
На какой частоте работают пэп встроенные в акустические блоки сканера
«Ижконтрольсервис» - это официальный представитель ведущих производителей и поставщиков средств для дефектоскопии. Мы обеспечиваем материалами лаборатории предприятий, выпускающих продукцию для атомной, судостроительной, нефтехимической и оборонной промышленности.
Малогабаритная установка измерительная ультразвуковая серии «Сканер» – модель «СКАРУЧ» (УИУ «СКАРУЧ») предназначена для оперативного обнаружения и определения характеристик дефектов в сварных соединениях и основном металле трубопроводов, сосудов и металлоконструкций с толщиной стенки 4 … 60 мм и проведения толщинометрии изделий толщиной до 100 мм. Установка используется для ручного и механизированного ультразвукового контроля качества сварных соединений и основного металла со скоростью продольного сканирования 0,5 … 1,0 м/мин вдоль сварного шва или участка основного металла.
П111 - Прямые совмещенные преобразователи
Преобразователи типа П111 используются для дефектоскопии и толщинометрии изделий продольными волнами. На практике, прямые совмещенные преобразователи применяются для контроля листов, плит, валов, отливок, поковок, а также для поиска локальных утонений в стенках изделий. Преобразователи П111 используются для выявления объемных и плоскостных дефектов – пор, волосовин, расслоений и т.д. Характеристики ПЭП типа П111 приведены в таблице:
Представление результатов контроля при сканирующей толщинометрии и поиске расслоений
Для просмотра результатов автоматизированной толщинометрии необходимо активизировать соответствующий пункт меню дефектоскопа. При этом появится общая картинка (развертка типа “D”) всего просканированного участка с рельефом донной поверхности.
Распечатка результатов контроля
Результаты проведенного УЗК можно распечатать в виде построчной таблицы на стандартный лист бумаги (формат А4). При этом принтер подключается кабелем к разъему на задней панели УИУ «СКАРУЧ».
П122 – наклонные раздельно-совмещенные преобразователи
Хордовые преобразователи типа П122 в основном применяют для контроля кольцевых сварных швов трубных элементов из сталей и полиэтилена диаметром от 14 до 219 мм. с толщиной стенки от 2 до 6 мм., используются контактные раздельно-совмещенные хордовые преобразователи. Применение преобразователей хордового типа особенно эффективно для контроля тонкостенных сварных швов от 2 до 4 мм.
Преобразователи типа П122 предназначены для контроля тонкостенных сварных швов, как правило из нержавеющих, малоуглеродистых сталей и сплавов алюминия Характерная особенность ПЭП – минимальная мертвая зона и фокусировка УЗ поля в определенном диапазоне толщин. Характеристики П 121 представлены в таблице:
Под заказ возможна поставка специальных преобразователей:
- для контроля деталей железнодорожного подвижного состава;
- наклонные контактные совмещенные ПЭП типа П121 для контроля гибов труб;
- фокусирующие и с плоской излучающей поверхностью для иммерсионного контроля дисков из титановых сплавов и других деталей и заготовок;
- для контроля лопастей летательных аппаратов;
- широкозахватные;
Для основных типов ПЭП в России принято буквенно-цифровое обозначение, которое формируется следующим образом:
- первый знак – буква П – Преобразователь;
- первая цифра – 1 – контактный, 2 – иммерсионный, 3 – контактно-иммерсионный;
- вторая цифра – 1 – прямой, 2 – наклонный;
- третья цифра – 1 – совмещенный, 2 – раздельно-совмещенный, 3 – раздельный;
- кроме этого производители обычно указывают частоту, угол ввода, размер пьезоэлемента.
Схема обозначения ультразвуковых преобразователей фирмы АКС приведена ниже
 |
Дополнительные материалы:
Купить ультразвуковые пьезоэлектрические преобразователи и другие приборы неразрушающего контроля можно по официальной цене производителей с доставкой до двери в следующих городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Дефектоскопы
Малогабаритный ультразвуковой дефектоскоп "УИУ-СКАНЕР"- ручной прибор универсального применения для контроля металлов, полиэтилена, пластмасс, керамики.
В приборе многообразие технических возможностей сочетается с простотой управления и компактностью. Хорошие дефектоскопические характеристики, практичная конструкция, яркий электролюминесцентный экран, автономное питание, малые габариты и вес обеспечивают удобство эксплуатации. Дефектоскоп может работать с любыми пьезоэлектрическими преобразователями (ПЭП) в рабочем частотном диапазоне.
Количество запоминаемых настроек:
Количество запоминаемых изображений экрана:
Количество точек регулировки ВРЧ:
Количество каналов:
Диапазон рабочих температур :
Питание:
Время непрерывной работы от аккумуляторов:
Габариты :
Вес :
электролюминесцентный с регулируемой яркостью
256
1000
8
8
• стандартный -10 . +35 °C
• расширенный -20 . +50 °C
от аккумуляторов или от сети 220 В.
до 8 часов
200 x 225 x 90 мм.
3,5 кг (с аккумуляторами)
Дефектоскоп предназначен для формирова ния электричес ких сигналов и возбуждения ПЭП в акустических блоках, приема и обработки по заданному алгоритму при шедших с акустических блоков сигналов, выдачи информации о наличии дефектов, их коор динатах, типе и размере.
Акустический блок служит для излучения УЗ колебаний и последующего приема отраженных колебаний. Акустический блок состоит из 8 . 14 преобразователей по 4 . 7 с каждой стороны шва.
Преобразователи имеют различные углы ввода и прозвучивают все сечение сварного соединения одновременно с двух сторон шва по различным схемам: совмещенной,"тандем","дуэт"и др. На каждом миллиметре пути фиксируются амплитуды по всем заложенным схемам УЗК, которые обрабатываются в дефектоскопе по заданному алгоритму.
Акустический блок снабжен износостойким слоем для защиты рабочей поверхности от стирания .
Универсальное механическое приспособление служит для размещения и подключения акустиче ских блоков,обеспечения прижатия акустического блока к изделию. На механическом приспособле
нии имеется датчик измерения просканированного расстояния (датчик пути) и индикаторы нарушения акустического контакта и наличия дефекта. Датчик пути позволяет измерять длину проконтролированного участка и протяженность обнаруженных дефектов.
Информационный кабель предназначен для информационного обмена между акустическим блоком и дефектоскопом. Информационный кабель подключается к задней панели дефектоскопа.
•набор с помощью клавиатуры прибора номера контролируемого соединения,номера акустического блока,параметров изделия:диаметра (для цилиндрических поверхностей) и толщины
•ручное сканирование оператором механическим приспособлением по поверхности объекта контроля со скоростью перемещения не более 1 м/мин.Во время контроля возможны остановки и плавное изменение скорости до 1 м/мин,а также корректировка положения механического приспособления относительно оси сварного соединения.
Память прибора позволяет запоминать результаты УЗ контроля 500 метров дефектных швов
•просмотр результатов УЗК на экране дефектоскопа
•проведение оценки обнаруженных дефектов на соответствие нормам
•уточнение, при необходимости,параметров дефектов ручными ПЭП, включив прибор в режим дефектоскопа общего назначения
•распечатывание протокола результатов контроля
•оформление заключения о качестве сварного соединения
•предоставление результатов контроля руководителю службы НК
Ультразвуковой многоканальный дефектоскоп "АУИУ-СКАНЕР"-
варианты исполнения: 8; 16; 32 канала.
Предназначен для автоматизированного высокоскоростного (до 3 м/с) контроля - дефектоскопии, толщинометрии, структуроскопии - в технологичемком потоке производства различных изделий: труб, валков, листов;
тел вращения: дисков, колец, валов, поршней и т.п;
заготовок металлоконструкций: профилей и других изделий.

Малогабаритная установка измерительная ультразвуковая серии «Сканер» – модель «СКАРУЧ» (УИУ «СКАРУЧ») предназначена для оперативного обнаружения и определения характеристик дефектов в сварных соединениях и основном металле трубопроводов, сосудов и металлоконструкций с толщиной стенки 4…60 мм и проведения толщинометрии изделий толщиной до 100 мм. Установка используется для ручного и механизированного ультразвукового контроля качества сварных соединений и основного металла со скоростью продольного сканирования 0,5…1,0 м/мин вдоль сварного шва или участка основного металла.
Функциональные особенности
- осуществляет 16 различных схем прозвучивания на каждом миллиметре контроля;
- обнаруживает внутренние дефекты (поры, шлаковые включения, непровары, трещины и др.);
- идентифицирует дефекты по характеру (объемные, объемно-плоскостные, плоскостные);
- оценивает параметры дефектов (длину и развитие по глубине);
- проводит толщинометрию основного металла по сканируемой поверхности с шириной участка 65 мм;
- автоматически отслеживает уровень акустического контакта с изделием;
- автоматически устанавливает и корректирует параметры УЗК с поправкой на шероховатость;
- осуществляет самоконтроль работоспособности электроники и акустической системы;
- автоматически фиксирует, запоминает и расшифровывает результаты дефектоскопии;
- производит передачу результатов контроля в память подключаемого компьютера (RS232);
- распечатывает результаты контроля с помощью подключаемого принтера;
- имеет автономное питание.
Основные технические характеристики
Основные преимущества УИУ «СКАРУЧ»
1. Высокая достоверность УЗК, т.к. в установке «СКАРУЧ» используется 16 схем и методов прозвучивания одновременно на каждом миллиметре сканирования. За счет этого возможно:
- идентифицировать дефект по характеру (плоскостной, объемный, объемно-плоскостной);
- оценить реальные параметры дефекта (длину и высоту);
- оценить эквивалентные размеры дефекта;
- производить автоматическое слежение за уровнем акустического контакта на каждом миллиметре пути.
2. Высокая оперативность. Скорость сканирования – до 1 м/мин. Память прибора позволяет запомнить результаты УЗК до 1000 м дефектных сварных швов.
3. Отсутствие настройки. Она автоматически выставляется при наборе типоразмеров контролируемого изделия.
4. Самоконтроль работоспособности ЭАТ.
5. Автоматическая расшифровка результатов УЗК.
6. Получение документа контроля (распечатки) всего сварного шва.
7. Не требуется дополнительной квалификации обслуживающего персонала.
8. Удобство в эксплуатации. Установка имеет малые габариты и вес, автономное питание.
9. Многофункциональное назначение:
- УЗК сварных швов (стыковых, тавровых, нахлесточных);
- УЗК основного металла, в т.ч. определение недопустимой коррозии и расслоения металла;
- режим ручного дефектоскопа;
- режим ручного толщиномера.
С 1997 года выпущено более 1200 установок измерительных ультразвуковых серии «Сканер» (модель «СКАРУЧ») – механизированного типа, работающих на 420 предприятиях России и зарубежом. Двенадцать установок работает на ОАО «Волжский трубный завод». По одиннадцать установок на предприятиях: «Северные магистральные нефтепроводы» (г. Ухта), ОАО «Диаскан» (г. Луховицы). Девять установок – ООО «Севергазпром» (г. Ухта).
Состав установки «СКАРУЧ»
УИУ «СКАРУЧ» состоит из следующих узлов:
- малогабаритный восьмиканальный дефектоскоп УИУ «СКАНЕР»;
- многоэлементный акустический блок (АБ);
- механическое приспособление (МП) с датчиком измерения пройденного пути;
- информационный кабель (ИК);
Дефектоскоп предназначен для формирования электрических сигналов и возбуждения ПЭП в акустических блоках, приема и обработки по заданному алгоритму пришедших с акустических блоков сигналов, выдачи информации о наличии дефектов, их координатах, типе и размере.
Акустический блок служит для излучения УЗ-колебаний и последующего приема отраженных колебаний. Акустический блок состоит из 8…14 преобразователей по 4…7 с каждой стороны шва. Преобразователи имеют различные углы ввода и прозвучивают все сечение сварного соединения одновременно с двух сторон шва по различным схемам: совмещенной, «тандем», «дуэт» и др. На каждом миллиметре пути фиксируются амплитуды по всем заложенным схемам УЗК, которые обрабатываются в дефектоскопе по заданному алгоритму. Акустический блок снабжен износостойким слоем для защиты рабочей поверхности от стирания.
Универсальное механическое приспособление служит для размещения и подключения акустических блоков, обеспечения прижатия акустического блока к изделию. На механическом приспособлении имеется датчик измерения просканированного расстояния (датчик пути) и индикаторы нарушения акустического контакта и наличия дефекта. Датчик пути позволяет измерять длину проконтролированного участка и протяженность обнаруженных дефектов.
Информационный кабель предназначен для информационного обмена между акустическим блоком и дефектоскопом. Информационный кабель подключается к задней панели дефектоскопа.
Принцип работы установки в автоматическом режиме
Работа установки осуществляется в 16-ти тактовом режиме. Каждый такт осуществляет заложенную схему контроля. Для каждого такта заранее установлены и хранятся в памяти прибора:
- уровень чувствительности (согласно требованиям действующей НТД);
- положение и длительность строба (согласно контролируемой толщине и расстоянию до шва);
- амплитудные пороги фиксации дефекта.
На каждом миллиметре пути фиксируются амплитуды во всех 16-ти тактах, которые затем обрабатываются в дефектоскопе. На каждом миллиметре происходит прозвучивание всего сечения контролируемого металла одновременно с двух сторон от шва (для стыковых и нахлесточных соединений, имеющих двухсторонний доступ), а при перемещении оператором механического приспособления с акустическим блоком — всего контролируемого участка (сварного соединения и основного металла). Временнaя система стробирования и микропроцессорная обработка принимаемых каждым из ПЭП сигналов от дефекта позволяет идентифицировать тип дефекта (объемный, плоскостной, объемно-плоскостной). Определение параметров дефекта происходит путем сравнения всех принятых от него сигналов и определения в цикле тактов максимальных (для эхо-методов) и минимальных (для зеркально-теневых) амплитуд на каждом миллиметре пути.
При толщинометрии производится измерение значений толщины каждым из четырех ПЭП, входящих в акустический блок. Толщинометрию проводят сканированием по контролируемому участку акустическим блоком. Результаты контроля просматриваются на экране дефектоскопа, а подключив к дефектоскопу принтер — можно их распечатать. По результатам контроля оценивают качество всего сварного соединения в соответствии с нормативными документами, или в соответствии с методикой применения УИУ серии «СКАНЕР» для УЗК сварных соединений и основного металла трубопроводов, сосудов, металлоконструкций СКАН 2.00.00.000.М и СКАН 2.01.00.000.М, утвержденных Ростехнадзором РФ. Результаты контроля могут быть также перенесены в память внешней ПЭВМ, подключаемой к дефектоскопу.
Технология проведения УЗК в автоматическом режиме
Технология проведения контроля сварных швов или основного металла в режиме автоматической фиксации и расшифровки результатов контроля состоит из следующих операций:
- набор с помощью клавиатуры прибора номера контролируемого соединения, номера акустического блока, параметров изделия: диаметра (для цилиндрических поверхностей) и толщины;
- ручное сканирование оператором механическим приспособлением по поверхности объекта контроля со скоростью перемещения не более 1 м/мин. Во время контроля возможны остановки и плавное изменение скорости до 1 м/мин, а также корректировка положения механического приспособления относительно оси сварного соединения. Память прибора позволяет запоминать результаты УЗ-контроля 1000 метров дефектных швов;
- просмотр результатов УЗК на экране дефектоскопа;
- проведение оценки обнаруженных дефектов на соответствие нормам;
- уточнение, при необходимости, параметров дефектов ручными ПЭП, включив прибор в режим дефектоскопа общего назначения;
- распечатывание протокола результатов контроля;
- оформление заключения о качестве сварного соединения;
- предоставление результатов контроля руководителю службы НК.
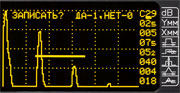
Представление результатов контроля сварных швов
Просмотреть результаты контроля можно, активизировав соответствующий пункт меню дефектоскопа. При этом появится общая картинка дефектности всего шва или проконтролированного участка сварного соединения (развертка типа «D»). Перемещение маркера осуществляется ручкой изменения параметров, которая находится на передней панели дефектоскопа, или с помощью клавиш. В дефектоскопе имеется возможность просмотра результатов контроля в виде цифровой построчной таблицы.
Распечатка результатов контроля
Результаты проведенного УЗК можно распечатать в виде построчной таблицы на стандартный лист бумаги (формат А4). При этом принтер подключается кабелем к разъему на задней панели УИУ «СКАРУЧ».
Пояснения по расшифровке результатов
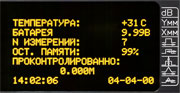
Представление результатов контроля при сканирующей толщинометрии и поиске расслоений
Для просмотра результатов автоматизированной толщинометрии необходимо активизировать соответствующий пункт меню дефектоскопа. При этом появится общая картинка (развертка типа “D”) всего просканированного участка с рельефом донной поверхности.
Просмотр результатов автоматизированной толщинометрии на экране дефектоскопа
Перемещение маркера осуществляется ручкой изменения параметров или с помощью клавиш.
В дефектоскопе имеется возможность просмотра результатов толщинометрии в виде построчной таблицы толщин проконтролированного участка, в том числе под каждым ПЭП акустического блока.

Пример распечатки результатов толщинометрии
Результаты проведенного УЗК можно распечатать в виде построчной таблицы на стандартный лист бумаги формата А4. При этом принтер подключается кабелем к разъему на задней панели УИУ «СКАРУЧ».
Все отчеты имеют однотипный заголовок, в котором содержится следующая информация:
- дата, время начала и завершения контроля – определяется автоматически;
- поле для записи названия объекта контроля – заполняется оператором;
- номер сканируемого участка – вводится оператором перед контролем;
- значение диаметра контролируемого изделия – вводится оператором;
- пороговое значение толщины – вводится оператором перед контролем;
- номер используемого блока – вводится оператором после включения прибора;
- значение температуры внутри дефектоскопа – определяется датчиком температуры.
В таблице протокола в первом столбце печатается координата проконтролированного участка с дискретностью 2 мм, в последующих четырех столбцах — значения толщин зафиксированных ПЭП № 1, 2, 3, 4.
Использование УИУ «СКАРУЧ» в режиме ручного ультразвукового дефектоскопа–толщиномера
Работа в режимах ручного дефектоскопа и толщиномера отличается простотой управления и многообразием технических возможностей. Дефектоскоп может работать с любыми пьезоэлектрическими преобразователями в рабочем частотном диапазоне.
Функциональные особенности
Основное меню

Ресурс

- Показание температуры внутри дефектоскопа;
- Отображение заряда аккумуляторов;
- Объем свободной памяти;
- Текущие дата и время.
Установки
- Выбор модели и страницы кодировки принтера;
- Выбор языка интерфейса (русский, английский, турецкий);
- Включение/выключение функций энергосбережения и автосохранения;
- Выбор единиц измерения (мм/мкс).
Толщиномер

- Отображение эхограммы;
- Цифровое отображение толщины изделия;
- Вывод на экран значения времени прихода эхо-импульсов;
- Возможность использования режима АРУ и второго строба.
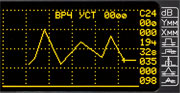
Режимы ВРЧ и АРУ
- Количество точек регулировки ВРЧ — до 8;
- Диапазон регулировки АРУ: -6…+18 дБ.
Режим «Два строба» (ДС)

- Измерение времени прихода эхо-импульсов в каждом стробе;
- Показание толщины изделия при наличии покрытия.
Сохранение и распечатка изображения экрана дефектоскопа
- Память дефектоскопа позволяет запомнить до 1000 изображений экрана с сопутствующей информацией. Сохраненные в дефектоскопе эхограммы можно скопировать в память подключаемого к дефектоскопу компьютера и распечатать через программу визуализации результатов контроля;
- Находящиеся в памяти дефектоскопа результаты контроля можно распечатать на подключаемом к дефектоскопу принтере.
Пример протокола с результатами ручного контроля
Пример протокола с результатами механизированного контроля
Модифицированная версия УИУ «СКАНЕР+» модель «СКАРУЧ»

Начиная с № 2601, приборы выпускаются в новой, усовершенствованной модификации. Ее отличием является выполненный на задней панели встроенный разъем micro-USB для связи с ПК, что позволяет отказаться от использования переходника USB-COM при переносе данных с прибора на компьютер, а также более надежные разъемы BNC на передней панели (в режиме ручного дефектоскопа-толщиномера). Комплекты с новой модификацией УИУ «СКАНЕР+» модель «СКАРУЧ» размещены на нашем сайте в разделе «Типовые комплекты».
Кроме того, для систем АУЗК («УМКа» с гибким валом) выпускается модифицированная версия прибора УИУ «СКАНЕР+», в которой уменьшены габаритные размеры прибора, корпус изготовлен металлическим, обновлен и увеличен до 5″ жидкокристаллический цветной экран, изменены разъемы на передней панели (теперь выведены Lemo0). Данная модификация имеет Li-ion аккумулятор, который позволяет существенно облегчить вес прибора при автономной работе, а также встроенный разъем micro-USB для связи с ПК.
Программное обеспечение
- Для приборов с №: 60-245, 283:
Стоимость типовые комплектов с применением УИУ «СКАРУЧ»
- Основной типовой комплект аппаратуры УЗК «СКАРУЧ»
Наиболее полная комплектация установки УИУ серии «СКАНЕР» (модель «СКАРУЧ») для проведения УЗК стыковых, угловых и тавровых, нахлесточных сварных соединений труб, сосудов, металлоконструкций и проведения контроля основного металла для толщин Н=4…80 мм узнать больше »
![]()
![АЛТЕС]()
ПРОИЗВОДИТЕЛЬ:
АЛТЕС
УИУ СКАРУЧ ультразвуковой дефектоскоп предназначена для для ручного и механизированного ультразвукового контроля качества сварных соединений и основного металла со скоростью продольного сканирования 0,5 . 1,0 м/мин вдоль сварного шва или участка основного металла. УИУ СКАРУЧ работает в режиме автоматической фиксации и расшифровки результатов контроля при ручном сканировании системой преобразователей, а также в режиме ручного дефектоскопа (толщиномера) общего назначения. Контроль может производиться как в цеховых, так и в полевых условиях.
УИУ СКАРУЧ ультразвуковой дефектоскоп минимальная комплектация для ручного контроля:
![]()
Наименование
Стоимость, руб., с НДС
Дефектоскоп УИУ СКАНЕР+ восьмиканальный в комплекте с блоком питания, чехлом, свидетельством о поверке
Зарядное устройство (1 компл.) с аккумуляторами (2 компл.)
Преобразователь П111-2,5-12S или П111-5,0-8S
Кабель одинарный с разъемами lemo 0+ СР50
Дипломат-футляр с укладкой
Переходник USB-COM с нуль-модемным кабелем.
Диск с программой «переноса» результатов УЗК на ПЭВМ.
ИТОГО:
ЗАПРОС
Для ОАО «Газпром» толщины от 4 до 40 мм
+
Наименование
Стоимость, руб., с НДС
Дефектоскоп УИУ СКАНЕР+ с блоком питания, чехлом, свидетельством Госповерки
МП2 - механическое приспособление для УЗК сварных швов двухстороннего доступа
МП1 – механическое приспособление для одностороннего доступа (для А. толщинометрии, УЗК тавровых конструкций)
АБ1 – акустический блок для УЗК стыковых сварных соединений толщиной Н = 4…26 мм
Программное обеспечение для АБ1 автоматической расшифровки результатов УЗК сварных швов, Н = 4…26 мм (4 диапазона)
АБ2 – акустический блок для УЗК стыковых сварных соединений толщиной Н = 27…40 мм
Программное обеспечение для АБ2 автоматической расшифровки результатов УЗК сварных швов, Н= 27…40 мм (3 диапазона)
АБ129 – акустический блок для УЗТ (толщинометрии, УЗК коррозии, расслоений) с встроенным кабелем ИК3
Программное обеспечение для автоматической расшифровки результатов автоматической толщинометрии, Н = 4…40 мм (2 диапазона)
Информационные кабели (ИК-1,ИК-2)
Зарядное устройство (1 шт.) с аккумуляторами (12 шт.)
Образец проверки работоспособности
Комплект преобразователей** (7 шт.) и кабелей соединительных с разъемами СР50 – Lemo 0 (5 шт.) для ручного (в режиме дефектоскопа общего назначения) контроля и СОП*
2 кабеля двойных
3 кабеля одинарных
Устройство УН-1ручное для УЗК нахлесточных сварных швов (с ПЭП – 2 шт.)
Переходник USB-COM с нуль-модемным кабелем. Диск с программой «переноса» результатов УЗК на ПЭВМ.
Программное обеспечение для УЗК газопроводов со смещением кромок и разнотолщинных элементов согласно методики по механизированному УЗК
Методика для предприятий ГАЗПРОМА
Консультации по работе на аппаратуре (3 дня – 1 группа)
ИТОГО:
ЗАПРОС
Для ОАО «Газпром» толщины от 4 до 80 мм
Наименование
Стоимость, руб., с НДС
Дефектоскоп УИУ СКАНЕР+ с блоком питания, чехлом, свидетельством Госповерки
МП2 - механическое приспособление для УЗК сварных швов двухстороннего доступа
МП1 – механическое приспособление одностороннего доступа (для А. толщинометрии, УЗК тавровых конструкций)
АБ1 – акустический блок для УЗК стыковых сварных соединений толщиной Н = 4…26 мм
Программное обеспечение для АБ1 автоматической расшифровки результатов УЗК сварных швов, Н=4…26мм (4 диап.)
АБ2 – акустический блок для УЗК стыковых сварных соединений толщиной Н = 27…40 мм
Программное обеспечение для АБ2 автоматической расшифровки результатов УЗК сварных швов, Н=27…40мм (3 диап.)
МП1Д – механическое приспособление одностороннего доступа для толщин Н > 40мм (к блокам АБ3Д, АБ4Д, АБ45Д)
АБ3(Д) - акустический блок для УЗК сварных соединений, Н=41…51мм
Программное обеспечение для АБ3(Д), УЗК стыковых сварных соединений, Н=41…52мм (2 диап.)
АБ4(Д) - акустический блок для УЗК сварных соединений, Н=53…67мм
Программное обеспечение для АБ4(Д), УЗК стыковых сварных соединений, Н=53…67мм (2 диап.)
АБ45(Д) - акустический блок для УЗК сварных соединений, Н=68…80мм
Программное обеспечение для АБ45(Д), УЗК стыковых сварных соединений, Н=68…80 мм (2 диап.)
АБ129 – акустический блок для УЗТ (толщинометрии, УЗК коррозии, расслоений) с встроенным ИК3
Программное обеспечение для автоматической расшифровки результатов автоматической толщинометрии, Н=4…60 мм (3 диап.)
АБ130 - акустический блок для УЗТ (толщинометрии, УЗК коррозии, расслоений) с встроенным ИК3 3
Программное обеспечение для АБ130, Н=40…80мм (2 диап.)
Информационные кабели (ИК-1,ИК-2)
Зарядное устройство (1 шт.) с аккумуляторами (12 шт.)
Образец проверки работоспособности
Комплект преобразователей** (12 шт.) и кабелей соединительных с разъемами СР50 – Lemo 0 (6 шт.) для ручного (в режиме дефектоскопа общего назначения) контроля и СОП*
П121-2,5-50SL; 65SL; 70SL
3 кабеля двойных
3 кабеля одинарных
Устройство УН-1ручное для УЗК нахлесточных сварных швов (с ПЭП – 2 шт.)
Переходник USB-COM с нуль-модемным кабелем. Диск с программой «переноса» результатов УЗК на ПЭВМ.
Программное обеспечение для УЗК газопроводов со смещением кромок и разнотолщинных элементов согласно методики по механизированному УЗК
Методика для предприятий ГАЗПРОМА
Консультации по работе на аппаратуре (3 дня – 1 группа)
ИТОГО:
ЗАПРОС
Для предприятий нефтяной промышленности толщины от 4 до 26 мм
Наименование
Стоимость, руб., с НДС
Дефектоскоп УИУ СКАНЕР+ с блоком питания, чехлом, свидетельством Госповерки
МП2 - механическое приспособление для УЗК сварных швов двухстороннего доступа
МП1 – механическое приспособление одностороннего доступа (для А. толщинометрии, УЗК тавровых конструкций)
АБ1 – акустический блок для УЗК стыковых сварных соединений толщиной Н = 4…26 мм
Программное обеспечение для АБ1 автоматической расшифровки результатов УЗК сварных швов, Н = 4…26 мм (4 диапазона)
АБ129 – акустический блок для УЗТ (толщинометрии, УЗК коррозии, расслоений) с встроенным кабелем ИК3
Программное обеспечение для автоматической расшифровки результатов автоматической толщинометрии, Н=4…26 мм (1 диапазон)
Информационные кабели (ИК-1, ИК-2)
Зарядное устройство (1 шт.) с аккумуляторами (12шт.)
Образец проверки работоспособности
Комплект преобразователей** (6шт.) и кабелей соединительных (4шт.) для ручного (в режиме дефектоскопа общего назначения) контроля и СОП*
2 кабеля двойных
2 кабеля одинарных
Устройство УП1М - ручное для УЗК поперечных дефектов и перекрестий сварных швов резервуаров с комплектом ПЭП: П121-5,0-70S (23х15х20) - 2шт.; П121-5,0-65S (23х15х20) - 2шт.; П121-2,5-65S (23х15х20) - 2шт.; П121-2,5-60S (23х15х20) - 2шт. и СОП**** Н=10мм ("зарубка" низ-верх, плоскод. отв. S=Sзар. в сер. сеч.)
Переходник USB-COM с нуль-модемным кабелем. Диск с программой «переноса» результатов УЗК на ПЭВМ.
Консультации по работе на аппаратуре (3 дня – 1 группа)
ИТОГО:
ЗАПРОС
Для предприятий нефтяной промышленности толщины от 4 до 40 мм
Наименование
Стоимость, руб., с НДС
Дефектоскоп УИУ СКАНЕР+ с блоком питания, чехлом, свидетельством Госповерки
МП2 - механическое приспособление для УЗК сварных швов двухстороннего доступа
МП1 – механическое приспособление одностороннего доступа (для А. толщинометрии, УЗК тавровых конструкций)
АБ1 – акустический блок для УЗК стыковых сварных соединений толщиной Н = 4…26 мм
Программное обеспечение для АБ1 автоматической расшифровки результатов УЗК сварных швов, Н = 4…26 мм (4 диапазона)
АБ2 – акустический блок для УЗК стыковых сварных соединений толщиной Н = 27…40 мм
Программное обеспечение для АБ2 автоматической расшифровки результатов УЗК сварных швов, Н= 27…40 мм (3 диапазона)
АБ129 – акустический блок для УЗТ (толщинометрии, УЗК коррозии, расслоений) с встроенным кабелем ИК3
Программное обеспечение для автоматической расшифровки результатов автоматической толщинометрии, Н = 4…40 мм (2 диапазона)
Информационные кабели (ИК-1,ИК-2)
Зарядное устройство (1 шт.) с аккумуляторами (12 шт.)
Образец проверки работоспособности
Комплект преобразователей** (12 шт.) и кабелей соединительных с разъемами СР50 – Lemo 0 (6 шт.) для ручного (в режиме дефектоскопа общего назначения) контроля и СОП*
П121-2,5-50SL; 60SL; 65SL
3 кабеля двойных
3 кабеля одинарных
Устройство УП1М - ручное для УЗК поперечных дефектов и перекрестий сварных швов резервуаров с комплектом ПЭП: П121-5,0-70S (23х15х20) - 2шт.; П121-5,0-65S (23х15х20) - 2шт.; П121-2,5-65S (23х15х20) - 2шт.; П121-2,5-60S (23х15х20) - 2шт. и СОП**** Н=10мм ("зарубка" низ-верх, плоскод. отв. S=Sзар. в сер. сеч.)
Переходник USB-COM с нуль-модемным кабелем. Диск с программой «переноса» результатов УЗК на ПЭВМ.
Консультации по работе на аппаратуре ( 3 дня – 1 группа)
ИТОГО:
ЗАПРОС
Особенности комплекта УИУ СКАНЕР СКАРУЧ:
• осуществляет 16 различных схем прозвучивания на каждом миллиметре контроля;
• обнаруживает внутренние дефекты (поры, шлаковые включения, непровары, трещины и др.);
• идентифицирует дефекты по характеру (объемные, объемно- плоскостные, плоскостные);
• оценивает параметры дефектов(длину и развитие по глубине);
• проводит толщинометрию основного металла по сканируемой поверхности с шириной участка 65мм;
• автоматически отслеживает уровень акустического контакта с изделием;
• автоматически устанавливает и корректирует параметры УЗК с поправкой на шероховатость;
• осуществляет самоконтроль работоспособности электроники и акустической системы;
• автоматически фиксирует, запоминает и расшифровывает результаты дефектоскопии;
• производит передачу результатов контроля в память подключаемого компьютера(RS232);
• распечатывает результаты контроля с помощью подключаемого принтера;
• имеет автономное питание.
• высокая оперативность. Скорость сканирования — до 1 м/мин. Память прибора позволяет запомнить результаты УЗК до 1000 м дефектных сварных швов.
• автоматическая расшифровка результатов УЗК.
• получение документа контроля (распечатки) всего сварного шва.Представление результатов контроля сварных швов
Просмотреть результаты контроля можно активизировав соответствующий пункт меню дефектоскопа. При этом появится общая картинка дефектности всего шва или проконтролированного участка сварного соединения (развертка типа «D»). Перемещение маркера осуществляется ручкой изменения параметров, которая находится на передней панели дефектоскопа или с помощью клавиш. В дефектоскопе имеется возможность просмотра результатов контроля в виде цифровой построчной таблицы.
Технология проведения УЗК в автоматическом режиме
Технология проведения контроля сварных швов или основного металла в режиме автоматической фиксации и расшифровки результатов контроля состоит из следующих операций:
- набор с помощью клавиатуры прибора номера контролируемого соединения, номера акустического блока, параметров изделия: диаметра (для цилиндрических поверхностей) и толщины;
- ручное сканирование оператором механическим приспособлением по поверхности объекта контроля со скоростью перемещения не более 1 м/мин. Во время контроля возможны остановки и плавное изменение скорости до 1 м/мин, а также корректировка положения механического приспособления относительно оси сварного соединения. Память прибора позволяет запоминать результаты УЗ-контроля 1000 метров дефектных швов;
- просмотр результатов УЗК на экране дефектоскопа;
- проведение оценки обнаруженных дефектов на соответствие нормам;
- уточнение, при необходимости, параметров дефектов ручными ПЭП, включив прибор в режим дефектоскопа общего назначения;
- распечатывание протокола результатов контроля;
- оформление заключения о качестве сварного соединения;
- предоставление результатов контроля руководителю службы НК.
Технические характеристики
Характеристика Значение Дискретность регистрации датчика пути — 1 мм;
параметров дефекта — 1 мм;
толщины — 0,1 мм;Измерение параметров дефекта сварного шва с погрешностью по длине ± 1 мм;
по глубине развития ± 0,5 мм;Определение координат дефекта вдоль шва с погрешностью от пройденного пути не более 1% Минимально выявляемый дефект 0,8 … 1,0 мм Cкорость УЗК до 1 м/мин Регулировка усиления 85 дБ с дискретностью 1 дБ Частотный диапазон 1,0 … 10,0 МГц Диапазон прозвучивания 0 … 10000 мм (продольные волны) Перемещение строба горизонтальное и вертикальное Экран электролюминесцентный с регулируемой яркостью или цветной жидкокристаллический Количество запоминаемых настроек 256 Количество запоминаемых изображений экрана 1000 Количество точек регулировки ВРЧ 8 Количество каналов 8 Количество схем прозвучивания 16 Диапазон рабочих температур -20 … +45 °C Питание от аккумуляторов или от сети 220 В Время непрерывной работы от аккумуляторов 8 часов Габариты 200 x 225 x 90 мм. Вес 3,5 кг (с аккумуляторами) Функциональные особенности
- осуществляет 16 различных схем прозвучивания на каждом миллиметре контроля;
- обнаруживает внутренние дефекты (поры, шлаковые включения, непровары, трещины и др.);
- идентифицирует дефекты по характеру (объемные, объемно-плоскостные, плоскостные);
- оценивает параметры дефектов (длину и развитие по глубине);
- проводит толщинометрию основного металла по сканируемой поверхности с шириной участка 65мм;
- автоматически отслеживает уровень акустического контакта с изделием;
- автоматически устанавливает и корректирует параметры УЗК с поправкой на шероховатость;
- осуществляет самоконтроль работоспособности электроники и акустической системы;
- автоматически фиксирует, запоминает и расшифровывает результаты дефектоскопии;
- производит передачу результатов контроля в память подключаемого компьютера(RS232);
- распечатывает результаты контроля с помощью подключаемого принтера;
- имеет автономное питание.
Функциональные особенности
- осуществляет 16 различных схем прозвучивания на каждом миллиметре контроля;
- обнаруживает внутренние дефекты (поры, шлаковые включения, непровары, трещины и др.);
- идентифицирует дефекты по характеру (объемные, объемно-плоскостные, плоскостные);
- оценивает параметры дефектов (длину и развитие по глубине);
- проводит толщинометрию основного металла по сканируемой поверхности с шириной участка 65мм;
- автоматически отслеживает уровень акустического контакта с изделием;
- автоматически устанавливает и корректирует параметры УЗК с поправкой на шероховатость;
- осуществляет самоконтроль работоспособности электроники и акустической системы;
- автоматически фиксирует, запоминает и расшифровывает результаты дефектоскопии;
- производит передачу результатов контроля в память подключаемого компьютера(RS232);
- распечатывает результаты контроля с помощью подключаемого принтера;
- имеет автономное питание.
Использование УИУ «СКАРУЧ» в режиме ручного ультразвукового дефектоскопа – толщиномера
Работа в режимах ручного дефектоскопа и толщиномера отличается простотой управления и многообразием технических возможностей. Дефектоскоп может работать с любыми пьезоэлектрическими преобразователями в рабочем частотном диапазоне.
По углу ввода колебаний различают:
- Прямые преобразователи вводят и (или) принимают колебания по нормали к поверхности объекта контроля в точке ввода.
- Наклонные преобразователи вводят и (или) принимают колебания в направлениях отличных от нормали к поверхности объекта контроля.
По способу размещения функций излучения и приема УЗ сигнала различают:
- Совмещенные ПЭП где один и тот же пьезоэлемент, работает как в режиме излучения так и в режиме приема.
- Раздельно-совмещенные преобразователи где в одном корпусе размещены два и более пьезоэлемента, один из которых работает только в режиме излучения, а другие в режиме приема.
По частоте колебаний
По способу акустического контакта
- Контактные ПЭП где рабочая поверхность соприкасается с поверхностью ОК или находится от нее на расстоянии менее половины длины волны в контактной жидкости.
- Иммерсионные которые работают при наличии между поверхностями преобразователя и ОК слоя жидкости толщиной больше пространственной протяженности акустического импульса.
По типу волны возбуждаемой в объекте контроля:
- Продольные волны - колебания которых происходит вдоль оси распространения; - колебания которых происходит перпендикулярно оси распространения;
- Поверхностные волны (волны Реллея) - распространяющиеся вдоль свободной (или слабонагруженной) границы твердого тела и быстро затухающие с глубиной.
- Нормальные ультразвуковые волны (волны Лэмба) – ультразвуковые волны, которые распространяются в пластинах и стержнях. Существуют симметричные и антисимметричные волны.
- Головные волны – савокупность акустических волн возбуждаемых при падении пучка продольных волн на границу раздела 2 твердых сред под первым критически углом.
Выбор ультразвукового пьезоэлектрического преобразователя зависит от параметров контролируемого объекта, таких как материал, толщина, форма и ориентация дефектов и т.д.
Выбор ПЭП по углу ввода (прямой или наклонный) выбирают исходя из схемы прозвучивания конкретного объекта. Схемы прозвучивания содержатся в государственных и ведомственных стандартах, а так же технологических картах контроля. В общем случае угол ввода выбирают таким образом, что бы обеспечивалось пересечение проверяемого сечения акустической осью преобразователя (прямым или однократно отраженным лучем). Выявление дефектов выходящих на поверхность наиболее эффективно обеспечивается при падении поперечной волны под углом 45 °±5° к этой поверхности.
Выбор ПЭП по схеме включения (совмещенный или РС) выбирается в зависимости от толщины изделия или расстояния зоны контроля от поверхности ввода. Прямые совмещенные ПЭП обычно применяют при контроле изделий толщиной более 50мм, а прямые РС ПЭП для контроля изделий толщиной до 50мм включительно, или приповерхностного слоя до 50мм.
Наклонные РС ПЭП в основном используются по совмещенной схеме включения. Наклонные РС ПЭП с поперечной волной используют преимущественно для контроля сварных соединений тонкостенных (до 9мм) труб диаметром не более 400мм (хордовые преобразователи). Наклонные РС ПЭП с продольной волной применяют для контроля соединений с крупнозернистой структурой и высоким уровнем шумов (аустенитные швы).
Выбор ПЭП по частоте колебаний, выбирается в основном исходя из толщины ОК и требуемой чувствительности контроля. Благодаря более короткой волне, высокочастотные преобразователи позволяют находить дефекты меньшего размера, тогда как УЗ волны низкочастотных ПЭП глубже проникают в материал, т.к. коэффициент затухания уменьшается с частотой. Низкочастотные ПЭП применяются при контроле крупнозернистых материалов и материалов с высоким коэффициентом затухания.
При выборе частоты надо учитывать, что ее увеличение вызывает:
- увеличение ближней зоны
- уменьшение мертвой зоны, связанное с уменьшением длительности свободных колебаний пьезоэлемента;
- улучшение лучевой и фронтальной разрешающей способности;
- сужение характеристики направленности;
- увеличение коэффициента затухания и связанное с ним падение чувствительности на больших толщинах
- увеличение уровня структурных шумов в крупнозернистых материалах; уменьшение уровня собственных шумов ПЭП, связанное с увеличением затухания звуковой волны в элементах ПЭП при возрастании частоты;
Подпишитесь на наш канал You TubeДалее приведены основные типы и характеристики преобразователей, наиболее часто применяемых в процессе ультразвукового контроля.
П121 наклонные совмещённые преобразователи
Наклонные преобразователи, типа П121, широко применяются в задачах контроля сварных соединений, листов, штамповок, поковок и других объектов. Преобразователи П121 позволяют выявлять трещины, объемные дефекты, такие как неметаллические включения, поры, непровары, усадочные раковины и т.п. С помощью преобразователей типа П121, как правило, определяются характеристики вертикально ориентированных дефектов. Характеристики и возможная маркировка П 121 одного из производителей приведены в таблице:
Особенности
- Высокая достоверность УЗК, т.к. в установке «СКАРУЧ» используется 16 схем и методов прозвучивания одновременно на каждом миллиметре сканирования. За счет этого возможно:
- идентифицировать дефект по характеру (плоскостной, объемный, объемно — плоскостной);
- оценить реальные параметры дефекта (длину и высоту);
- оценить эквивалентные размеры дефекта;
- производить автоматическое слежение за уровнем акустического контакта на каждом миллиметре пути.
- Высокая оперативность. Скорость сканирования – до 1 м/мин. Память прибора позволяет запомнить результаты УЗК до 1000 м дефектных сварных швов.
- Отсутствие настройки. Она автоматически выставляется при наборе типоразмеров контролируемого изделия.
- Самоконтроль работоспособности ЭАТ.
- Автоматическая расшифровка результатов УЗК.
- Получение документа контроля (распечатки) всего сварного шва.
- Не требуется дополнительной квалификации обслуживающего персонала.
- Удобство в эксплуатации. Установка имеет малые габариты и вес, автономное питание.
- Многофункциональное назначение:
- УЗК сварных швов (стыковых, тавровых, нахлесточных);
- УЗК основного металла, в т.ч. определение недопустимой коррозии и расслоения металла;
- режим ручного дефектоскопа;
- режим ручного толщиномера;
УИУ «СКАРУЧ» состоит из следующих узлов:
- малогабаритный восьмиканальный дефектоскоп УИУ «СКАНЕР»;
- многоэлементный акустический блок (АБ);
- механическое приспособление (МП) с датчиком измерения пройденного пути;
- информационный кабель (ИК);
Дефектоскоп предназначен для формирования электрических сигналов и возбуждения ПЭП в акустических блоках, приема и обработки по заданному алгоритму пришедших с акустических блоков сигналов, выдачи информации о наличии дефектов, их координатах, типе и размере.
Акустический блок служит для излучения УЗ-колебаний и последующего приема отраженных колебаний. Акустический блок состоит из 8…14 преобразователей по 4 … 7 с каждой стороны шва. Преобразователи имеют различные углы ввода и прозвучивают все сечение сварного соединения одновременно с двух сторон шва по различным схемам: совмещенной, «тандем», «дуэт» и др. На каждом миллиметре пути фиксируются амплитуды по всем заложенным схемам УЗК, которые обрабатываются в дефектоскопе по заданному алгоритму. Акустический блок снабжен износостойким слоем для защиты рабочей поверхности от стирания.
Универсальное механическое приспособление служит для размещения и подключения акустических блоков, обеспечения прижатия акустического блока к изделию. На механическом приспособлении имеется датчик измерения просканированного расстояния (датчик пути) и индикаторы нарушения акустического контакта и наличия дефекта. Датчик пути позволяет измерять длину проконтролированного участка и протяженность обнаруженных дефектов.
Информационный кабель предназначен для информационного обмена между акустическим блоком и дефектоскопом. Информационный кабель подключается к задней панели дефектоскопа.
П112 - прямые раздельно-совмещенные преобразователи
Контактные раздельно-совмещенные преобразователи, типа П112, как правило используются для применяются для определения остаточной толщины стенки изделий и для поиска дефектов, расположенных на относительно небольших глубинах под поверхностью. Толщина контролируемых П 112 объектов, как правило, находится в диапазоне от 1 до 30мм. Характеристики П112 приведены в таблице:
Принцип работы установки в автоматическом режиме
Работа установки осуществляется в 16-ти тактовом режиме. Каждый такт осуществляет заложенную схему контроля. Для каждого такта заранее установлены и хранятся в памяти прибора:
- уровень чувствительности (согласно требованиям действующей НТД);
- положение и длительность строба (согласно контролируемой толщине и расстоянию до шва);
- амплитудные пороги фиксации дефекта.
На каждом миллиметре пути фиксируются амплитуды во всех 16-ти тактах, которые затем обрабатываются в дефектоскопе. На каждом миллиметре происходит прозвучивание всего сечения контролируемого металла одновременно с двух сторон от шва (для стыковых и нахлесточных соединений, имеющих двухсторонний доступ), а при перемещении оператором механического приспособления с акустическим блоком — всего контролируемого участка (сварного соединения и основного металла). Временнaя система стробирования и микропроцессорная обработка принимаемых каждым из ПЭП сигналов от дефекта позволяет идентифицировать тип дефекта (объемный, плоскостной, объемно-плоскостной). Определение параметров дефекта происходит путем сравнения всех принятых от него сигналов и определения в цикле тактов максимальных (для эхо-методов) и минимальных (для зеркально-теневых) амплитуд на каждом миллиметре пути.
При толщинометрии производится измерение значений толщины каждым из четырех ПЭП, входящих в акустический блок. Толщинометрию проводят сканированием по контролируемому участку акустическим блоком. Результаты контроля просматриваются на экране дефектоскопа, а подключив к дефектоскопу принтер — можно их распечатать. По результатам контроля оценивают качество всего сварного соединения в соответствии с нормативными документами, или в соответствии с методикой применения УИУ серии «СКАНЕР» для УЗК сварных соединений и основного металла трубопроводов, сосудов, металлоконструкций СКАН 2.00.00.000.М и СКАН 2.01.00.000.М, утвержденных Ростехнадзором РФ. Результаты контроля могут быть также перенесены в память внешней ПЭВМ, подключаемой к дефектоскопу.
Читайте также:


