
Сушка процессора перед установкой
gms,
1) Чип на сушку класть кристаллом вверх .
2) У меня 120 градусов это температура нагревателя, а чип находится на сетке в паре мм на нагревателем и вся эта конструкция накрыта колпаком с небольшими отверстиями.
3) Продолжительность 10 часов при 120 градусах. Иногда сушу 5 часов, если время поджимает. Но сушить стараюсь всегда и чипы не реболю на свинец. Вот выдержка из статьи "Квалифицированные процессы ремонта
на основе актуальных норм и стандартов" из журнала "Технологии в электронной промышленности", № 6’2010:
Часть качественного процесса ремонта — правильное обращение с электронным компонентом и модулем, согласованное с процессом пайки. Важным в этом случае является правильное хранение и сушка монтированных и немонтированных компонентов перед пайкой оплавлением. Помимо описания процессов доработки и ремонта до и после пайки, стандарт DIN EN 61192-5 [5] содержит рекомендации по сушке перед заменой электронного компонента, а также предварительному нагреву печатных плат и заменяемых чувствительных компонентов. Обычная комбинация параметров для сушки в соответствии со стандартом DIN EN 61192-5, например, представляет собой 48 часов при 80 °C или 60 часов при 70 °C. Однако данные различных норм и стандартов содержат некоторые противоречия. Электронные модули, изготовленные из многослойных печатных плат (Multilayer), в соответствии со стандартом DIN EN 61192-5 должны быть высушены до начала доработки, в случае если они хранились на протяжении одного месяца или прошли испытания в полевых условиях. Однако это противоречит стандарту J-STD-020D, в соответствии с которым электронные компоненты MSL класса 3 могут находиться в распакованном виде перед процессом пайки максимально 168 часов. В случае подобного противоречия наиболее правильным считается применение более строгого критерия. Следующей важной директивой по обращению и применению чувствительных к влажности и пайке оплавлением электронных компонентов является стандарт J-STD-033B.1 [6]. Он действует для процессов пайки ПП, оплавленным припоем, и локального нагрева, которые явно включают в себя доработку и ремонт. В соответствии со стандартом J-STD-033B.1 максимальная температура корпуса любого электронного SMD-компонента не должна превышать 200 °C, иначе печатная плата должна подвергнуться сушке. Сушку электронного модуля необходимо проводить при 125 °C, в случае присутствия чувствительных к температуре компонентов (например, батарей, штыревых разъемов) возможна и более низкая температура сушки. Однако при этом значительно увеличивается время сушки. Электронному компоненту MSL класса 3 с толщиной корпуса до 1,4 мм, которому при 125 °C необходимо сохнуть 9 часов, при 90 °C (≤5% относительной влажности) понадобятся 33 часа, а при 40 °C (≤5% относительной влажности) — 13 дней. Следующей нормой для сушки в соответствии со стандартом J-STD-033B.1 является ограничение суммарного времени сушки при температуре от 90 до 125 °C максимально до 96 часов. При температуре ниже 90 °C временные ограничения не приводятся. Температура сушки выше 125 °C недопустима без предварительного согласования с поставщиком. При сушке необходимо учитывать возможное окисление поверхностей для пайки, а также рост интерметаллических фаз. Эти процессы зависят от температуры и времени и могут негативно повлиять на результат пайки. В худшем случае они могут препятствовать пайке.
И еще добавлю одну выявленную мной причину возможного вспучивания чипа при визуальном выполнении температур термопрофиля. Может кто-то где-то и писал об этом, но мне ничего подобного не попадалось. Дело в том, что (никогда бы не подумал даже) на плате с разных сторон вплотную у чипа разница температур может достигать порядка десяти градусов, в основном 3-5*С. Замечено практически везде и даже при пайке мелких атишных мостов. В итоге, если датчик неудачно ставится на более холодное место, то есть шанс получить перегрев с другой стороны чипа. При этом датчик покажет вполне нормальную температуру. И все это при отличной равномерности нагрева верхним нагревателем! Видимо сказывается конструкция платы: теплоотводящие элементы, внутренние шины и т.д. По сему я уже некоторое время паяю с двумя датчиками у чипа с разных сторон. Один управляет (канал верха), второй контролирует (канал низа). Ориентируюсь по более высокой температуре и если нужно просто вручную завершаю процесс пайки. Думаю многим будет полезно знать о таком моменте.
В интернете ходят разговоры о том, что перед пайкой микросхем их нужно сушить. С чем это связано? Зачем это нужно делать? И есть ли в этом смысл?
Давайте начнём с самого начала всей этой истории.
Как вы знаете, производители микросхем упаковывают их в разные упаковки.
- Лента с компонентами в катушках.
- Паллеты с компонентами. В паллеты обычно упаковывают микросхемы. Всего лишь разновидность упаковки.
- И в пластиковых тубах. Даже в них воздух может попадать.
Все эти виды упаковок не герметичны. Ответственный производитель дополнительно их упаковывает в антистатические пакеты.
Иногда, но не всегда, из пакета откачивается воздух. Дополнительно в пакет кладётся мешочек силикагеля.
для впитывания остатков влаги и бумажный индикатор влажности. На многих ОТК отслеживают показатели этих индикаторов с записью в журнал.
В таком виде пакет с компонентами может храниться годами, если упаковка будет цела.
Другое дело – российские производители. Львиная их доля с советских времён упаковывают всё в обычные бумажные коробочки с ватой внутри и бумажкой со штампиком ОТК. Привет антистатика. Уже через год эти компоненты можно паять только с активными флюсами из-за наличия окисей на выводах, что может рождать целую гору последующих проблем.
Дальше происходит самое интересное.
Пакет с компонентами приходит к продавцам и если пакет вскрывается, чтобы продать какую то часть, то после этого остатки обязательно нужно хранить в шкафах сухого хранения. В этих шкафах стоит осушитель воздуха и это не одно и тоже, что и кондиционер.
Крупные российские оптовые поставщики комплектующих для электроники достаточно ответственно относятся к упаковке и крайне редко бывают косяки. Даже маленькое количество компонентов упаковывается в ESD пакеты.
Но вот розничные продавцы поступают иначе. Компоненты хранятся на обычных стеллажах и к компонентам поступает влага из воздуха, постепенно доводя степень окисления до неприемлемой для производства.
И вот настал тот момент, когда наши микросхемы попадают к вам на стол.
Это конечно оправданно, собирать то как то надо платы, но помните, что если вы беретесь за активные флюсы и пасты, то обязательно после пайки нужно тщательно всё отмывать, включая места под компонентами, что самое сложное. Даже малейшие остатки активных флюсов, которые могут быть под компонентами, через несколько месяцев начнут процессы коррозии и окисей на плате и выводах компонентов.
Что тут можно сказать…
Окисшая и кое как спаяная дома комплектуха, никому никакого вреда не нанесёт, кроме расстройства владельца. Но если вы массово производите устройства для продажи или контрактный производитель, то есть смысл работать с проверенными поставщиками, которые ответственно относятся к упаковке компонентов. Список поставщиков будет по ссылке под этим видео – площадка Boosty. Почти никто из них не работает в розницу, так как у них огромные объемы и возиться с одной микросхемой никто не хочет.
Под видео вы найдёте ссылку на мой сайт по смд монтажу, консультациям производств и разработке электроники. Спасибо, что дочитали статью до конца. Лайки и комменты вниз)
Посмотрите также видео на эту тему

Необходимое оборудование
Для проведения тестов на принадлежность ЭК к тому или иному уровню чувствительности к влажности необходима камера для климатических испытаний с возможностью обеспечения следующих режимов температуры/относительной влажности воздуха: 85°C/85%, 85°C/60%, 60°C/60%, 30°C/60% при колебаниях ± 2°C/± 3%, а также конвекционная печь для проведения тестовой пайки оплавлением.
Для хранения ЭК, предварительной сушки ЭК перед упаковкой в защитный пакет либо окончательной сушки перед пайкой оплавлением требуется шкаф сухого хранения, а также вентилируемая печь с режимами нагрева до 125°C, 90°C и 40°C +5/-0 °C.
Чувствительность электронных компонентов к влажности
Цель данной статьи — описать характер воздействия влажности на SMT-компоненты в пластиковых и прочих поглощающих влагу корпусах, дать представление об их классификации по уровню чувствительности к влажности, хранению, упаковке и маркировке в соответствии с мировыми стандартами, а также рассмотреть общепринятые рекомендации по подготовке ЭК, подвергшихся воздействию влажности, к пайке оплавлением.
Поддержание целостности корпуса ЭК в течение всего технологического процесса сборки требует принятия ряда специфических мер как поставщиком ЭК, так и компанией-производителем электронных модулей. Эти меры направлены на снижение последствий теплового воздействия на ЭК в процессе их групповой пайки оплавлением. Пластиковые пресс-композиции, применяемые для корпусирования ИС, гигроскопичны и впитывают влагу (рис. 1а. Накопленная влага испаряется в процессе интенсивного нагрева при пайке оплавлением, что вызывает сильное внутреннее давление на различные узлы корпуса, приводящее затем к вздутию, расслоению и, в некоторых случаях, растрескиванию пластикового корпуса ЭК. Трещины могут распространяться как в толще корпуса, так и вдоль выводной рамки (отслоение). Через них к поверхности кристалла ИС могут проникать ионные загрязняющие вещества, вызывающие коррозию и, соответственно, увеличивающие вероятность отказа компонента. Компоненты, внешне не обнаруживающие признаков растрескивания, могут иметь трещины и отслоения внутри корпуса, что влияет как на выход годных изделий, так и на их надежность.
Следует отметить, что чувствительность ЭК к влажности имеет смысл принимать во внимание только при непосредственном температурном воздействии на них, возникающем при пайке оплавлением (конвекционной, инфракрасной или в паровой фазе) и некоторых видах ремонта собранных узлов (с применением горячего «воздушного фена»). Целостность корпусов ЭК не будет нарушена, если они устанавливаются в разъемы. То же самое относится к THT-компонентам, не подвергающимся воздействию среды печи оплавления (т.е. паяемым волной или ручными методами, когда нагрев избирательно прикладывается к выводам ЭК). В случае пайки THT-ЭК волной, их естественной защитой от нагрева служит ПП. Как правило, корпуса ЭК на таких операциях поглощают гораздо меньше тепловой энергии, чем при пайке оплавлением или ремонте, и в предварительных процедурах по устранению из них влаги нет необходимости. SMT-компоненты в герметичных корпусах нечувствительны к действию влаги и не требуют специальных процедур при обращении с ними. Не принимаются во внимание также техпроцессы, предусматривающие погружение корпуса в расплавленный припой (например, пайка волной SMT-компонентов, расположенных на нижней стороне ПП). Однако, в случае, когда THT-компоненты подвергаются воздействию нагретой среды, к ним должны быть применены все процедуры по удалению влаги, предусмотренные для SMT-компонентов.
Механизм воздействия влаги на ЭК
Процесс накопления корпусами ЭК влаги, а также ее критический уровень, который может привести к повреждениям и отказам, зависят от различных свойств материала и конструкции корпуса, среди которых можно выделить следующие:
- форма и размеры полупроводникового кристалла;
- материал и технология крепления кристалла к корпусу;
- размер корпуса;
- количество выводов корпуса;
- толщина слоя герметизирующего материала;
- предел текучести герметизирующего материала;
- показатели диффузии влаги в герметизирующий материал;
- силы адгезии материалов корпуса;
- ТКР материалов корпуса.
а)
б)
в)
Рис. 1.Механизм образования трещин в пластиковом корпусе: а) накопление корпусом влаги; б) испарение влаги в процессе нагрева; в) образование трещины в корпусе. Рисунок из [6]
Основные причины проникновения влаги внутрь пластикового корпуса ЭК связаны с различными процессами расслоения материалов, включая отделение проволочных соединений корпуса от КП, уменьшение площади поперечного сечения проволочных соединений (утонение), отслоение кристалла от площадки для монтажа и растрескивание тонких пленок на его поверхности, эффект образования «кратеров» в местах крепления проволочных выводов к КП и пр. Степень насыщения корпуса влагой определяется относительной влажностью воздуха, температурой и временем его хранения, а также равновесной растворимостью влаги в материале корпуса — пластике. Появление видимых трещин на поверхности корпуса обычно рассматривается как наиболее наглядное и серьезное последствие накопления влаги. Тем не менее, необходимо помнить, что даже при отсутствии видимых повреждений корпуса, внутри него могут происходить процессы растрескивания/отслоения материалов.
Механизм образования трещин в корпусе представлен на рис. 1. Суммарное воздействие давления водяного пара и термического расширения пластика при нагреве превосходит силу адгезии пластика к площадке для монтажа кристалла. Пластик отслаивается от площадки, образуется полость, заполненная паром, она расширяется, и на корпусе образуется характерное вздутие (рис. 1б). Далее в корпусе появляется трещина, вздутие схлопывается, и пар выходит из полости наружу (рис. 1в). Данный процесс часто называют «эффектом попкорна» за характерный звук, раздающийся при схлопывании полости.Оставшийся объем полости является концентратором напряжений, ведущих к дальнейшему разрастанию трещины при последующих температурных циклах.
Основные требования
Необходимость в проведении сушки электронных компонентов обусловлена тем, что влага способна привести к нарушению технологии пайки (образованию пустот) либо смещению деталей относительно друг друга во время проведения этой процедуры, расслоению схем и т. д. При выполнении сушки необходимо соблюдать требования ГОСТ Р 56427-2015.
Электронные компоненты должны подвергаться термической обработке в случае вскрытия упаковки и последующего превышения допустимых сроков их хранения. В частности, для поверхностно-монтируемых изделий 2а класса чувствительности к влаге (MSL) этот период составляет не более 4-х недель при максимальной температуре 30 °C и относительном показателе содержания водяных паров в воздухе не более 60 %, для 3-го, 4-го и 5-го – 168, 72 и 48 часов соответственно при таких же параметрах окружающей среды. Кроме того, термообработку нужно проводить в том случае, если при хранении электронных компонентов требования к температуре и влажности не соблюдались.
Продолжительность нахождения поверхностно-монтируемых изделий в сушильных шкафах зависит от таких параметров, как:
- толщина корпуса;
- класс MSL;
- температура обработки;
- относительная влажность.
Так, время термообработки изделий 2а класса MSL в корпусе толщиной менее 1,5 мм составляет:
- 7 часов – при температуре 125 °C;
- 23 ч. – при 90 °C и относительной влажности 5 %;
- 9 дней – при 40 °C и 5 %.
Если толщина корпуса составляет от 1,5 до 2,0 мм, продолжительность термической обработки электронных компонентов 2а класса MSL будет соответственно:
Отдельно стоит отметить технологию просушивания компонентов в корпусах с матричным расположением выводов (BGA), а также многослойных изделий. Независимо от класса чувствительности к влаге, термообработка проводится в течение 96 часов при 125 °C.
Уровни чувствительности ЭК к влажности
По уровню чувствительности к влажности (MoistureSensitivityLevel, MSL) ЭК подразделяются на 6 уровней согласно стандарту [1]. Процедура определения принадлежности ЭК к определенному уровню включает в себя следующие этапы:
- начальная инспекция образцов ЭК на предмет наличия трещин/отслоений (визуальная и с применением акустического микроскопа);
- предварительная сушка ЭК в течение 24 часов при температуре 125 +5/-0°C для получения полностью «сухого» состояния корпусов;
- помещение ЭК в сухой, чистый, неглубокий контейнер и сушка их в климатической камере согласно режимам, приведенным в таблица 1 для данного уровня MSL (начиная с
- проведение для ЭК после сушки в климатической камере (не ранее, чем через 15 мин. и не позднее, чем через 4 часа после вынимания их из нее), троекратных циклов пайки оплавления по стандартному профилю, указанному в [1] (выдержка между циклами — минимум 5 и максимум 60 мин.);
- окончательная инспекция ЭК на предмет внешних трещин (оптический микроскоп с увеличением 40x), проведение электрических тестов согласно спецификациям производителей ЭК, анализ внутренних дефектов с помощью сканирующего акустического микроскопа.
Критерии отказов ЭК при этом следующие:
- Видимая с помощью оптического микроскопа с увеличением 40x трещина.
- Отказ по результатам электрических тестов.
- Внутренняя трещина, пересекающая проволочное, шариковое либо сварное соединение.
- Внутренняя трещина, распространяющаяся от вывода к любому другому внутреннему элементу корпуса (выводу, кристаллу, площадке для монтажа кристалла).
- Внутренняя трещина, распространяющаяся на более чем 2/3 расстояния от любого внутреннего элемента корпуса до внешней его границы.
- Изменения плоскостности корпуса, вызванные деформацией, короблением, вспучиванием, видимые невооруженным глазом.
Если отказал хотя бы один из тестируемых образцов, ЭК считается не прошедшим тест на данном уровне MSL, и исследуется новая группа образцов при режимах, соответствующих следующему уровню чувствительности ЭК к влажности.
Также существует ряд критериев отказа, основанных на качественной и количественной оценке расслоения различных материалов корпуса (в процентах разницы между состояниями после предварительной сушки и после оплавления), различающиеся в зависимости от конструкции корпуса [1]. Тем не менее, если ЭК успешно прошел электрические тесты, но наблюдается отслоение материала на обратной стороне площадки для монтажа кристалла, элементе-распределителе теплоты, обратной стороне кристалла, но при этом нет внешних признаков наличия трещин и других расслоений, и корпус удовлетворяет требованиям п. 6, он считается прошедшим тест на данный уровень MSL. Для оценки влияния расслоения на надежность ЭК могут потребоваться исследования согласно [4], а также методикам производителя ЭК.
Таблица 1. Уровни чувствительности ЭК к влажности (MSL) по стандарту IPC/JEDEC J-STD-020C
Уровень MSL
Безопасное время после вскрытия защитного пакета («floorlife»)

Тут на днях восстанавливал видеокарту сыну AMD HD7870. Видюшка очень неплохая и отработала достаточно долго. Но недавно начала артифачить. После первого прогрева, отработала месяц. Второй прогрев был не удачен. Когда стал отводить фен, стукнул по чипсету и часть шаров вылетела. Недолгие поиски на алях привели меня к отреболенному чипсету за 2тр. Забегая вперед скажу что видеокарта восстановлена и ребенок счастлив.

Возникает логичный вопрос "нахрена ты все это пишешь на драйве?". Конечно это лучше было бы разместить на каком то сайте посвещенному паяльнику. Но пайка BGA вещь универсальная. Например как правило любой ЭБУ содержит BGA элементы. А конвекционная пайка (пайка горячим воздухом) требует некоторого опыта. Плюс куча дезы в различных роликах снятых сервисными центрами. Руководствуясь коими, у вас точно ни чего не получится и вы побежите к ним, думая что это космос и ну нужно познать дзен паяльника 10-го уровня. Вот здесь я и хочу рассказать о ключевых моментах пайки и развеять некоторые мифы. И так поехали.
1. Нужно оборудование за хрелеон рублей со специальными термопрофилями и т.д. Это херня полная. Достаточно нижнего подогрева и обычной паяльной станции с термофеном. Если уж совсем край, то нижний подогрев можно сделать из галогенового прожектора. Сам долгое время таким пользовался.

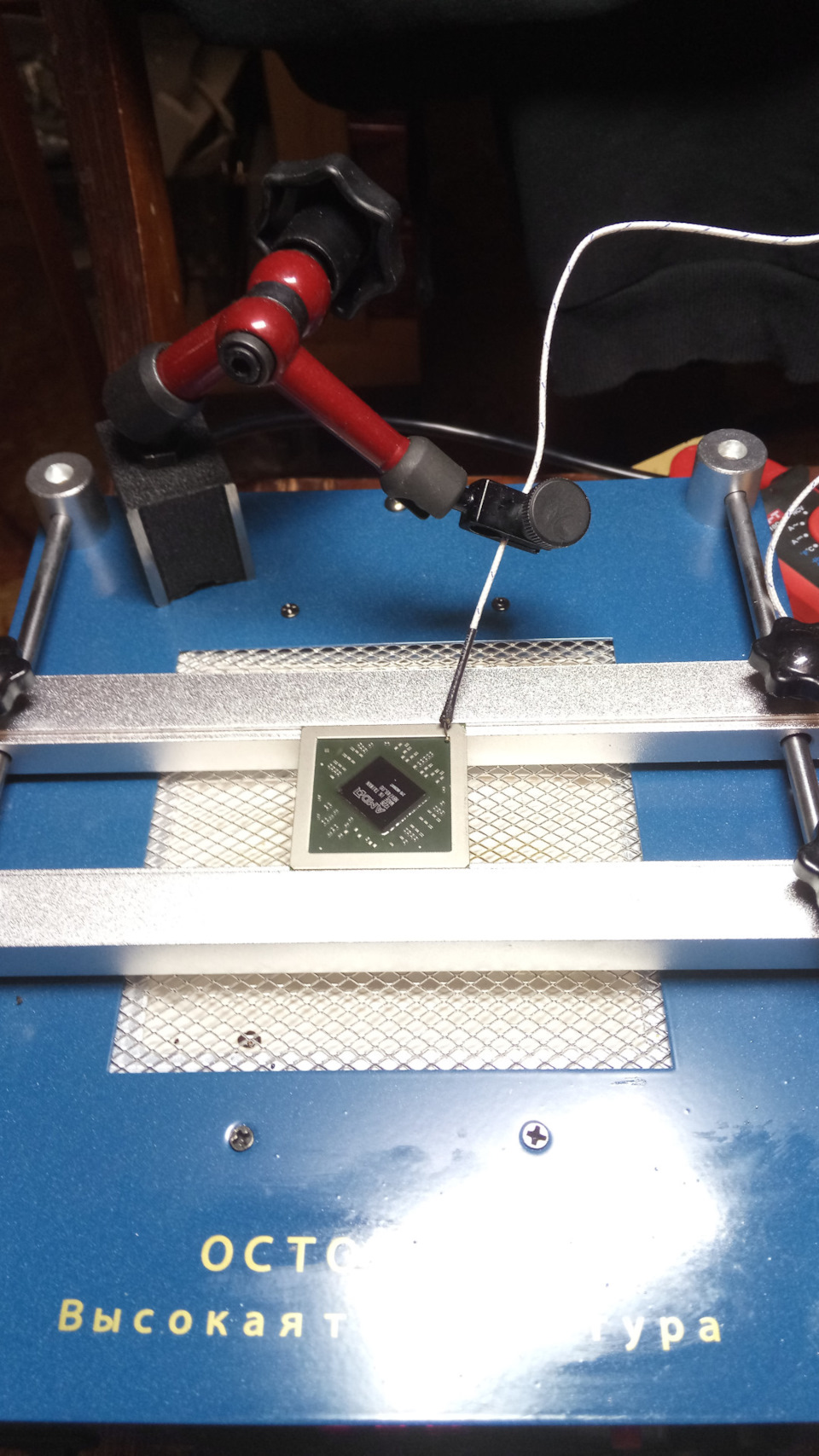
самый главный минус это неудобство крепления платы. Недавно разорился себе на нижний подогрев Element 853А в принципе херня, но мне хватает. Я не профессиональный ремонтник. В качестве паялки использую lukey 852d+. Самое главное требование к нижнему подогреву, что бы за 7-15 минут он прогревал плату до 150-160 градусов. Обязательно термометр с термопарой. Я пользуюсь токовыми клещами. Есть мультиметры с измерением температуры. Это не принципиально, самое главное измерение должно быть с минимальными погрешностями. Термопару нужно закреплять надежно с капелькой флюса, что бы обеспечить хорошую теплопроводность. Помните, термопара при пайке это ваши "глаза и уши".
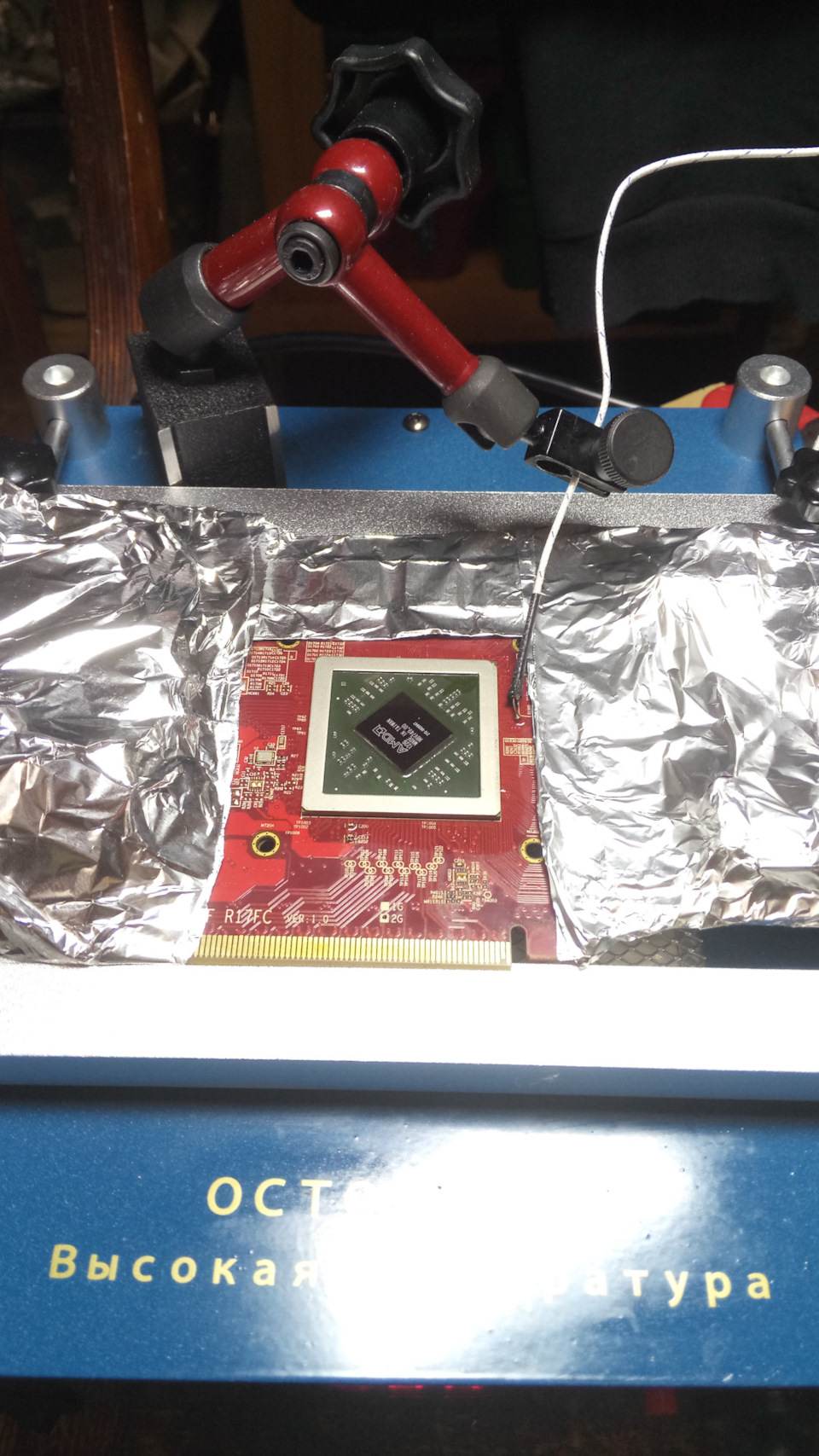
2. Нужно выдержать обязательно термопрофиль бла-бла-бла. Я паял сотики миллион лет назад когда мы и слова такого не знали. Ориентировались лишь периодически проверяя деталь пинцетом. Но все же как рекомендацию это использовать можно и наверное нужно. Самое главное правило — это ничего точечно и быстро греть ненужно. Включаем нижний подогрев. Он должен плавно, не быстрее чем 1гр. в секунду нагреть вашу платы до 150С. Эта температура безопасна практически для всех элементов платы кроме электролитических конденсаторов. Их предварительно нужно выпаять. Твердотельным пофигу. Затем плавно феном довести температуру до температуры плавления припоя (об этом чуть позже). Все элементы которые не планируете отпаивать или прогревать необходимо защитить. Я использую для этого обычную пищевую фольгу 2-3 слоя.
3. Сказка про температуры. Устанавливаем нижний подогрев на 250С. тогда плата прогреется до 150. А фен на 320С. а то ай-яй-яй. Что касается нижнего подогрева, если сам элемент нагреть до 250 при этом расстояние до платы 25мм, учитывая теплопроводность воздуха вы ни когда не нагреете её более чем 70гр. Ну плюс-минус, в зависимости от мощности и площади подогрева. Вы должны ориентироваться только на показания термопары. Я например выворачиваю свой подогрев на 400С. И то он немного не догревает. Обратите внимание что бы подогрев мог удерживать температуру на 150С сколь угодно долго и не поднимал её. С феном все сложнее. Надо понимать что вам не важна температура на фене, вам важна температура до которой он нагревает чип. Я выставляю температуру на фене 470С. это скорее всего "китайские попугаи". Все было определено экспериментально. И круговыми движениями добиваюсь необходимого диапазона температур опуская и поднимая фен на расстояния от 1см до 5см, опять же ориентируясь по термопаре. По рекомендациям при температуре свыше 180С время должно составлять 30-150сек. Не думаю что это правда, хотя лучше стараться придерживаться этого правила. Частенько приходилось прогревать чипы по 4 и даже 5мин. особенно на бессвинцовом припое. И видюхи благополучно работали после этого.
4. Выдержали термопрофиль и у нас все в шоколаде. Ну может быть оно и так на профессиональных паялках. Но без них у нас единственный критерий полного расплавления припоя — это покачивание его шилом или пинцетом. При чем не важно, запаиваете ли вы новый чип или греете старый. Тут я рекомендую набрать гору сдохших видюх у друзей греть их практиковаться покачивая чип. Тут самое главное не приложить чрезмерное усилие и не столкнуть его. Иначе придется снимать реболить и скорее всего восстанавливать элементы рядом. Да, чуть не забыл, обязательно перед началом работ сделайте несколько фоток платы в хорошем разрешении под разными углами! Так что бы на них просматривались номиналы. Где то в роликах говорили что типа можно надавливать сверху. Я лично недавно попробовал такой метод и мне он не очень понравился, так как очень сложно понять, расплавился припой или нет. Есть искушение надавить посильнее что чревато выдавливанием шаров.
5. Тут хочется рассказать о том какие припои бывают и при каких температурах плавятся.
— а. Самый лучший вариант это припой с достаточным содержанием свинца. Его температура плавления 185С. Но сейчас они вам навряд ли встретится. Последний раз мне попалась тестовая видюха MX440 которая отпаялась фактически при нижнем нагреве ).
— б. К этой категории относятся безсвинцовые припои. Конечно речь ни о какой экологии не идет. Это запрограммированное старение. Дело в том что эти припои более хрупкие чем свинцовосодержащие. И периодический нагрев и остывание чипа в процессе эксплуатации приводит к растрескиванию припоя и отвалу чипа. Греть приходится от 225С. до 245С. и причем эти температуры приходится удерживать несколько секунд. Такие платы обозначаются вот такими гомосячными значками:

Но даже если вы их не нашли на своей плате, не обольщайтесь. Производители в курсе что такие поделки не пользуются популярностью и могут просто не указывать это. Я не раз с этим сталкивался. Вроде плата без обозначений, а греть приходится до 230гр.
6. Чипы надо сушить перед запайкой Не могу не подтвердить не опровергнуть. Сушу 1.5 часа при температуре 110-115С. Хуже точно не будет.
7. Критическая температура для чипа 250С Скорее всего так, сам не проверял, но стараюсь не догревать до нее.
8. Подготовка поверхности. Самый главный критерий это все пятаки должны иметь один уровень. Я делаю следующие шаги.
— а. Заливаю обильно флюсом. Собираю крупные шары паяльником.
— б. Катаю капельку сплава Розе по пятакам. Это нужно что бы снизить температуру припоя на пятаках, что бы затем их проще было зачистить аплеткой.
— в. Заливаю еще раз флюсом и зачищаю аплеткой.
— г. После этого при достаточном количестве припоя, залуженным но чистым жалом паяльником прохожусь по пятакам.
— ж. Под микроскопом оцениваю качество.
Это операция простая, особых навыков не требует. но чем лучше будет подготовлена площадка, тем больше шансов на успех. Паяльник использую с массивным жалом, температура 215-220С.
9. Ребол. То есть накатывание шаров. Здесь как правило в роликах все рассказано как есть. Недавно подсмотрел маленький лайв-хак. Девушка наплавляла по четыре шара в углы для центрирования трафарета. Еще не пробовал, но думаю способ отличный.
Вакуумные сушильные шкафы широко применяются для удаления влаги из чувствительных к ней электронных компонентов и полупроводников, а также печатных плат. Обеспечивается это благодаря возможности такого оборудования поддерживать требуемые показатели температуры (в том числе пониженной) в течение длительного времени.
Дополнительные причины отказов ЭК
Быстрый нагрев и охлаждение вызывают термический шок ЭК. Различие температур между поверхностью корпуса, где она выше, и его внутренностью вызывает в корпусе термомеханические напряжения. Степень термического шока выше при пайке в паровой фазе, чем при конвекционной и инфракрасной. Профиль оплавления для ИК-пайки обычно предусматривает нагрев ЭК со скоростью 2 — 6°С/сек., для конвекционной — менее 2°С/сек. В процессе пайки в паровой фазе возможно обеспечить только ограниченный контроль скорости нагрева ЭК и ПП. Максимальная скорость нагрева в процессе такой пайки гораздо выше (до 25°С/сек.) Такая быстрая скорость подъема температуры может вызвать повреждение ЭК вследствие разницы в ТКР различных материалов корпуса. Эта проблема еще более усиливается в случае накопления ЭК избыточной влаги.
Флюсы, входящие в состав паяльных паст, являются главными поставщиками ионных загрязнений, которые могут привести к коррозии слоя металлизации кристалла ИС в случае транспортировки загрязнений к поверхности кристалла. Следует избегать флюсов, содержащих соляную кислоту и другие галоидные соединения, а также высокоактивных флюсов, (на основе органических кислот). Где возможно, следует использовать RMA-флюсы и флюсы с низкой активностью (NC и пр.)
Основываясь на рекомендациях [6], ЭК с медными выводами, покрытыми сплавом олово-свинец, необходимо выдерживать при 125°С не более 48 часов, чтобы выводы не потеряли гарантию пайки вследствие окисления и/или роста интерметаллических соединений. Согласно стандарту [2], суммарное время сушки при температурах 90 — 125°С не должно превышать 96 часов. Сушка при температурах выше 125°С недопустима без консультации с поставщиком ЭК.
С целью недопущения обрыва выводов и разрушения паяных соединений внутри корпуса, при проведении ультразвуковой очистки собранных узлов необходимо придерживаться следующих режимов: диапазон частот ультразвука — от 39 до 66 кГц; время очистки — 3 мин. на цикл для 5 циклов очистки, суммарное время не должно быть больше 15 мин [6].
Читайте также: