возможностей визуализации с ясными и эффективными средствами поиска обеспечивает пользователю практически мгновенный доступ к нужной информации. Инструменты для выявления и устранения несоответствий также основаны на уже существующих решениях, примененных для создания среды, в которой узкие места выявляются, прослеживаются и успешно разрешаются. NX 7.0 дает ясное понимание, в каком направлении Siemens PLM Software будет развивать свой флагманский продукт. Хорошая новость: на начало года запланирован выпуск версии NX 7.5 и мы уже скоро узнаем о его нововведениях.

Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
И может есть у кого-то возможность запустить расчет в другой программе. Мне не нравится график скоростей v1-v2. Подозреваю, что у маткада точности не хватает для адекватного отражения графика. Какие-то закорючки, которые я пока не могу объяснить. Как у Вас все гладко получается)) Трение есть. Возьмите шарик и начинайте его давить: больше-меньше. Он начнет скрипеть от трения об пол. И от упругой деформации трение есть. Как иначе? Пройденный путь есть? - есть. Золотник по маслу и тот трение имеет. А тут соседние слои металла.
Если пластичности нет, то и внутреннего трения в металле нет, нет и рассеивания энергии. А сила трения не зависит от размера площадки. Из школы помню как кирпич не положи сила трения одинаковая и от площади трения не зависит . :)
Номер станка ? Z1 и Z2 референсируются за счет того что оптические датчики считывают прорезь в зубчастом ремне. То что касательно CF карты из области фантастики. При запуске софта проверяются контрольные сумы, если бы была проблема с CF картой были бы соответствующие exception при запуске самой DELEM. То что DM203 сначало выдавал R (Ready) а потом E (Encoder Hardware) может означать только одно, учитывая то что написали вы, кабель от DM203 до мотора сопротивление изоляции кто то проверял, это касательно и силовой части и энкодера и того же референсного датчика. Насколько я понимаю менялись местами DM203 и менялись местами моторы а сами кабеля перекидывались местами ? И огромнейший совет не трогайте CF карту ее цена , цена LIC файлов и сроки поставки повергнут вас в шок. Кабеля для сервиса даже на машинах 5 летней давности это уже головная боль, прямая зависимость от влажности и какие производственные процесы возле станка.
Суть в том, что по некоторым причинам нам пришлось ввести в модель учет деформаций в зоне контакта шарика и торца золотника. Жесткость контакта я обозначил через с12. Через х1 - координату конца шарика, а через х2 - торца золотника. Идея в том, что предварительное поджатие (создается деформацией пружины с0) деформирует пружину с12 и разница х1- х2 становится положительной. Когда гидродинамические силы (F1(x2(t))), динамика золотника и силы жидкостного трения (альфа*скорость v2) становятся большими, то происходит отрыв шарика от торца золотника - теряется управляемость. Мы можем обнаружить это по отрицательной разнице х1 - х2. Предыстория такова, что изначально на графике x1 - x2, (отслеживание которого и является главной задачей) был ярко выраженный колебательный процесс. И неудивительно, ведь жесткость с12 на 4 порядка больше с0 (с0 = 1310, а с12 = 1,4*10^7), поэтому параметр затухания с учетом пружины с12 был близок к нулю. Во время колебательного процесса график х1 - х2 мог уйти в минус. * - наш график - красной жирной линией Нужно было сделать дзетту =0,7, чтобы был апериодический процесс. Очевидно, что банально увеличить альфа нельзя, т.к. он стоит при скорости v2 и силы будут нефизичными, а модель, соответственно, неверной. Я решил ввести демпфер параллельный пружине с12 и назначить коэффициент бета, который выберу таким, какой потребуется, чтобы дзетта была равна 0,7. Естественно, что коэффициент бета я ставлю при разнице скоростей v1 - v2, т.к. это соответствует скорости движения пружины. В таком случае график становится "как надо": никаких ярко выраженных переходных процессов. Все бы ничего. Только научник теперь утверждает, что мы не имеем право так делать. Для сравнения: сила трения в зоне контакта получилась в 6 раз меньше, чем от трения золотника. Вот у меня и появилась мысль докапаться, а какая же в действительности будет диссипация от деформации в зоне контакта. И от чего она будет зависеть: от координаты, т.е. от самой деформации, или от скорости. В общем, хочу найти истинный коэффициент потерь, но пока инфы точной не соображу где нарыть. Понятно, что тут будет два вида трения. Одно трение сухое от того, что шарик то расплюснут на площадке больше, то - меньше. С этим трением, очевидно, все очень сложно. Мне бы разобраться с рассеиванием энергии из-за деформации металла.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
И может есть у кого-то возможность запустить расчет в другой программе. Мне не нравится график скоростей v1-v2. Подозреваю, что у маткада точности не хватает для адекватного отражения графика. Какие-то закорючки, которые я пока не могу объяснить. Как у Вас все гладко получается)) Трение есть. Возьмите шарик и начинайте его давить: больше-меньше. Он начнет скрипеть от трения об пол. И от упругой деформации трение есть. Как иначе? Пройденный путь есть? - есть. Золотник по маслу и тот трение имеет. А тут соседние слои металла.
Если пластичности нет, то и внутреннего трения в металле нет, нет и рассеивания энергии. А сила трения не зависит от размера площадки. Из школы помню как кирпич не положи сила трения одинаковая и от площади трения не зависит . :)
Номер станка ? Z1 и Z2 референсируются за счет того что оптические датчики считывают прорезь в зубчастом ремне. То что касательно CF карты из области фантастики. При запуске софта проверяются контрольные сумы, если бы была проблема с CF картой были бы соответствующие exception при запуске самой DELEM. То что DM203 сначало выдавал R (Ready) а потом E (Encoder Hardware) может означать только одно, учитывая то что написали вы, кабель от DM203 до мотора сопротивление изоляции кто то проверял, это касательно и силовой части и энкодера и того же референсного датчика. Насколько я понимаю менялись местами DM203 и менялись местами моторы а сами кабеля перекидывались местами ? И огромнейший совет не трогайте CF карту ее цена , цена LIC файлов и сроки поставки повергнут вас в шок. Кабеля для сервиса даже на машинах 5 летней давности это уже головная боль, прямая зависимость от влажности и какие производственные процесы возле станка.
Суть в том, что по некоторым причинам нам пришлось ввести в модель учет деформаций в зоне контакта шарика и торца золотника. Жесткость контакта я обозначил через с12. Через х1 - координату конца шарика, а через х2 - торца золотника. Идея в том, что предварительное поджатие (создается деформацией пружины с0) деформирует пружину с12 и разница х1- х2 становится положительной. Когда гидродинамические силы (F1(x2(t))), динамика золотника и силы жидкостного трения (альфа*скорость v2) становятся большими, то происходит отрыв шарика от торца золотника - теряется управляемость. Мы можем обнаружить это по отрицательной разнице х1 - х2. Предыстория такова, что изначально на графике x1 - x2, (отслеживание которого и является главной задачей) был ярко выраженный колебательный процесс. И неудивительно, ведь жесткость с12 на 4 порядка больше с0 (с0 = 1310, а с12 = 1,4*10^7), поэтому параметр затухания с учетом пружины с12 был близок к нулю. Во время колебательного процесса график х1 - х2 мог уйти в минус. * - наш график - красной жирной линией Нужно было сделать дзетту =0,7, чтобы был апериодический процесс. Очевидно, что банально увеличить альфа нельзя, т.к. он стоит при скорости v2 и силы будут нефизичными, а модель, соответственно, неверной. Я решил ввести демпфер параллельный пружине с12 и назначить коэффициент бета, который выберу таким, какой потребуется, чтобы дзетта была равна 0,7. Естественно, что коэффициент бета я ставлю при разнице скоростей v1 - v2, т.к. это соответствует скорости движения пружины. В таком случае график становится "как надо": никаких ярко выраженных переходных процессов. Все бы ничего. Только научник теперь утверждает, что мы не имеем право так делать. Для сравнения: сила трения в зоне контакта получилась в 6 раз меньше, чем от трения золотника. Вот у меня и появилась мысль докапаться, а какая же в действительности будет диссипация от деформации в зоне контакта. И от чего она будет зависеть: от координаты, т.е. от самой деформации, или от скорости. В общем, хочу найти истинный коэффициент потерь, но пока инфы точной не соображу где нарыть. Понятно, что тут будет два вида трения. Одно трение сухое от того, что шарик то расплюснут на площадке больше, то - меньше. С этим трением, очевидно, все очень сложно. Мне бы разобраться с рассеиванием энергии из-за деформации металла.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
И может есть у кого-то возможность запустить расчет в другой программе. Мне не нравится график скоростей v1-v2. Подозреваю, что у маткада точности не хватает для адекватного отражения графика. Какие-то закорючки, которые я пока не могу объяснить. Как у Вас все гладко получается)) Трение есть. Возьмите шарик и начинайте его давить: больше-меньше. Он начнет скрипеть от трения об пол. И от упругой деформации трение есть. Как иначе? Пройденный путь есть? - есть. Золотник по маслу и тот трение имеет. А тут соседние слои металла.
Если пластичности нет, то и внутреннего трения в металле нет, нет и рассеивания энергии. А сила трения не зависит от размера площадки. Из школы помню как кирпич не положи сила трения одинаковая и от площади трения не зависит . :)
Номер станка ? Z1 и Z2 референсируются за счет того что оптические датчики считывают прорезь в зубчастом ремне. То что касательно CF карты из области фантастики. При запуске софта проверяются контрольные сумы, если бы была проблема с CF картой были бы соответствующие exception при запуске самой DELEM. То что DM203 сначало выдавал R (Ready) а потом E (Encoder Hardware) может означать только одно, учитывая то что написали вы, кабель от DM203 до мотора сопротивление изоляции кто то проверял, это касательно и силовой части и энкодера и того же референсного датчика. Насколько я понимаю менялись местами DM203 и менялись местами моторы а сами кабеля перекидывались местами ? И огромнейший совет не трогайте CF карту ее цена , цена LIC файлов и сроки поставки повергнут вас в шок. Кабеля для сервиса даже на машинах 5 летней давности это уже головная боль, прямая зависимость от влажности и какие производственные процесы возле станка.
Суть в том, что по некоторым причинам нам пришлось ввести в модель учет деформаций в зоне контакта шарика и торца золотника. Жесткость контакта я обозначил через с12. Через х1 - координату конца шарика, а через х2 - торца золотника. Идея в том, что предварительное поджатие (создается деформацией пружины с0) деформирует пружину с12 и разница х1- х2 становится положительной. Когда гидродинамические силы (F1(x2(t))), динамика золотника и силы жидкостного трения (альфа*скорость v2) становятся большими, то происходит отрыв шарика от торца золотника - теряется управляемость. Мы можем обнаружить это по отрицательной разнице х1 - х2. Предыстория такова, что изначально на графике x1 - x2, (отслеживание которого и является главной задачей) был ярко выраженный колебательный процесс. И неудивительно, ведь жесткость с12 на 4 порядка больше с0 (с0 = 1310, а с12 = 1,4*10^7), поэтому параметр затухания с учетом пружины с12 был близок к нулю. Во время колебательного процесса график х1 - х2 мог уйти в минус. * - наш график - красной жирной линией Нужно было сделать дзетту =0,7, чтобы был апериодический процесс. Очевидно, что банально увеличить альфа нельзя, т.к. он стоит при скорости v2 и силы будут нефизичными, а модель, соответственно, неверной. Я решил ввести демпфер параллельный пружине с12 и назначить коэффициент бета, который выберу таким, какой потребуется, чтобы дзетта была равна 0,7. Естественно, что коэффициент бета я ставлю при разнице скоростей v1 - v2, т.к. это соответствует скорости движения пружины. В таком случае график становится "как надо": никаких ярко выраженных переходных процессов. Все бы ничего. Только научник теперь утверждает, что мы не имеем право так делать. Для сравнения: сила трения в зоне контакта получилась в 6 раз меньше, чем от трения золотника. Вот у меня и появилась мысль докапаться, а какая же в действительности будет диссипация от деформации в зоне контакта. И от чего она будет зависеть: от координаты, т.е. от самой деформации, или от скорости. В общем, хочу найти истинный коэффициент потерь, но пока инфы точной не соображу где нарыть. Понятно, что тут будет два вида трения. Одно трение сухое от того, что шарик то расплюснут на площадке больше, то - меньше. С этим трением, очевидно, все очень сложно. Мне бы разобраться с рассеиванием энергии из-за деформации металла.
Компания Siemens PLM Software предлагает широчайший выбор инструментов для разработки изделий. Чаще всего говорят о системе автоматизированного проектирования общего назначения Solid Edge и PLM-решении Teamcenter. Однако, с моей точки зрения, большего внимания заслуживает пакет NX. Он был создан путем объединения двух хорошо зарекомендовавших себя инструментов — Unigraphics и I-deas — и постепенно вырос в прекрасную систему проектирования и подготовки производства. Уже вышла его восьмая, весьма впечатляющая версия, основные особенности которой мы и рассмотрим в данной публикации.
Технология HD3D и визуальные отчеты
Еще в NX 7 и последовавших за ней промежуточных версиях появились инструменты для удобной работы с огромным массивом информации, содержащейся в моделях изделий, а также со связанными с изделиями метаданными. С их помощью информация легко представляется визуально в наглядном 3Dвиде. Это может быть всё, что угодно, — от сведений о внесенных изменениях до таких характеристик, как применяемые материалы или масса изделия. Фактически вся информация такого рода, хранящаяся в CADмодели или PLMсистеме, отображается в контексте 3Dмодели при помощи цвета и графических меток (tags). Созданный пользователем образец визуального отчета затем можно сохранить, чтобы использовать повторно или поделиться с коллегами (рис. 1).
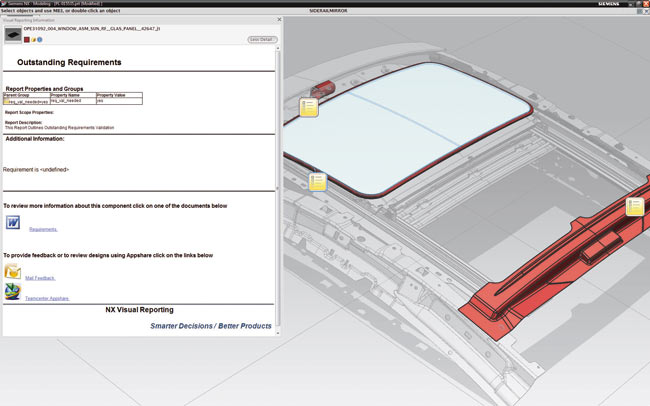
Рис. 1. Настраиваемые диалоги визуальных отчетов позволяют пользователям углубленно изучать PLМ-информацию, связанную с 3D-моделью
В версии NX 8 данные собираются из более широкого набора источников, а отчеты подготавливаются на стороне сервера. Это означает, что, помимо данных из NX и Teamcenter, теперь в визуальные отчеты может быть включена информация из систем управления ресурсами предприятия (ERP), планирования потребности в материалах (MRP) и финансовых систем. Кроме того, появилась возможность комбинировать отчеты и снабжать метки (тэги) пользовательскими ярлыками. Это, конечно, может показаться банальным, но на самом деле речь идет об очень мощном способе обеспечить четкое понимание текущего состояния проекта.
NX отслеживает ситуацию с подсистемами изделия и выявляет, какие из них выходят за рамки отведенного бюджета, причем информация выводится вместе с фотографией ответственного лица. Данные о массе и себестоимости изделия можно получать суммарно по подсистемам и узлам, выявляя среди них наиболее дорогостоящие. Возможности просто безграничны.
Ранее независимые визуальные отчеты теперь можно объединять (оптимально — два или три отчета) для создания расширенного, контекстнозависимого представления информации. Каждому виду исходных данных назначается приоритет (низкий, средний или высокий), а комбинированные отчеты можно сохранять, распространять и повторно использовать (рис. 2).
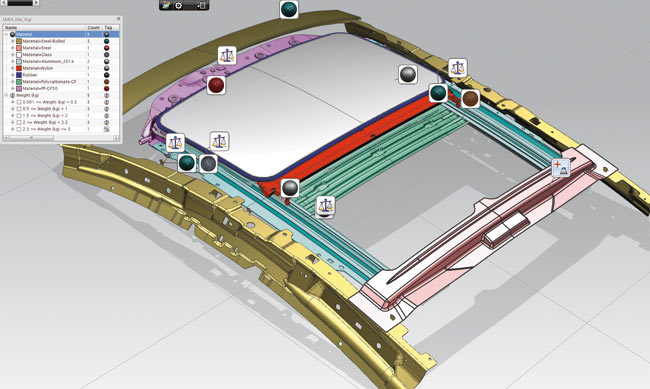
Рис. 2. Многопрофильные отчеты позволяют сводить разные результаты в одном окне. Например, можно одновременно вывести отчеты по массе и по материалам
Еще одно интересное новшество NX 8 заключается в возможности большей детализации имеющейся информации. Новый диалог Info позволяет пользователю углубленно изучать данные визуального отчета путем быстрого просмотра документации с требованиями к изделию либо обсуждения данных с группой разработчиков через почтовую рассылку или при помощи приложения AppShare. Все эти инструменты можно встраивать непосредственно в отчеты, которые в результате становятся предельно функциональными и помогают пользователям решать поставленные задачи без привлечения дополнительных систем или процессов.
Автоматизация решения CAEзадач при помощи Product Template Studio
В арсенале NX всегда имелись средства фиксации и повторного использования знаний, например инструмент Knowledge Fusion, однако его применение требовало значительных усилий по программированию. С появлением Product Template Studio (PTS) удобство применения подобных средств вышло на новый уровень. Теперь пользователи, не являющиеся специалистами, могут создать процесс на основе существующей детали или подсистемы, а затем в любой момент применять его.
В предыдущих версиях средства PTS могли автоматизировать только проектирование геометрии, фиксируя правила, параметры и исходные данные в рамках простого рабочего процесса. В NX 8 можно создавать процессы для решения более широкого круга задач, связанных с проектированием, не ограничиваясь чисто геометрическими манипуляциями. Сюда относится создание сборок и позиционирование их компонентов, проверка геометрии, инженерный анализ. После того как задача выполнена, ее можно перенести в Template Studio, где система извлекает параметры и введенные данные, помогает связать их с пользовательским диалогом и создает шаблон, пригодный для последующего применения.
Массивы элементов Patterning
Сегодня это может показаться несерьезным преимуществом, но в NX предусмотрены весьма мощные средства создания массивов элементов. Если в других системах поддерживаются лишь линейные и круговые массивы, то в NX работа с массивами выведена на новый уровень. Полное управление всеми параметрами позволяет получить именно тот массив, который нужен. Предусмотрены различные виды повторения конструктивных элементов, а также фиксированные варианты размещения, например в линейной или полярной системе координат, по спирали, по вершинам многоугольника и вдоль кривой. Пользователь может задавать положение каждого отдельного элемента массива, а также включать и отключать их (рис. 38).
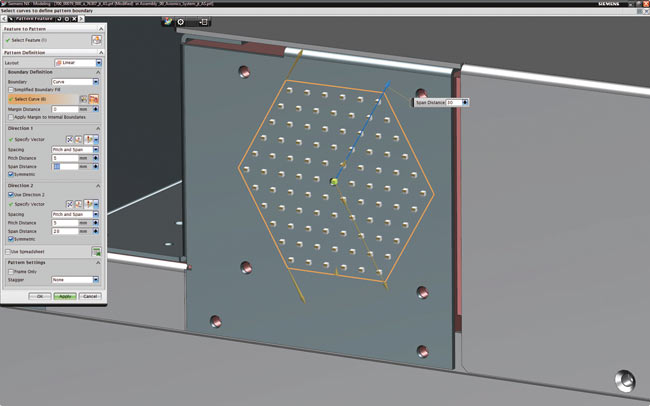
Рис. 3. Обновленный инструмент для работы с массивами предоставляет конструктору большую свободу, а также необходимый контроль при создании нужной геометрии
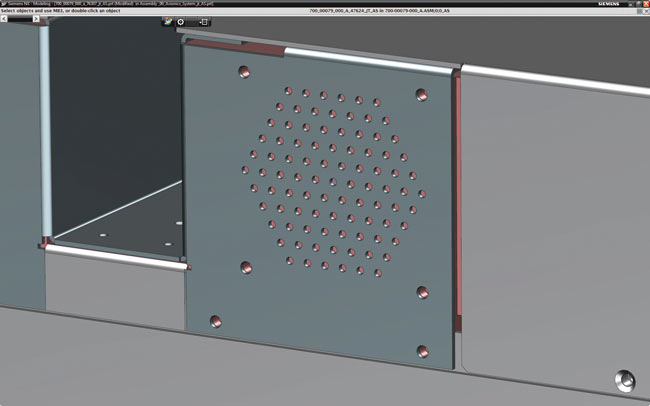
Рис. 4. Данный массив ограничен многоугольником, стороны которого задают направление
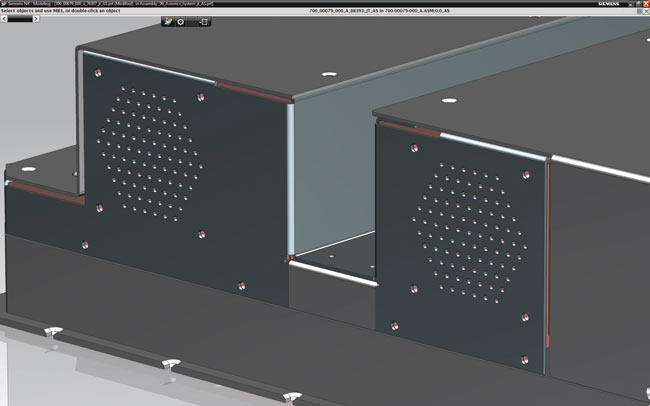
Рис. 5. Созданный массив можно снова размножить, что позволяет быстро формировать очень сложные наборы конструктивных элементов
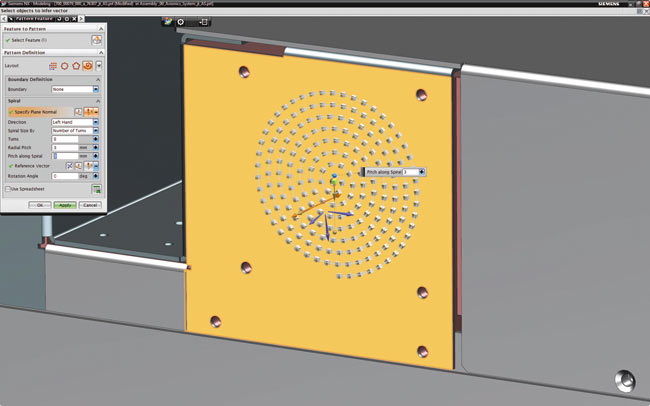
Рис. 6. Спиральный массив в большинстве CAD-систем невозможно создать без ручного редактирования для задания положения элементов
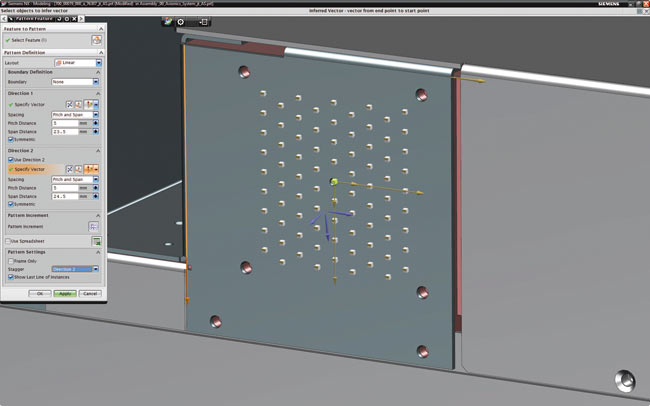
Рис. 7. Полноценный предварительный просмотр показывает будущее положение каждого элемента массива. В этом примере выбрано расположение элементов в шахматном порядке
Предлагаются и весьма интересные средства задания границ при размещении элементов массива. Вариационные массивы позволяют создавать градиентное расположение элементов при считывании их координат из электронной таблицы. (Здесь автор не совсем точен — это не имеет отношения к вариационному методу, который позволяет сразу же использовать созданный массив в качестве образца для размножения. Градиентное размещение, изменение размеров образца, равно как и чтение из XLSфайла, осуществляются обычным (simple) методом. — Прим. ред.)
В целом в NX реализованы первоклассные средства создания массивов, которые способны сэкономить массу времени при работе над сложными деталями, например корпусами электронных устройств.
Рис. 8. Если в большинстве CAD-систем предусмотрены лишь линейные и круговые массивы, то в NX выбор гораздо шире
Синхронная технология
В той или иной степени прямое моделирование применяется во всех наиболее популярных системах автоматизированного проектирования, однако то, что компании Siemens удалось реализовать в виде синхронной технологии для NX, резко отличается от других решений. Например, в Solid Edge предусмотрено четкое разделение двух методов работы, опирающихся на синхронную технологию и традиционное дерево построения. В отличие от этого, в NX синхронная технология встроена в существующий набор инструментов настолько глубоко, что многие пользователи даже не подозревают, что используют ее (на мой взгляд, такой подход является гораздо более интеллектуальным).
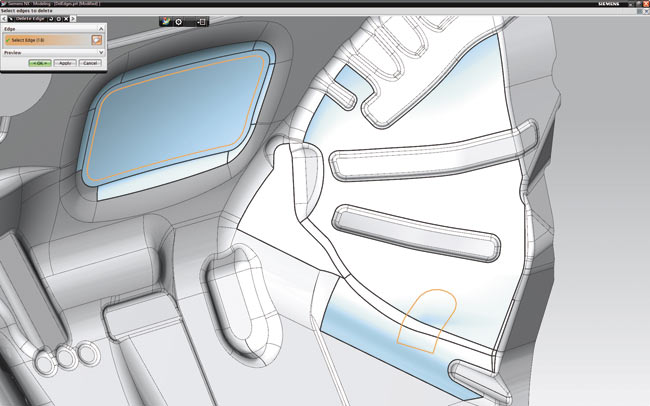
Рис. 9. Типовая автомобильная деталь, созданная методом поверхностного моделирования. С помощью синхронной технологии корректировка геометрии выполняется простым выбором ребер и созданием требуемого выреза
Инструменты синхронной технологии были доведены до совершенства в ряде последних версий NX. Теперь такие инструменты глубоко встроены в систему и дают возможность выбирать самый подходящий метод моделирования. Наибольшее внимание в версии NX 8 компания Siemens уделила работе со сложными геометрическими условиями. В первую очередь вызывает интерес работа со скруглениями и поверхностями сопряжений.
Модульное проектирование деталей PART MODULES
Модульное проектирование деталей — это новое слово в NX. Многие из крупных заказчиков Siemens, особенно в автомобилестроении и авиационнокосмической промышленности, постоянно сталкиваются с необходимостью работать с очень сложными и крупными узлами. Представьте себе проектирование кузова автомобиля или штамповой оснастки либо любую другую задачу, требующую привлечения целой группы специалистов, работающих над одним и тем же узлом.
В современных системах проектирования верхнего уровня (таких как NX или CATIA) имеются средства для работы группы специалистов над разными деталями в одной сборке, но не над одной и той же деталью.
Чтобы решить эту задачу, в NX 8 введена концепция модульного проектирования, объяснить которую довольно сложно. Представьте, что вы начали проектировать базовую геометрию детали, над которой работает группа конструкторов. Хороший пример — деталь каркаса фюзеляжа. Как правило, базовой геометрией будет служить наружная обшивка фюзеляжа, а также положение средней плоскости. Это и станет мастердеталью, которая позволит разбить работу на части. Другой пример — электронные устройства, где форма определяется внутренними поверхностями, что и служит основой для дальнейшей проработки.
Такой процесс требует создания отдельных рабочих файлов, содержащих базовую геометрию, которая нужная каждому разработчику. Затем ее можно импортировать в виде модуля детали для дальнейшей работы. По завершении своего фрагмента (или в момент, когда требуется объединение данных либо оптимизация конструкции) каждый пользователь создает «выходную» геометрию, посылаемую обратно в основную деталь. Разумеется, это будет не только собственно геометрия самой детали, но и та геометрия, которая станет базовой для проектирования других деталей.
Я полагаю, что такой инструмент нуждается в контроле, поэтому очень удобно, что весь процесс управляется из Teamcenter — в плане как контроля версий данных, так и назначения заданий исполнителям.
На демонстрационных примерах редактирование геометрии всегда выполняется без проблем, но в реальном мире сложные сопряжения на углах могут легко «завалить» систему прямого моделирования. Сегодня в NX имеются инструменты для редактирования таких сопряжений. Идет ли речь о задачах стандартизации, о подгонке скруглений с целью облегчить обработку или о подготовке расчетной CAEмодели — каждый найдет подходящее решение.
Кроме того, появились аналогичные инструменты и для работы с изделиями из листового металла. Теперь можно быстро удалять ребра с распространением изменений на ряд поверхностей. И вот что следует отметить: поскольку система умеет работать с импортированными данными и сохраняет каждую операцию прямого редактирования в виде конструктивного элемента, пользователь имеет возможность обновить импортированный файл в случае, если оригинал детали подвергся изменениям, и очень быстро привести свою подредактированную конструкцию в соответствие с ним (разумеется, при условии сохранения ссылок на файлисточник).
Последняя основная составляющая обновления синхронной технологии относится к редактированию деталей путем изменения геометрии сечений, а не ребер и граней. Если в предыдущих версиях вы просто делали сечение 3Dмодели и с его помощью модифицировали геометрию детали (причем это никак не отражалось в дереве построения. — Прим. ред.), то в NX 8 подобная функциональность реализована и в режиме редактирования с деревом построения. При изменении геометрии сечения в конец дерева добавляется конструктивный элемент. Сечение накладывается на 3Dмодель, и с ним можно работать обычным образом. Там же выводятся размеры, изменять которые удобно и просто (в том числе можно устанавливать зависимости).
Заключение
Если вам требуется наиболее передовое решение для разработки изделий, вряд ли вы найдете чтолибо лучше, чем NX. Введенные в новой версии улучшения базовых инструментов моделирования показывают, что и в сфере чисто геометрического моделирования остается резерв для инноваций. Пообщавшись со многими пользователями, легко понять, что эти нововведения принимаются и применяются (даже если пользователь не отдает себе в этом полного отчета). Кроме того, появились такие новшества, как полностью переработанный инструмент создания массивов. Да, на дворе 2012 год, а я восхищаюсь массивами. На самом деле в большинстве систем реализованы лишь минимально необходимые средства создания подобных элементов, что может вызвать серьезные проблемы у пользователей. Новые инструменты в NX 8 позволяют создавать необходимую геометрию и управлять ею, развивая замысел конструктора.
Помимо базовых инструментов основное внимание было уделено еще двум областям. Вопервых, это улучшения в двух тесно связанных областях — рабочие процессы и способы фиксации знаний. Какой смысл стараться зафиксировать знания о выполнении стандартных операций, если механизм повторного применения таких знаний неудобен и негибок? Эту проблему и решает функциональность Product Template Studio. Она позволяет организации формализовать конкретные виды опыта и знаний своих сотрудников в виде эффективных рабочих процессов, направляющих любого пользователя (или специалиста, использующего знания повторно) через процесс проектирования конкретной детали или подсистемы. Кроме того, пользователь имеет возможность выйти за пределы задаваемого мастером (wizard) рабочего процесса для внесения изменений в соответствии с конкретной конструкторской задачей. Сюда же относится новая функциональность модульного проектирования деталей, позволяющая группе разработчиков совместно трудиться над одной и той же деталью в управляемой среде с поддержкой процессов конструирования и контроля (review). И хотя ее применение, как я полагаю, будет ограниченным, но тем, кто проектирует детали высокой сложности, она обеспечит небывалый рост производительности.
Вовторых, технология HD3D. Теперь это стало отличным решением! С точки зрения руководителя, возможность изучения сложных (и зачастую не указанных в явном виде) данных, скрытых в недрах многочисленных информационных систем предприятия (скажем, PLM, ERP, MRP и т.д.), их консолидации и удобного представления в контексте 3Dмодели имеет большую ценность.
А как же рядовой инженер? Я думаю, и для него подобные инструменты будут полезными. Возможность инкорпорирования дополнительных данных в 3Dмодель и увязывания их с разрабатываемым изделием как на макро, так и на микроуровне (уровне детали или подсборки) представляет собой исключительно мощный инструмент в руках конструктора. Генерация отчета, в котором мгновенно отображаются «узкие места» как по массе, так и по себестоимости (и даже с указанием контактной информации, чтобы можно было позвонить разработчику конкретной детали), — это, безусловно, очень полезная функция.
Наблюдать за развитием и взрослением NX всегда было крайне интересно. В данной статье мы рассмотрели лишь самые важные нововведения. В арсенале NX 8 также появилось много нового в области инженерного анализа и подготовки производства.
Читайте также: