
Управляющие процессоры и каналы управления
В многозоновых системах все зональные контроллеры соединяются цифровыми линиями связи ( при помощи прямого RS-232 соединения или с использованием модемов) с региональным управляющим процессором ( RCP), который способен объединить до 10 зон в единую систему. RCP обеспечивает управление импульс-но-кодовым модулятором ( ИКМ) коммутатором ( PCM Switch), позволяющим любому из подсоединенных к нему контроллеров канала установить соединение с телефонной линией либо межзоновое соединение. Поддерживаются до 24 телефонных линий в регионе и до 16 диспетчерских терминалов на базе персональных компьютеров. Кроме того, RCP обеспечивает управление переадресацией вызовов, координацию работы каналов, расположенных в близлежащих зонах и использующих одни и те же частоты ( pooled channels), и взаимодействие с межрегиональным управляющим процессором ( IRP - Interregional Control Processor), позволяющим объединить 16 регионов в единую систему. [16]
Векторный процессор обращается к памяти посредством набора векторных регистров, которые тесно связаны с памятью, и может получить доступ к 1024-байтовой строке памяти за такое же время, за которое управляющий процессор выполняет одно произвольное обращение. Вектор имеет длину 256 элементов для 32-разрядных операций и 128 элементов для 64-разрядных операций. Благодаря тому что память организована в виде двух банков, арифметическое устройство может выполнить два обращения к ней за время одного своего цикла, имеющего длительность 125 не. Выполнение некоторых операций может происходить с полной реализацией быстродействия АЛУ без воздействия ограничений, налагаемых пропускной способностью памяти. [17]
Управляющий процессор может представлять собой ЭВМ, выполненную в типовом для вычислительной техники конструктиве, либо иметь вид модуля VXI, устанавливаемого в один из крейтов системы. Если используется управляющий процессор , реализованный в виде модуля VXI, и при этом в системе используется только один крейт, то роль общесистемного интерфейса выполняет магистраль VXIbus. Если же используется отдельно стоящая ЭВМ или в состав системы VXI входит более одного крейта VXI, то в системе необходим интерфейс связи процессора с крейтом, а также крейтов между собой. Используемые для этого интерфейсы создаются как на основе магистрали VXIbus, так и на основе других производительных магистралей. Основным критерием при выборе интерфейса является объем информации, который необходимо передавать между составными частями создаваемой системы. [19]
На рис. 11.12 представлены основные компоненты платы узлового процессора. Транспьютер Т414 ( управляющий процессор ) выполняет системные и прикладные пользовательские программы в части скалярной целочисленной арифметики и отсылает векторные операнды в процессор векторной арифметики с плавающей запятой, где их обработка может осуществляться одновременно с действиями, выполняемыми в управляющем процессоре. Двухпортовая память емкостью 1 Мбайт реализована в виде динамического ЗУПВ; обращения к ней со стороны управляющего процессора происходят через 32-разрядный порт с произвольным доступом. [20]
Для выполнения и обработки разнообразной графической информации используется ДС типа SIGMEX одноименной фирмы с цветным графическим дисплеем ( ЦГД) типа QC-6. ДС базируется на 16-разрядном управляющем процессоре и имеет разрешение 1024x724 точек. Стандартный объем памяти для дисплейного файла - 512 кб ( 1 килобайт 1024 байт), имеется возможность хранить восемь плоскостей изображения. [21]
Одна из БИС содержит управляющий процессор и ПЗУ. Управляющий процессор связан с клавиатурой, от которой подаются команды для выполнения селекции каналов. Запоминающее устройство имеет емкость на 20 кодовых слов, предназначенных для хранения информации о частотных диапазонах и номерах каналов. Выходные сигналы процессора поступают на селектор. Кроме того, процессор осуществляет временное запоминание команд и подавление дребезга контактов клавиатуры. Таким образом, БИС управления, на которую возложены логические и синхронизирующие функции, содержит все необходимые цепи для дешифровки команд от клавиатуры. Эта схема вырабатывает сигналы тактирования и управления, необходимые для сопряжения с остальными БИС. Вторая БИС содержит ПЗУ для хранения 20 частот настройки в виде 12-разрядных слов, которые считываются по командам управляющего процессора. Кроме этого, БИС содержит ЦАП для формирования напряжений подстройки частоты гетеродина. Когда зритель выбирает один из каналов, соответствующее кодовое слово извлекается из памяти и переводится для временного хранения в БИС управления. Цифровая информация преобразуется в аналоговую форму и соответствующее напряжение подается на варикапы цифрового селектора каналов. [22]
Использование в универсальных многопроцессорных системах идеи горячего резервирования обычно неоправданно, и поэтому в них либо задания динамически распределяются по функционирующим процессорам, либо отдельные процессоры используются для решения конкретных задач. В обоих случаях отказ управляющего процессора или операционной системы чаще всего приводят к отказу всей системы. [23]
СТК содержит также оперативную память и управляющий процессор , с помощью которых задается маршрутизация информации в коммуникационной СПД. [24]
В системе управления энергетической ГТУ Спидроник Mark V использованы 16-битные микропроцессорные контроллеры с тройным резервированием и резервированием двух из трех каналов критического управления и зашиты. Датчики контроля и защиты с тройным резервированием поддерживаются всеми тремя управляющими процессорами . Выходные сигналы системы сначала проверяются на выводах соленоида, а далее на логическом уровне. Это повышает не только качество защиты, но и надежность эксплуатации. [26]
Система FCS выполняет операции ввода-вывода, ориентированные на логические записи или виртуальные блоки, а кроме того-дополнительные функции управления файлами: открытие, закрытие, расширение, удаление, защиту файлов от несанкционированного доступа. При работе с файлами на дисках и магнитных лентах система FCS использует вспомогательные управляющие процессоры ( АСР), которые являются системными привилегированными задачами и обеспечивают программную поддержку файловой структуры на магнитных томах. [27]
Аппаратное средство, в котором объединены в целостную конфигурацию различные устройства ввода-вывода с целью удовлетворения потребностей определенного вида коммерческой или какой-то иной деятельности. Терминалы такого рода имеют встроенные, средства обработки данных и подключаются к управляющему процессору через канал передачи данных. [28]
Контракт стоимостью в 5 млн марок ФРГ на построение 20 - 30 мобильных ответчиков, входящих в наземную сеть станций, обеспечивающих работу аппаратуры PRARE, был выдан фирме Dornier в апреле 1989 г. На космическом аппарате Ers-1 аппаратура PRARE вышла из строя уже через 3 недели функционирования на орбите. С учетом этого ИСЗ Ers-2 был оснащен усовершенствованной аппаратурой определения параметров орбиты с резервным блоком и устойчивыми к воздействию радиации управляющим процессором и запоминающим устройством. [29]
В данном разделе изложены вопросы проектирования, связанные с распределенной обработкой. Рассмотрим систему, изображенную на рис. 17.3. Любая станция распределенной системы может включать вычислительный процессор, память, устройство сопряжения и локальный управляющий процессор . В принципе допускается существование отдельных станций, состоящих только из запоминающих устройств. Отметим, что все адресное пространство системы доступно каждому процессору. Кроме того, систему можно произвольно дополнять процессорами различной архитектуры. [30]
Одним из таких методов является реализация принципа локального параллелизма. Суть этого принципа – в распараллеливании во времени алгоритма выполняемой отдельно команды на ряд независимых этапов и их реализации на различных операционных блоках АЛУ.
Второй хорошо известный метод – конвейерная обработка. Операционный блок разделяется на несколько частей – уровней конвейера. На каждой ступени выполняется определенная стадия операции (например, считывание операндов, сравнение порядков чисел, сложение мантисс чисел и так далее). Совмещение стадий выполнения нескольких операций на различных ступенях конвейера приводит к тому, что реализация следующей операции начинается до окончания предыдущей. Это значительно увеличивает быстродействие операционного блока.
Другой способ сокращения длительности выполнения многотактных операций – использование эффективных алгоритмов. При использовании таких алгоритмов сочетается использование быстродействующих блоков, одновременно анализа нескольких разрядов операндов и реализация конвейерного метода обработки.
Наиболее новый способ увеличения быстродействия всех блоков процессора ЭВМ – введение векторных операций – операций над упорядоченными массивами данных (в суперЭВМ векторные операции появились давно, в связи с чем в составе процессоров появилась специализация устройств по типам операндов – скалярные и векторные). Например, в современных процессорах появились регистровая память и средства обработки двух типов: векторные и скалярные.
К векторным средствам обработки относятся:
¨ один или несколько арифметических конвейеров для обработки элементов векторов;
¨ векторные регистры для хранения векторной информации.
Векторные средства обработки данных позволяют увеличить производительность ЭВМ в несколько раз.
Центральное устройство управления
Центральное устройство управления — это комплекс средств автоматического управления процессом передачи и обработки информации. ЦУУ вырабатывает управляющие сигналы (УС), необходимые для выполнения всех операций, предусмотренных системой команд, а также координирует работу всех узлов и блоков ЭВМ. В связи с этим можно считать ЦУУ преобразователем первичной командной информации, представленной программой решения задачи, во вторичную командную информацию, представляемую управляющими сигналами.
Модель устройства управления (УУ) представлена на рис. 1.
Рис.1 Модель устройства управления
Для выполнения своих функций УУ должно иметь входы, позволяющие определить состояние управляемой системы, и выходы, через которые осуществляется управление поведением системы.
- тактовые импульсы. С каждым тактовым импульсом УУ инициирует выполнение одной или нескольких микроопераций;
- код операции (КОП) текущей команды поступает из регистра команды и используется, чтобы определить, какие микрооперации должны выполняться в течение машинного цикла;
- флаги. Требуются устройству управления для оценки состояния процессора и результата предшествующей операции, что необходимо для выполнения команд условного перехода;
- сигналы из системной шины. Часть сигналов системной шины, обеспечивающая передачу в УУ запросов прерывания, подтверждений и т. п.
В свою очередь, УУ формирует следующую выходную информацию:
- внутренние сигналы управления– эти сигналы воздействуют на внутренние схемы процессора и относятся к одному из двух типов:
1) сигналы управления перемещением данных между регистрами процессора;
2) сигналы, определяющие функции операционного устройства процессора;
- сигналы в системную шину. Управляющие сигналы в память и управляющие сигналы в модули ввода/вывода.
В общем случае ЦУУ формирует управляющие сигналы для реализации следующих функций:
¨ выборки из памяти кода очередной команды;
¨ расшифровки кода операции и признаков выбранной команды;
¨ выборки операндов и выполнения машинной операции;
¨ обеспечения прерываний при выполнении команд;
¨ формирования адреса следующей команды;

¨ учета состояний других устройств машины;
¨ инициализации работы контроллеров (каналов) ввода-вывода;
¨ организации контроля работоспособности ЭВМ.
В обобщенной структуре УУ можно выделить две части: управляющую и адресную.
Управляющая часть УУ предназначена для координации работы операционного блока ВМ, адресной части УУ, основной памяти и других узлов ВМ.
В состав управляющей части входят:
- регистр команд (РК), состоящий из адресной и операционной частей;
- узел прерываний и приоритетов.
Регистр команд предназначен для приема очередной команды из ЗУ. Микропрограммный автомат на основании расшифровки операционной части команды вырабатывает определенную последовательность микрокоманд, вызывающих выполнение всех целевых функций УУ.
Узел прерываний и приоритетов позволяет реагировать на различные ситуации, связанные как с выполнением рабочих программ, так и с состоянием ВМ.
Адресная часть УУ обеспечивает формирование адресов команд и исполнительных адресов операндов в основной памяти.
Адресная часть включает в себя:
- операционный узел УУ;
Регистр адреса используется для хранения исполнительных адресов операндов, а счетчик команд для формирования и хранения адресов команд. Содержимое этих регистров посылается в регистр адреса основной памяти для выборки операндов и команд соответственно. Операционный узел УУ обрабатывает адресные части команд, формируя исполнительные адреса операндов, а также подготавливает адрес следующей команды при выполнении команд перехода.
К основным характеристикам ЦУУ следует отнести:
- способ построения цикла работы ЦУУ и ЭВМ в целом;
- способ синхронизации узлов и блоков ЭВМ.
- общая организация управления ЭВМ;
- принцип формирования и развертывания временной последовательности управляющих сигналов;
По способу построения рабочего цикла различают ЦУУ:
¨ с прямым циклом,
На первом этапе производится выборка из памяти команды, а затем следуют этапы выполнения машинной операции.
¨ с обращенным циклом,
В первую очередь выдаются управляющие сигналы для выполнения машинной операции по коду команды, поступившей в ЦУУ на предыдущем цикле (предвыборка команд), а затем из памяти выбирается код команды, которая будет исполняться в следующем цикле.
¨ с совмещением во времени циклов выполнения нескольких команд (конвейером команд).
По способу синхронизацииработы ЭВМ в зависимости от числа тактов в цикле выполнения команды различают ЦУУ:
¨ с постоянным числом тактов;
¨ с переменным числом тактов.
В микропрограмме рабочего цикла выделяют общую и специальную части. К общей части относятся микрокоманды, исполняемые в цикле любой команды: выборка команды, анализ запросов на прерывание, формирование адреса следующей команды, анализ состояния процессора. Эти микрокоманды выполняются за постоянное число тактов.
К специальной части относятся микрокоманды, по которым вырабатываются управляющие сигналы в зависимости от содержания операционной части исполняемой команды. В этом случае количество тактов будет переменным для различных команд. В современных ЭВМ с различной структурой используемых команд, число тактов зависит от формата выбираемой команды, структуры ее адресной части и длины операндов.
По общей организацииуправление может быть:
Блок управления ЦУУ вырабатывает все управляющие сигналы микроопераций для всех команд, выполняемых процессором;
Применяются в процессорах, операционные и другие устройства которых имеют собственные узлы местного управления. Тогда блок управления ЦУУ, помимо сигналов микроопераций, вырабатывает так же сигналы для блоков местного управления;
По принципу организации цикловразличают ЦУУ:
¨ синхронного типа, в которых время цикла может быть постоянным или переменным;
¨ асинхронного типа, в которых продолжительность цикла определяется фактическими затратами времени на выполнение каждой операции. В этом случае необходимо вырабатывать сигналы об окончании операции;
¨ смешанного типа, где частично реализуются оба предыдущих принципа организации циклов.
По принципу формирования микрокоманд УУ различают микропрограммные автоматы
Системы, обеспечивающие приемлемую работу при измене- нении статистических характеристик входных воздействий в широких пределах, получили название робастых (robust), что в переводе означает «крепкий, сильный».
Для построения робастых систем требуется минимум априорных сведений о входных воздействиях. Обычно эти сведения ограничиваются установлением максимальных или среднеквадратичных значений самих воздействий и их первых производных (скоростей, ускорений и т.д.). Робастые системы используют в качестве устройств управления ЭВМ.
Микропроцессор — программно управляемое устройство, непосредственно осуществляющее процесс обработки цифровой информации и управление им, построенное на одной или нескольких БИС.
Унифицированная большая интегральная схема (БИС) — которая может быть применена при построении различных средств обработки информации.
Мини Э В М - малая вычислительная машина, имеющая широкое применение благодаря малым габаритам, низкой стоимости, относительно высокой производительности. Длина слова в мини-ЭВМ также мала и составляет от 8 до 18 разрядов, в большинстве случаев — 16 разрядов.
МикроЭВМ — ЭВМ, состоящая из микропроцессора, полупроводниковой памяти, средств связи с периферийными устройствами и, при необходимости, пульта управления и источника питания, объединенных общей несущей конструкцией.
Управляющая микроЭВМ — микроЭВМ, которая использует данные (информацию) о процессе, вырабатывает выходные сигналы, управляющие работой объектов, участвующих в этом процессе.
Встраиваемая управляющая микроЭВМ — микроЭВМ, лишенная индивидуальных органов управления, конструктивно введенная в состав аппаратуры управляемого объекта.
Специализированная микроЭВМ — микроЭВМ, предназначенная для решения определенного класса задач.
У ни в е рсальная микроЭВМ — микроЭВМ, предназначенная, для решения широкого класса задач.
Виртуальная ЭВМ — функциональный эквивалент вычислительной машины, внешних устройств и программного обеспечения, эмулируемый на конкретной вычислительной системе.
При создании систем автоматического управления принципиально возможно идти по двум направлениям.

Рис. 14. 1. Структурная схема системы управления с центральной управляющей микроЭВМ
Первое из них связано с использованием центральных управляющих микроЭВМ. Подобные системы могут применяться для управления сложными объектами (самолетами, ракетами, прокатными станами, доменными печами и т.п.) или группами объектов при комплексной автоматизации в различных отраслях промышленности и сельского хозяйства (металлургической, химической, нефтеперерабатывающей, в тепличном овощеводстве, животноводстве и т.д.).
Общая структурная схема автоматической системы с микроЭВМ для этого случая показана на рис.14.1. Система содержит ряд входных ВхП1, ВхП2,. .. , ВхПк и выходных ВыхП1, ВыхП2. ВыхПк преобразователей, обменивающихся сигналами управления с микроЭВМ в процессе преобразования данных по шине управления. Сигналы с выходных преобразователей поступают на исполнительные устройства, воздействующие на объект (или объекты) управления.
Такая система может быть связанной многомерной, если осуществляется управление сложным, многомерным объектом, и несвязанной многомерной, если осуществляется управление группой несвязанных одномерных объектов. В последнем случае САУ с микроЭВМ распадается на совокупность одномерных, систем; ее виртуальная (кажущаяся) структура представляется в виде совокупности одноконтурных систем автоматического управления (рис.14.2), каждая из которых имеет свою программу управления ПУ1, ПУ2…ПУк.
При управлении сложным объектом или группой объектов процессор обслуживает по очереди отдельные каналы управления.
Эта очередь может осуществляться по жесткой программе или по мере поступления заявок от отдельных каналов с возможностью использования в последнем случае приоритетного обслуживания.
Второе направление, по которому развиваются в настоящее время САУ с микроЭВМ, — это использование в каждом контуре управления автономной микроЭВМ, называемой часто микроконтроллером. Структурная схема САУ с автономными микроЭВМ MKl, МК2….МKк показана на рис.14.3
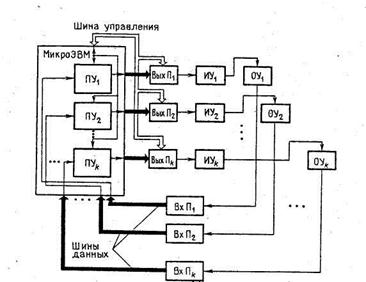
Рис. 14.2. Виртуальная структура САУ с центральной микроЭВМ
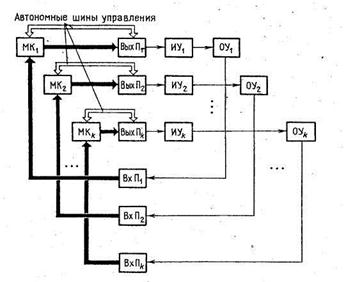
Рис. 14.3. Схема системы с автономными управляющими микроЭВМ
Микроконтроллеры представляют собой упрощенные варианты микроЭВМ, размещаемых в непосредственной близости от управляемого объекта. В микроконтроллерных системах центральная ЭВМ либо отсутствует совсем, либо вводится для передачи ей функций диспетчера или супервизора.
Выбор одного из двух направлений построения САУ с микроЭВМ связан, в частности, с проблемами надежности и стоимости. Стоимость систем, использующих центральную управляющую микроЭВМ, обычно при большом числе управляемых объектов ниже стоимости микроконтроллерных систем. Эта закономерность, впрочем, с развитием технологии производства микропроцессоров, приведшей к созданию высокоэффективных однокристальных микроЭВМ, проявляется все в меньшей степени. Кроме того, системы на базе центральных управляющих микроЭВМ являются технологически менее надежными. Они нуждаются в дорогостоящих, помехоустойчивых линиях связи. Поэтому принцип децентрализованного (микроконтроллерного) управления в микропроцессорных системах постепенно становится превалирующим.
Дляувеличения надежности, производительности и гибкости микроЭВМ в системах автоматического управления применяют многопроцессорные системы и системы на базе многих микроЭВМ — многомашинные системы.
Первый класс структур цифровых САУ характеризуется тем, что большое число микропроцессоров работает на одну общую шину (рис.14.4). Организация параллельной работы нескольких микропроцессоров позволяет реализовать один из следующих режимов: 1) одновременное выполнение нескольких команд программы; 2) одновременное выполнение нескольких программ или подпрограмм. В первом режиме каждый процессор выполняет команды определенного класса, например, логические команды, арифметические команды, команды по определению адресов и др. Во втором режиме каждый процессор имеет возможность работать с полным списком команд. Оба режима позволяют увеличить производительность управляющих микроЭВМ.
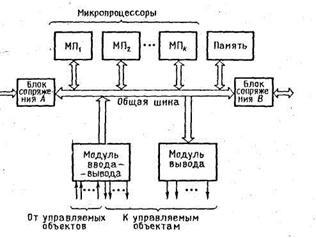 |
Рис.14.4. Блок-схема многомикропроцессорной системы
Топология второго класса структур цифровых САУ определяется требованиями надежности, стоимости, гибкости и производительности. Возможные варианты топологии многомашинных систем (соответственно иерархическая, шинная, сетевая, кольцевая, матричная двух типов, последовательная) изображены на рис.14.5, где прямоугольниками схематически показаны микроЭВМ, а кружками — объекты управления.
Структуры данного класса обладают высокой надежностью. Например, при выходе из строя любой микроЭВМ в системе с сетевой топологией, показанной на рис.14.5 в, сохраняются, по меньшей мере, два канала связи со всеми другими микроЭВМ.
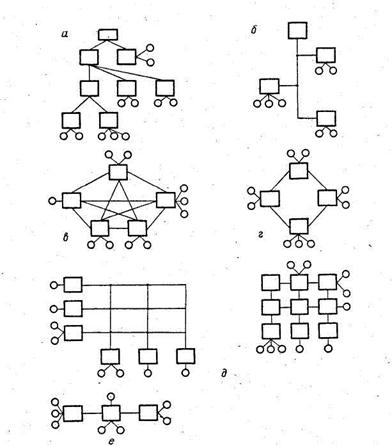 |
Рис.14.5. Топология цифровых САУ
14.3. Типовая структура одноконтурной САУ c ЭВМ в контуре управления
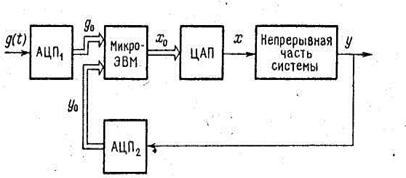
Такая структура содержит аналого-цифровые преобразователи АЦП1 и АЦП2, цифро-аналоговый преобразователь ЦАП, мироЭВМ и непрерывную часть системы (рис.14.6)
Рис.14.6. Типовая структура одноконтурной САУ с ЭВМ в контуре управления
Кодироваться в АЦП может входное задающее воздействие g (t), представляющее собой желаемое значение управляемой величины у (t), управляемая величина, а также другая поступающая извне информация. В результате такого кодирования на вход микроЭВМ в дискретные моменты времени поступают цифровые представления этих величин g0 и yо.
Управление технологиями автоматизации на базе персонального компьютера подходит для любого приложения и обеспечивает успешную реализацию инициатив в области промышленного «Интернета вещей» (англ. Industrial Internet of Things, IIoT) и «Индустрии 4.0».
Технические характеристики контроллера, заложенные в его спецификации, являются наиболее важным и определяющим моментом на этапе процесса разработки в области промышленной автоматизации. Исторически сложилось так, что некоторые контроллеры уже де-факто считаются подходящим вариантом для определенных типа оборудования и области применения, будь то программируемый логический контроллер (англ. Programmable Logic Controller, PLC) или программируемый контроллер автоматизации (англ. Programmable Automation Controller, PAC).
Эти устройства успешно выполняли свою работу на протяжении многих лет и способствовали созданию некой ментальности, которая в английском языке получила определение «if it’s not broken, don’t fix it”, что близко к русскому «не чини, коли не поломано», или «не буди лихо, пока оно тихо». Она подразумевает, что если что-то находится в удовлетворительном состоянии и приемлемо, то и нет причин пытаться это изменить. Однако по мере того, как прогресс в области автоматизации продолжает ускоряться, становится ясно, что управление на базе персонального компьютера (ПК) предлагает более уникальный набор возможностей, охватывающих самый широкий спектр вариантов применения, и уже не требует выбора того или иного контроллера в зависимости от типа конкретного приложения.
Преимущества системы управления на базе ПК

Рис. 1. Смартфон отображает экран HMI от подключенного к облаку упаковочного оборудования компании Groninger
Главные преимущества системы управления на базе ПК – превосходная масштабируемость в рамках оборудования и использование программного обеспечения. Поскольку с течением времени меняется оборудование машин и технологические линии, то именно выбор системы управления на базе ПК, ввиду ее универсальности и гибкости, дает инженерам возможность для ее широкого и эффективного использования. Например, некоторые производители уже предлагают целый ряд опций контроллера, доступных в различных устройствах – от контроллеров начального уровня с RISC-процессорами (англ. Reduced Instruction Set Computer – компьютер с сокращенным набором команд) и до управляющих машин с архитектурой ARM (англ. Advanced RISC Machine – усовершенствованная RISC-машина). Кроме того, на рынке появились многоядерные контроллеры в нескольких аппаратных форматах, вплоть до промышленного сервера, оснащенного 36-ядерным процессором.
Все они управляются программным обеспечением на базе ПК для выполнения некоторых функций: PLC, управления движением, обеспечения безопасности, человеко-машинного интерфейса (англ. Human-machine Interface, HMI), измерения, мониторинга состояния и т. д. Как правило, в случае использования многоядерных контроллеров все это реализовано в одном устройстве. Другие варианты могут быть представлены в нескольких формах конструктивного исполнения – например, для монтажа на DIN-рейку, с установкой в шкаф или интегрированными непосредственно с экраном HMI. При управлении на базе ПК возможна интеграция с HMI в решение «все в одном», что выгодно отличает такую систему от PLC или PAC, поскольку устройств, которые интегрируются с экраном для визуализации, пока еще явно недостаточно.
В качестве примера можно привести экраны HMI с поддержкой HTML5 от компании Beckhoff Automation, которые могут быть сгенерированы на промышленных дисплеях, смартфонах или планшетах и способны показывать скорость оборудования, общее время работы, правильно функционирующие и проблемные части оборудования. На рис. 1 представлен смартфон, отображающий экран HMI от подключенного к облаку упаковочного оборудования компании Groninger в рамках демонстрации предлагаемой концепции на выставке Pack Expo International 2016. Программная платформа для управления на базе ПК компании Beckhoff, TwinCAT 3, была расширена, что позволило предоставить пользователям возможность создавать IoT-сети и подключенные к облачным сервисам системы автоматизации в той же среде, где они программируют PLC, управляют движением и роботизированными устройствами, обеспечивают безопасность и т.д.
Что касается хранения информации, для этого можно использовать карты флеш-памяти CFast (также называемые CompactFast) и твердотельные дисковые накопители (англ. Solid-state Disk, SSD). Такой подход, в отличие от применения накопителей типа HDD, уменьшает количество движущихся частей и тем самым обеспечивает высокую надежность, столь необходимую для критически важных приложений. В будущем может потребоваться увеличение производительности систем управления и автоматизации, но это не проблема. Технологии управления, которые базируются на ПК, позволяют легко заменить модель компьютера на более мощную, но использующую ту же программную платформу.
Для этого обычно нужно выполнить следующие действия: простой обмен компактной флэш-карты со старого устройства, установка ее в новый контроллер и перезапуск системы. Если нет необходимости добавлять новые функции, то, как правило, программирование практически не требуется или оно несущественное. Это одно из основных преимуществ системы автоматизации на основе ПК и программного обеспечения.
Многие компании, которые ищут надежную, гибкую и удобную среду разработки и управляющую платформу, используют программное обеспечение для управления задачами автоматизации, которые являются специфичными для систем управления, и запускают их выполнение на многоцелевом оборудовании на базе ПК. Так, например, для удовлетворения индивидуальных потребностей каждого приложения, независимо от того, предназначены ли его специальные функции для управления работой станков с числовым программным управлением (ЧПУ) и роботизированной кинематикой или для реализации функций PLC, производители предлагают программное обеспечение для управления, которое соответствует аппаратным средствам на базе ПК с различными уровнями производительности.
Также, как известно, многое из того, что необходимо для разработки средств автоматизации, встроено в среду Microsoft Visual Studio . Это делает создание такого программного обеспечения достаточно знакомым для большинства программистов и позволяет выполнять программирование и программистам PLC, и тем, кто специализируется в области информационных технологий (IT). Повторное использование кодов является обязательным – это должны учитывать специалисты по контролю при выборе новой платформы управления.
Функциональные блоки в языках программирования IEC-61131-3 («Programmable controllers – Part 3: Programming languages», IDT) или других объектно-ориентированных программах обычно доступны в библиотеках приложений. Повторное использование кода позволяет значительно сократить время выхода на рынок и создать более гибкие конструкции машин для производителей оригинального оборудования (OEM), системных интеграторов и конечных пользователей.
Кроме того, многоядерные контроллеры на базе ПК, которые используют программное обеспечение Microsoft Windows – как встраиваемый ПК компании Beckhoff Automation CX5100 (на рис. 2 справа), – легче подключить и для них проще обеспечить необходимую коммуникацию в рамках мобильных приложений промышленного «Интернета вещей». Компания Beckhoff Automation также готовит к выпуску шинный соединитель EK9160 IoT, который без какой-либо специфической программы управления напрямую соединяет входы/выходы Beckhoff EtherCAT с облаком Microsoft Azure Cloud. Соединитель обеспечивает простую и стандартизированную интеграцию данных ввода-вывода с облачными сервисами, а также передачу информации.

Рис. 2. Подключение смартфона к встраиваемому ПК компании Beckhoff Automation CX5100
Шаг 5: требует ли процесс частой модернизации?
Обе системы — PLC и DCS — предполагают наличие начального программирования, модификацию программ, перепрограммирование и даже сброс настроек на заводские, установленные по умолчанию, при новом включении системы. Однако даже если существует возможность прои зводить некоторые модификации программного обеспечения и для PLC, и для SCADA, это может стать достаточно большой проблемой для разработчиков конечных систем управления. В отличие от DCS, которые используют одну общую базу данных как для логики процесса, т ак и для HMI, извещений и исторических данных, которые требуются для работы, PLC и SCADA обычно используют раздельные базы данных, иногда с помощью промежуточного OPC-сервера баз данных (OLE for Process Control). Это создает видоизмененную логику управлени я или увеличивает объем использованного оборудования, что требует дополнительного времени. Также это создает риски возникновения проблем с конфигурированием такого оборудования.
Таким образом, если процесс не требует частой модификации оборудования или логики работы этого оборудования, тогда PLC будет правильным выбором. Если частые модификации все-таки требуются, то тогда нужно рассматривать вопрос использования DCS, однако тольк о после ответа на последний, шестой вопрос.
Шаг 4: требуется ли высокоскоростная распределенная система управления?
Когда встает задача распределенного управления, PLC теряют свою привлекательность. Самые мощные из них без проблем в течение одной десятой секунды могут программно обрабатывать сигналы от нескольких тысяч входов/выходов. Это первая причина, по которой они всегда выбираются для систем, требующих наличия аварийного выключения. DCS не так быстры, когда речь идет о дискретном управлении, так как они предназначены для обработки непрерывных контуров управления. Если процесс управления требует высокой скорости вып олнения , в данном случае выбор падает на PLC. Если ответ на один из вышеприведенных вопросов был положительным, тогда можно принимать во внимание работу двух систем — DCS для контроля непрерывных процессов и PLC для распределенной логики и обеспечения безо пасной и надежной работы.
Реализация IIoT
При использовании PLC или другого оборудования, базирующегося на жестко встроенном программном обеспечении, подключение в рамках «Интернета вещей» становится достаточно сложным и проблематичным, поскольку для этого, как правило, требуется добавление дополнительных аппаратных средств и программного обеспечения от ИТ-компаний. В платформы управления на базе ПК подключение к Интернету и Ethernet уже было встроено несколько десятков лет назад. Даже если сама рабочая среда, в которой используется рассматриваемая система управления, еще не готова к переходу в IIoT и «Индустрию 4.0», управление на базе ПК может обеспечить наиболее логичную управляющую платформу с беспрепятственной миграцией на новые уровни. Это позволяет перейти на более высокие уровни подключения прямо сейчас или сделать это в любое удобное время в будущем.
Требования к системам управления в ближайшее время будут продолжать расти. Инженерам-разработчикам и машиностроителям нужно, чтобы поставщики средств управления обеспечивали им все бо?льшую функциональность, в том числе возможности подключения (причем все это в сопоставимой ценовой категории), и гибкие и масштабируемые системы управления на базе ПК представляют собой наиболее экономичный и надежный вариант такого решения.
В статье предлагаются аргументы «за» и «против» различных типов управления технологическими процессами, а именно — PLC и DCS. Материал будет полезен разработчикам систем автоматизации производств, а также дистрибьюторам и покупателям таких систем.
В стремлении захватить новые и расширить существующие рынки сбыта производственных приложений производители PLC (Programmable Logic Controller, PLC) продвигают идею, которая обещает большую функциональность при объединении PLC и SCADA (Supervisory Control And Data Acquisition) по сравнению с возможностями, предлагаемыми распределенными системами управления (Distributed Control System, DCS). Технологии PLC и SCADA действительно могут заменить DCS по следующим причинам:
- Увеличенный объем памяти и повышенная скорость работы центральных процессорных модулей CPU (Central Processing Unit) позволяют более эффективно управлять производственными технологическими процессами.
- Обеспечиваются более высокая надежность и доступность за счет наличия избыточности на различных уровнях, что почти соответствует избыточности, характерной для технологии DCS.
- Появляется дополнительная функциональность за счет совместного использования различных распределенных баз данных между PLC и SCADA, позволяющих унифицировать средства производства при планировании их логики работы, и, в некоторых случаях, усовершенствован ного человеко-машинного интерфейса (Human-Machine Interface, HMI).
С другой стороны, производители DCS стараются отвоевать свою часть рынка, особенно ту, которая относится к нефтехимической промышленности, где их продукция является доминирующей. Однако при этом они пытаются также расширить свое влияние на менее сложные пр оцессы производства, где используются PLC, такие как водоснабжение и очистка стоков. Для достижения этих целей производители DCS предлагают:
- повышение уровня управления специфическими функциями путем использования дополнительных продвинутых технологий управления процессами, таких как нейронные сети, адаптивный контроль или управление с использованием прогнозирующих моделей (Model Predictive Control, MPC);
- рост распределенных функций контроля, скомпилированных в соответствии со стандартом IEC 61131-3, который полностью совместим с PLC;
- возможность оптимизации стоимости оборудования, которая иногда может быть вполне соизмеримой по стоимости с системами PLC высокого технического уровня.
Производители допускают некоторую взаимозаменяемость между этими двумя типами устройств, но только до определенного уровня: оба типа систем не могут служить для применения во всех без исключения приложениях.
Шаг 6: имеет ли персонал предприятия достаточные знания и квалификацию для модификации системы?
При выборе технологического процесса стоимость оборудования для организации процесса управления обычно не учитывается. Это связано с тем, что большинство производителей PLC и DCS доказали свои возможности по снижению цен при реализации больших проектов, ис пользующих их оборудование. Стоимость крайне важна при принятии решения, когда обсуждается вопрос будущей модернизации системы контроля и управления. Особенно в том случае, когда стоимость конкретного элемента влияет на общую стоимость всего оборудования в целом.
Продавцы PLC используют следующую бизнес-стратегию для продвижения своих продуктов: каждый производитель PLC имеет подразделение системного интегратора, специалисты которого прошли специальную подготовку для работы с производимыми PLC, SCADA/HMI и другими аналогичными продуктами для автоматизации производств. А вот большинство производителей DCS предпочитают отдельно продавать услуги инженерного и интеграционного уровня. Услуги системного интегратора для реализации некоторой модификации оборудования или про граммного обеспечения могут стоить $300–400 в день, причем большинство производителей могут запросить и $1000 в день за аналогичные услуги.
Если подходить формально, то специальные тренинги, проводимые изготовителями DCS для обучения штатных сотрудников компаний-партнеров, достаточно дороги, однако в долгосрочной перспективе они доказали свою эффективность. Если выбор на DCS падает только пото му , что предполагается частая модернизация процесса, которая требует наличия исключительно высококвалифицированного персонала, то комбинация PLC и SCADA будет более экономична с этой точки зрения.
В то время как технологии DCS и PLC приобретают все больше общих черт в своем технологическом развитии, при проведении анализа каждой из них применительно к конкретным процессам обычно открываются такие области, где одна технология не способна в достаточно й мере удовлетворить все потребности в автоматизации производственного процесса. В некоторых случаях требования, которые могут возникнуть в будущем, очевидно могут быть удовлетворены при помощи другой, более продвинутой технологии. Приведенные в статье раз ъяснения могут послужить ориентиром для выбора между PLC и DCS для каждого конкретного случая.
Алгоритм выбора структуры управления PLC/DCS
Чтобы определить, какая из технологий наилучшим образом подходит для конкретного приложения, выбор системы управления может быть представлен в виде шести основных шагов (рисунок). Каждый шаг представляет собой вопрос, а ответ на этот вопрос одновременно по дводит нас к следующему этапу осуществления выбора. Ниже мы рассмотрим детальное описание каждого такого шага.
Рисунок. Блок-схема, иллюстрирующая последовательность принятия решения по выбору PLC или DCS для конкретных применений
Шаг 2: сколько автоматически регулируемых контуров содержит производственный процесс?
Хотя PLC высокого технического уровня отлично подходят для управления множеством ПИД-контуров и выполнения других задач управления, тем не менее, принимая во внимание количество контуров, которыми могут управлять PLC, и учитывая существующие ограничения на их возможное количество, рано или поздно возникнет вопрос об использовании DCS.
ПИД -контур использует значительные объемы памяти и слишком критично уменьшает время выполнения программы при использовании PLC. Этот может значительно снизить степень эффективной работы PLC-логики. С другой стороны, DCS разрабатывались с расчетом на решени е этой проблемы путем распределения управляющей нагрузки на несколько выделенных процессоров, в то время как другая поступающая информация распределяется и обрабатывается уже среди других процессоров.
Если производители PLC не могут продемонстрировать, что их устройства обеспечивают требуемое количество обрабатываемых контуров управления в распределенной среде, то выбор DCS тут очевиден.
Шаг 3: действительно ли производственный процесс требует организации диспетчерской для операторов управления
Детальная информация, отображаемая на пульте и требующая постоянной реакции оператора, играет центральную роль в функциональности DCS. В отличие от DCS, PLC предназначены для выполнения самой логики и последовательности технологических операций и требуют SCADA/HMI для улучшения возможности визуализации некоторой информации о процессах, но обычно с меньшей их детализацией. Если процесс не требует наличия непрерывного контроля или вмешательства оператора, то в данном случае будет вполне достаточно использован ия PLC с локальным HMI или панельного индустриального компьютера c установленным программным обеспечением SCADA. Использование DCS в данной ситуации нерационально с точки зрения стоимости, особенно если ответы на два предыдущих вопроса были отрицательными. Примерами некоторых процессов могут быть мобильные производственные системы управления или модульные системы.
Если операции производственного технологического процесса требуют наличия полного контроля, то могут быть применены обе системы — и DCS, и PLC–SCADA. Они могут использоваться даже в том случае, когда под их управлением находится небольшое количество контро лируемых процессов.
Шаг 1: требует ли производственный процесс использования технологии расширенного процесса контроля APC?
Нет сомнений в том, что подавляющее большинство приложений, связанных с управлением технологическими процессами, могут быть в достаточной степени обработаны при помощи традиционных систем автоматического управления на основе ПИД-регуляторов. Или это может быть реализовано путем использования их комбинации совместно с другими традиционными технологиями управления, такими как упреждающее, каскадное, пропорциональное и распределенное управление в поддиапазонах. Несмотря на то, что производственные технологичес кие процессы предприятий по-прежнему требуют все более высокого уровня стабильности и минимизации процессов модернизации (особенно это касается процессов, в которых имеет место контроль множественных изменяемых данных и управления процессами, имеющими длит ельные задержки), технологии APC (Advanced Process Control) демонстрируют постоянный рост применения. Это касается таких технологий, как нейронные сети, адаптивный контроль, управление с использованием прогнозирующий моделей управления и т. п. Производител и DCS по-прежнему продолжают продвигать интеграцию APC в свои изделия, поскольку PLC при традиционных методах контроля имеют свои, характерные для них ограничения. Если для управления контролируемым процессом требуется использование одной или более техноло гий APC, то в данном случае выбор DCS очевиден.
Читайте также: