
Что такое проявочный процессор
Благодаря любезной помощи компании «КомЛайн» мы получили возможность вывести тестовый комплект форм на CtP Agfa Palladio 30. Анализ результатов теста будет опубликован в следующем номере, а пока расскажем о тестируемой системе, которая включает экспонирующую установку Palladio, проявочный процессор Agfa LP68 Ultra, систему управления рабочими потоками Apogee X и пластины Lithostar Ultra LAP-V.
Apogee X
В комплекте с Palladio поставляется базовая версия системы управления рабочими потоками Apogee X. Эта система имеет модульную архитектуру, поэтому базовая версия может быть дополнена необходимыми в производстве модулями.
Apogee X мощное средство автоматизации производства, которое поможет избежать большинства ошибок и проблем на стадии допечатной подготовки. Система имеет архитектуру «клиент-сервер» и позволяет осуществлять управление и контроль за технологическими процессами любому авторизованному пользователю, в том числе удаленному. Настройки Apogee X интуитивно понятны и позволяют гибко сконфигурировать модули системы в соответствии с производственным планом. Многопоточная обработка позволяет обрабатывать одно задание с разными параметрами по разным план-схемам. Работа может автоматически останавливаться в заданный момент для подтверждения пользователем корректности данных.
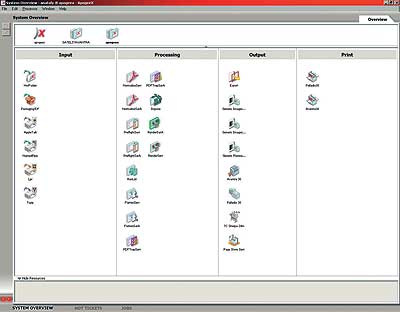
Окно System Overview системы Apogee X
Основные модули Apogee X:
• Input определение каналов ввода информации, включая «горячие папки», протоколы TCP/IP, Apple Talk;
• Normalizing преобразование исходного файла в формат PDF;
• Preflighting модуль проверки корректности допечатной подготовки задания;
• Flattening обработка объектов с эффектом прозрачности. Реализована поддержка формата PDF 1.4;
• PDF Trapping выполнение треппинга;
• Imposition модуль спуска полос. Совместим с форматом Portable Job Ticket Format;
• Rendering модуль обработки входящих PS-, EPS-, и PDF-файлов, позволяющий определять параметры цветоделения и растрирования. Формирует набор однобитных цветоделенных файлов;
Технология Computer-to-Plate, являющаяся основным способом изготовления печатных форм в странах с высокоразвитой полиграфией, в последнее время стала широко gриеняться и на российских предприятиях. Это обусловлено тем, что сегодня уже созданы все условия для ее внедрения: появились достаточно тиражестойкие формные материалы, пригодные для поэлементной записи изображений; эффективное оборудование, осуществляющее прямое экспонирование формного материала с высоким разрешением и скоростью; надежные программные средства допечатной подготовки изданий; накоплен определенный опыт использования CtP как за рубежом, так и в нашей стране.
Технология CtP представляет собой управляемый компьютером процесс изготовления печатной формы методом прямой записи изображения на формный материал. Для этого процесса, который реализуется с помощью однолучевого или многолучевого сканирования, характерна высокая точность, так как каждая пластина является первой оригинальной копией, изготовленной с одних и тех же цифровых данных. В результате повышается резкость точек, точность приводки и точность воспроизведения всего тонального диапазона исходного изображения, снижается растискивание растровой точки, и одновременно с этим значительно сокращается время подготовительных и приладочных работ на печатной машине.
Серебросодержащая технология (Silver halide diffusion transfer)
Серебросодержащие пластины в печати практически не отличаются от обычных. Светочувствительный слой данных пластин состоит из фотографической серебросодержащей эмульсии. Эта довольно чувствительная к механическим повреждениям эмульсия требует бережного отношения до момента окончания проявления и гуммирования пластины (данное утверждение верно для абсолютного большинства CtPпластин).
• высокая светочувствительность — требуется минимальная энергия лазера;
• линейное формирование растровых точек;
• высокая жесткость точек;
• минимальные энергозатраты при проявлении;
• минимальное количество отходов;
• самая высокая, по сравнению с пластинами других типов, стабильность и равномерность свойств.
Тиражестойкость печатных форм — до 350 тыс. оттисков в зависимости от состояния печатной машины, характеристик бумаги и прочих факторов. При соблюдении климатических условий серебросодержащие пластины имеют самый долгий срок хранения.
• экспонирование и обработка при дневном свете возможны только в полностью автоматических моделях CtP, для остальных комплектаций необходимо желтое освещение;
• некоторые модели процессоров требуют частого ухода;
• невозможно увеличить тиражестойкость пластин путем обжига;
• быстрый износ печатных форм при печати агрессивными красками.
Желательно оборудовать проявочный процессор специальной системой для утилизации отходов.
Производители пластин: Agfa, Mitsubishi.
Термальные системы CtP
Современные термальные устройства CtP комплектуются ИКлазерами с длиной волны 830 или 1064 нм. Большинство термальных устройств CtP построено по схеме с внешним барабаном (пластина крепится на внешней поверхности цилиндра), так как для минимизации потерь энергии фокусирующий объектив должен быть расположен очень близко к поверхности пластины, но некоторые производители выпускают также аппараты и с внутренним барабаном (Luesher). Термальные аппараты довольно сложны по конструкции, стоят дороже CtP с фиолетовым лазером и обходятся дороже фиолетовых в плане стоимости эксплуатации (потребляют много энергии) и сервисного обслуживания (время наработки на отказ термальной головки у них меньше, чем у фиолетовых CtP, а ее стоимость выше), но обладают и неоспоримыми преимуществами: высоким качеством форм и высокой производительностью.
Экспонирующая установка Agfa Palladio 30
Palladio 30 полностью автоматизированная система прямого экспонирования офсетных печатных форм четырехстраничного формата. Система предназначена для использования в производстве рекламной, книжно-журнальной, упаковочной и этикеточной продукции.
Palladio 30 оснащена фиолетовым (410 нм) лазером мощностью 30 мВт, позволяющим экспонировать серебросодержащие или фотополимерные пластины. Тестируемая установка работает с серебросодержащими пластинами Lithostar Ultra LAP-V.
Подача пластин полностью автоматизирована. Автозагрузчик вмещает одну кассету емкостью 50 пластин. Максимальный размер пластин 635 x 754 мм, минимальный 280 x 450 мм. Возможна работа с пластинами толщиной от 0,15 до 0,30 мм. Прокладочная бумага удаляется автоматически. Опционально система может комплектоваться дополнительной кассетой.
Пластина транспортируется через экспонирующую установку по Г-образной траектории: она загружается в установку по широкой стороне, а в проявочный процессор выводится узкой стороной. В начале цикла пластина отделяется от стопы пневматическими захватами, и подхватывается ленточными транспортерами, которые подают ее на подвижный пневматический стол, где пластина выравнивается по трем точкам и фиксируется вакуумом. Пневматический стол представляет собой монолитную плиту, транспортирующую пластину через зону экспонирования. Palladio 30 может комплектоваться устрой-ством автоматической перфорации под различные системы штифтовой приводки (Bacher, Stoesser, Billows Protocol, Kamata, Screen), причем возможна одновременная установка устройств для двух разных систем. После перфорации пластина узкой стороной подается в зону экспонирования.
Экспонирование осуществляется с разрешением 1200, 2400 или 3000 dpi. Развертка изображения обеспечивается в одном направлении передвижением стола с пластиной, в другом вращающимся зеркальным дефлектором. Оптическая система по своей конструкции аналогична системам, использовавшимся в плоскостных (капстановых) фотовыводных устройствах Agfa.
Отэкспонированная пластина подается в проявочный процессор.

Экспонирующая установка Agfa Palladio 30
Характеристики процесса изготовления форм
Главными характеристиками процесса и оборудования, от которых зависит качество печатных форм, являются:
• для формовыводного устройства фокусировка луча, мощность лазера, частота вращения барабана;
• для печи (при предварительном обжиге) температура и скорость транспортера;
• для процессора скорость проводки пластины, температура проявителя и величина подачи проявителя.
Основные параметры формовыводных устройств разрешение, размер пятна, линиатура растра, максимальный формат экспонирования и производительность.
Разрешение, размер пятна и линиатура растра для формовыводных устройств определяются так же, как и для фотонаборных автоматов. При записи фотопленки и при прямой записи печатных форм чем выше разрешение и меньше размер пятна, тем выше линиатура растра и соответственно качество изображения, получаемого в процессе печати. Современные формовыводные устройства обладают разрешением 12005080 dpi, что позволяет записывать изображение на форме с линиатурой до 305 lpi. При этом диаметр пятна, который во многих устройствах в зависимости от разрешения меняется, составляет соответственно от 25 до 6,25 мкм.
Максимальный формат экспонирования определяет формат формных пластин и должен соответствовать формату печатной машины.
Производительность формовыводных устройств измеряется количеством пластин, экспонируемых и обрабатываемых за час. Поскольку производительность зависит от разрешения, с которым экспонируется пластина, то обычно указывают производительность при определенном разрешении.
Дискуссии между приверженцами термальных и фиолетовых технологий постепенно теряют свой накал: оба пути развития CtP доказали свою эффективность, так что выбор делается исходя из специфики конкретного производства, финансовых возможностей и личных пристрастий специалистов и владельцев предприятий. Рассмотрим ситуацию на рынке CtP, сложившуюся после выставки Ipex 2006.
Пластины Agfa Lithostar Ultra LAP-V
Agfa Lithostar Ultra LAP-V являются позитивными пластинами экспонированию подлежат участки, соответствующие будущим пробельным элементам печатной формы. Они состоят из четырех слоев: защитного, светочувствительного, разделительного и алюминиевой основы. Алюминиевая основа имеет стойкую к царапинам и хорошо удерживающую увлажняющий раствор электролитически зерненную анодированную поверхность.
Светочувствительный слой фотографическая эмульсия содержит диспергированные в желатине частицы галогенида серебра. Фотоэмульсия Lithostar Ultra LAP-V имеет максимальную чувствительность в сине-фиолетовой части спектра.

Кассета для пластин
В процессе экспонирования пластины световое излучение активирует частицы галогенида серебра в областях, соответствующих будущим пробельным элементам формы. При проявке активированные частицы галогенида серебра фиксируются в толще эмульсионного слоя, а ионы серебра из неэкспонированных областей диффундируют через тонкий (0,2 мкм) разделительный слой, образуя на поверхности алюминиевой основы печатающие элементы. На финальной стадии эмульсионный и промежуточный слои смываются водой.
Светочувствительный слой пластин Lithostar Ultra LAP-V имеет фиолетовый цвет, печатающие элементы формы черный. Благодаря высокому контрасту между пробельными и печатающими элементами, форма легко контролируется с помощью специализированных контрольно-измерительных приборов.
Пластины Agfa Lithostar Ultra LAP-V отличаются очень высокой -светочувствительностью (26 мДж/м 2 ), что позволяет экспонировать их с высокой скоростью даже маломощным лазером (до недавнего времени установка Agfa Palladio комплектовалась лазером мощностью 5 мВт). На пластине могут воспроизводиться точки размером до 6 мкм. Максимальная тиражестойкость печатных форм может достигать 350 тыс. оттисков.

Автозагрузчик пластин с установленной кассетой
Фотополимерная технология (Photopolymer)
Светочувствительный слой фотополимерных пластин имеет способность полимеризоваться под действием излучения фиолетового лазера. Для защиты от воздействия окружающей среды фотополимерная композиция покрыта тонким слоем коллоидной защиты, так называемым кислородным барьером. В процессе экспонирования в фотополимерном слое освобождаются свободные радикалы, которые инициируют реакцию фотополимеризации. Для стабилизации полимеризовавшихся элементов в проявочном процессоре выполняется предварительный нагрев пластины.
• совместимы с обычной печатной химией;
• возможен обжиг для повышения тиражестойкости (в том числе для увеличения стойкости к агрессивным краскам и лакам);
• реактивы для проявочного процессора легко утилизируются.
Цена фотополимерных пластин равна или ниже стоимости термальных пластин. В начале следующего года ожидается появление не требующих химической обработки пластин (ChemistryFree).
• нелинейное формирование растровых точек;
• необходимость дополнительных секций предварительного нагрева и предварительной смывки в проявочном процессоре;
• максимальная разрешающая способность большинства пластин — не более 2400 dpi (298% при 200 lpi);
• экспонирование и обработка при дневном свете возможны только в полностью автоматических моделях CtP, для остальных комплектаций необходимо желтое освещение.
Производители пластин: Agfa, Fuji, Kodak, Lastra.
Оборудование CtP
В настоящее время по технологии CtP изготовляют формы офсетной, высокой, флексографской, глубокой и трафаретной печати. Для записи изображения на формный материал при изготовлении офсетных форм применяются устройства двух принципиально разных типов. Наибольшее распространение получили лазерные экспонирующие установки (формовыводные устройства), в которых один или несколько лазеров, работающих в видимом или ИКдиапазоне спектра, поэлементно создают изображение соответственно на светочувствительных или термочувствительных формных материалах. После обработки экспонированных формных материалов получают печатную форму.
В устройствах второго типа используется мощная УФлампа, излучение которой модулируется цифровым микрозеркальным чипом или линейкой LSA, элементы которой могут пропускать свет под действием управляющих сигналов.
Автоматизированные системы «компьютер печатная форма» различаются составом, последовательностью и содержанием технологических операций, которые определяются принятой схемой технологического процесса, применяемым оборудованием, программным обеспечением и материалами. На рис. 1 представлена обобщенная схема системы допечатной подготовки изданий с основными вариантами изготовления форм офсетной (ФОП), высокой (ФВП), флексографской (ФФП) и глубокой печати (ФГП).
Рис. 1. Обобщенная схема системы прямого изготовления печатных форм
Процессы изготовления печатных форм по технологии CtP достаточно разнообразны, но можно выделить три их основных типа в зависимости от получаемых в результате печатных форм.
При изготовлении форм офсетной печати используются записывающие устройства, которые управляются непосредственно компьютером и создают изображение на свето или термочувствительных формных пластинах. После обработки в процессоре такие пластины становятся офсетными печатными формами.
Для записи изображения на фотополимерные пластины, предназначенные для форм высокой и флексографской печати, используются выводные устройства, конструкция которых во многом схожа с конструкцией выводных устройств для изготовления офсетных форм, или лазерные гравировальные автоматы.
При изготовлении форм глубокой печати по технологии CtP используются электронномеханические или лазерные гравировальные автоматы, которые на медном покрытии формного цилиндра (печатной форме) создают углубленные печатающие элементы.
Для контроля качества допечатной подготовки и моделирования печатных оттисков применяют цифровую цветопробу. Устройствами цифровой цветопробы являются цветные принтеры различного принципа действия. Чтобы проверить спуск полос, используют широкоформатные принтеры, которые могут иметь невысокое разрешение, так как на этом этапе проверяется не качество изображений, а их расположение.
В последние годы получили распространение устройства ComputertoPress, в которых лазерное экспонирующее устройство интегрировано в печатную машину. Посредством матрицы экспонирования печатная форма создается непосредственно в печатной машине.
Рис. 2. Способы экспонирования формных пластин: а — на внешней поверхности барабана; б — на внутренней поверхности барабана; в — на плоскости
В современных системах CtP для офсета применяют лазерные формовыводные устройства трех основных типов (рис. 2):
• барабанные, выполненные по технологии «внешний барабан», когда форма расположена на наружной поверхности вращающегося цилиндра;
• барабанные, выполненные по технологии «внутренний барабан», когда форма расположена на внутренней поверхности неподвижного цилиндра;
• планшетные, когда форма расположена в горизонтальной плоскости неподвижно или совершает движение в направлении, перпендикулярном направлению записи изображения.
Такое построение формовыводных устройств объясняется прежде всего сходством их конструкций с фотонаборными автоматами для экспонирования пленок. Внутрибарабанный, внешнебарабанный и планшетный принципы построения имеют свои достоинства и недостатки.
Так, достоинствами первого являются достаточность одного источника излучения, благодаря чему достигается высокая точность записи; простота фокусировки и отсутствие необходимости юстировки лазерных лучей; возможность плавного изменения разрешения записи, простота замены источников излучения; легкость установки перфорирующего устройства для штифтовой приводки форм.
Внешнебарабанные устройства обладают такими преимуществами, как невысокая частота вращения барабана благодаря наличию многочисленных лазерных диодов; высокая производительность; возможность экспонирования больших форматов. К их недостаткам относят сложность и высокая цена записывающих головок, а также трудоемкость установки устройств для перфорирования форм.
Поскольку внешнебарабанная схема характеризуется малым расстоянием от источника излучения до поверхности пластины, то она получила широкое распространение в системах с ИКлазерами. У устройств с записью на внутреннюю поверхность барабана расстояние от пластины до развертывающего элемента соответствует радиусу барабана и становится тем больше, чем больше формат пластины. Чтобы генерировать на таком расстоянии исключительно маленькую и резкую точку, требуется дорогостоящая оптика.
При записи печатных форм скоростные характеристики формовыводных устройств зависят от чувствительности формного материала, от количества и мощности лазеров.
Если говорить о тенденциях дальнейшего развития систем CtP, то отметим, что для форматов печатных форм до 70 х 100 см могут одинаково успешно применяться оба основных принципа записи изображений. Для больших форматов печатных форм определенные преимущества имеет техника с внешним барабаном. Планшетный способ широко используются в области форматов до 50 х 70 см главным образом в газетном производстве, где достаточно небольших форматов и относительно низких разрешений.
Классификация наиболее распространенных лазерных формовыводных устройств для изготовления фотографических и печатных форм представлена на рис. 3. В качестве ее основных параметров можно выделить: тип схемы построения устройства, тип лазера, тип модулятора лазерного излучения, тип развертывающего элемента (дефлектора); тип оптической системы, тип механизма транспортировки материала (см. «Принципы построения лазерных выводных устройств» в № 57'2004).
Рис. 3. Классификационная схема лазерных выводных устройств для изготовления фотографических и печатных форм
В современных экспонирующих установках для изготовления офсетных форм применяются три лазерных источника света:
• инфракрасный мощный лазерный диод с длиной волны 830 нм, который получил распространение для экспонирования термочувствительных пластин, требующих более высоких энергетических затрат, и применяется в устройствах с внешним барабаном;
• зеленый лазер на иттрийалюминиевом гранате с двойной частотой ND YAG с длиной волны 532 нм;
• фиолетовый лазерный диод с длиной волны 400410 нм.
Пластины для CtP
В зависимости от типа источника лазерного излучения производители предлагают различные формные пластины, которые можно разделить на фотополимерные, серебросодержащие и термочувствительные.
Фотополимерные формные пластины содержат композиции из фотополимеров, в которых экспонированные участки поверхности теряют способность растворяться в технологических растворах в ходе последующей обработки, образуя при этом печатающие элементы, а неэкспонированные участки вымываются растворами, формируя пробельные элементы (рис. 4).
Рис. 4. Экспонирование галогенсодержащей пластины: а — пластина до экспонирования; б — пластина после экспонирования
Серебросодержащие формные пластины заключают в себе чувствительный к определенному участку спектра галогенсеребряный слой, под которым находится слой физического проявления. Попадание света на слой галогенида серебра вызывает диффузию серебра в слой физического проявления, что приводит к созданию на алюминиевой поверхности пластины «серебряного» изображения. После проявления такое изображение становится олеофильным способным удерживать печатные краски, а остальные области пластины приобретают гидрофильные свойства. Серебросодержащий слой высокочувствителен, поэтому пластины этого типа экспонируются лазерами малой мощности (5 мВт). В настоящее время оборудование для экспонирования серебросодержащих пластин комплектуется фиолетовыми лазерами.
Формные пластины, содержащие галогенсеребряные слои, изготавливаются на бумажной, полимерной и металлической подложке. Офсетные печатные формы на бумажной основе выдерживают тиражи до 5 тыс. экземпляров, однако изза пластической деформации увлажненной бумажной основы в зоне контакта формного и офсетного цилиндров штриховые элементы и растровые точки сюжета искажаются, поэтому бумажные формы могут быть использованы только для однокрасочной печати. Формы на полимерной основе имеют максимальную тиражестойкость до 20 тыс. экземпляров. Тиражестойкость формных пластин с галогенсеребряными слоями с металлической основой составляет до 250 тыс. оттисков.
В формных пластинах с термослоями печатающие и пробельные элементы формируются под действием лазерного инфракрасного излучения с длиной волны 830 нм и выше. При этом печатающие и пробельные элементы печатной формы могут формироваться по принципу непосредственного теплового воздействия на термослой, в котором экспонированные участки переходят из гидрофильного в гидрофобное состояние, либо по принципу диффузионного переноса изображения в многослойных структурах, либо по принципу двойного слоя, при котором после воздействия ИКизлучения печатающие и пробельные элементы формируются в разных слоях, образуя микрорельеф изображения. Термопластины нечувствительны к дневному свету. Тиражестойкость печатных форм достигает 250 тыс. экземпляров без обжига и 1 млн. экземпляров с обжигом.
Процесс обработки этих пластин (рис. 5) после экспонирования иногда требует предварительного нагрева до температуры 130145 °С. Для этого необходим проявочный процессор, оборудованный встроенным устройством нагрева, или термопечь (рис. 6).
Рис. 5. Технологический процесс записи и обработки термопластин: 1 — эмульсионный слой (термополимер); 2 — алюминиевая подложка; 3 — луч лазера; 4 — экспонированный термополимер; 5 — нагревательный элемент; 6 — печатающие элементы формы; 7 — проявляющий раствор; 8 — печатная краска
Рис. 6. Комплекс оборудования для изготовления форм
Факторы, тормозящие внедрение CtP
Если в производстве используются печатные машины большого формата (от А1 и выше), то при внедрении CtP необходимы значительные начальные инвестиции. Связано это с тем, что печатать с составных печатных форм невозможно для полноценного использования печатной машины необходимо экспонировать формы полного формата. Приобретение системы CtP такого формата обходится недешево, а это означает длительный срок окупаемости системы и проблемы с единовременным выделением значительной суммы капитальных вложений. В то же время, имея ФНА даже небольшого формата, можно вручную смонтировать любой спуск полос, а потом на сравнительно недорогой копировальной установке изготовить формы полного формата.
Достоинства технологии CtP
По сравнению с традиционной технологией внедрение CtP сокращает сроки изготовления печатных форм, поскольку исключаются операции обработки фотоматериала, копирования фотоформ на формные пластины, а в ряде случаев и обработки экспонированных формных пластин. Это оборачивается для издателя более быстрым возвращением инвестиций, вложенных в издание, а также позволяет ему до последнего момента вставлять в публикацию рекламные материалы.
CtP исключает из производства фотонаборные автоматы, проявочные машины, копировальное оборудование, а это означает экономию производственных площадей, снижение затрат на приобретение и эксплуатацию техники, электроэнергии, сокращение численности обслуживающего персонала. При малых тиражах прямое экспонирование пластин, несмотря на их высокие цены, часто оказывается более экономичным, чем традиционное, поскольку отсутствуют затраты на изготовление фотоформ.
Повышение качества изображения на печатных формах происходит за счет снижения уровня случайных и систематических помех, возникающих при экспонировании и обработке традиционных фотоматериалов (вуаль, ореольность) и при копировании монтажей на формные пластины. А поскольку при изготовлении форм прямым экспонированием монтаж пленок не требуется, то и проблемы, связанные с неточностью или ошибками монтажа, полностью исключены.
Кроме того, внедрение CtP улучшает экологические условия на полиграфическом предприятии изза отсутствия химической обработки пленок. Вдобавок повышается культура производства и совершенствуется организация технологического процесса.
CtP с фиолетовым лазерным диодом
CtP, оснащенные лазерными диодами с длиной волны излучения 405410 нм, способны экспонировать серебросодержащие и фотополимерные пластины. Как правило, экспонирующие устройства строятся по одной из двух схем: аппараты с внутренним барабаном или плоскостные. Существуют и исключения из правил, например анонсированный на выставке Ipex 2006 аппарат Avalon LF Violet компании Agfa, в котором пластина размещается на внешней поверхности цилиндра.
В плоскостных аппаратах пластина во время экспонирования, как правило, движется в горизонтальной плоскости, а лазерный источник расположен на некотором расстоянии от плоской поверхности. Такие аппараты легко автоматизируются, недорого стоят и лучше всего подходят для газетного производства, так как экспонирование ограничено вследствие геометрических искажений размеров точек на краях пластины.
В устройствах с внутренним барабаном пластина закрепляется неподвижно, причем, в отличие от плоскостных аппаратов, расстояние от поверхности пластины до объектива одинаковое, что обусловливает достижение высокого качества экспонирования. Такие устройства стоят немного дороже плоскостных CtP, но в ручной конфигурации по стоимости вполне способны конкурировать с последними.
Аппараты с фиолетовым лазером довольно просты по конструкции, характеризуются невысокой стоимостью эксплуатации и сервисного обслуживания, способны работать от бытовой электросети. Ресурс недорогого фиолетового лазерного диода — около 10 лет.
Термальные пластины (Thermal)
В зависимости от свойств чувствительного слоя термальные пластины делятся на позитивные и негативные. В позитивных пластинах экспонируются пробельные элементы, в негативных — печатающие. Тиражестойкость термальных пластин без обжига составляет от 100 до 300 тыс. оттисков, путем обжига она может быть повышена почти до миллиона.
В позитивных пластинах термальный слой под влиянием ИКлучей изменяет свои свойства и становится растворимым щелочным проявителем. В пластинах с двухслойным покрытием термочувствительный верхний слой выполняет роль маски при проявлении.
В негативных пластинах элементы чувствительного слоя под действием ИКизлучения теряют способность растворяться в проявителе. После экспонирования печатные элементы закрепляются на пластине в секции предварительного нагрева, а пробельные элементы вымываются.
Не требующие химической проявки (ChemistryFree) негативные термальные пластины после экспонирования промываются водой и/или гуммируются. Важное их преимущество — отсутствие влияния химической обработки на качество форм. Отдельная разновидность такого рода пластин — проявляемые в печатной машине при помощи увлажняющего раствора. Не требующие химической проявки пластины изготавливают Agfa, Fuji, Kodak и Presstek.
• высокое разрешение большинства пластин (199% при 200250 lpi);
• линейность образования растровых точек у позитивных пластин;
• высокая жесткость точек;
• в большинстве случаев не требуется специальная печатная химия;
• возможность повышения тиражестойкости некоторых пластин путем обжига;
• богатый практический опыт использования термальной технологии.
• самый короткий срок хранения готовых пластин;
• большинство пластин становятся стойкими к агрессивным краскам и лакам только после обжига;
• при работе с негативными пластинами требуется дополнительная секция предварительного нагрева;
• при работе с некоторыми негативными пластинами необходимо желтое освещение.
Стоимость термальных пластин зависит от их типа. Дороже остальных те, что не требуют химической проявки и проявляются в печатной машине.
Производители пластин: Agfa, Anocoil, Asahi, Fuji, IBF, Kodak, Konica Minolta, Lastra, Presstek, Toray.
Компания AGFA производит проявочные процессоры для обработки всех типов пластин, как производимых самой компанией, так и для обработки материалов других поставщиков.
Во всех процессорах от AGFA присутствуют самые современные технические решения, направленные на получение продукции высокого качества каждый день на протяжение всего срока службы оборудования.
В спектре оборудования для обработки пластин присутствуют как машины для традиционного химического процесса, так и для материалов с пониженным потреблением химии.
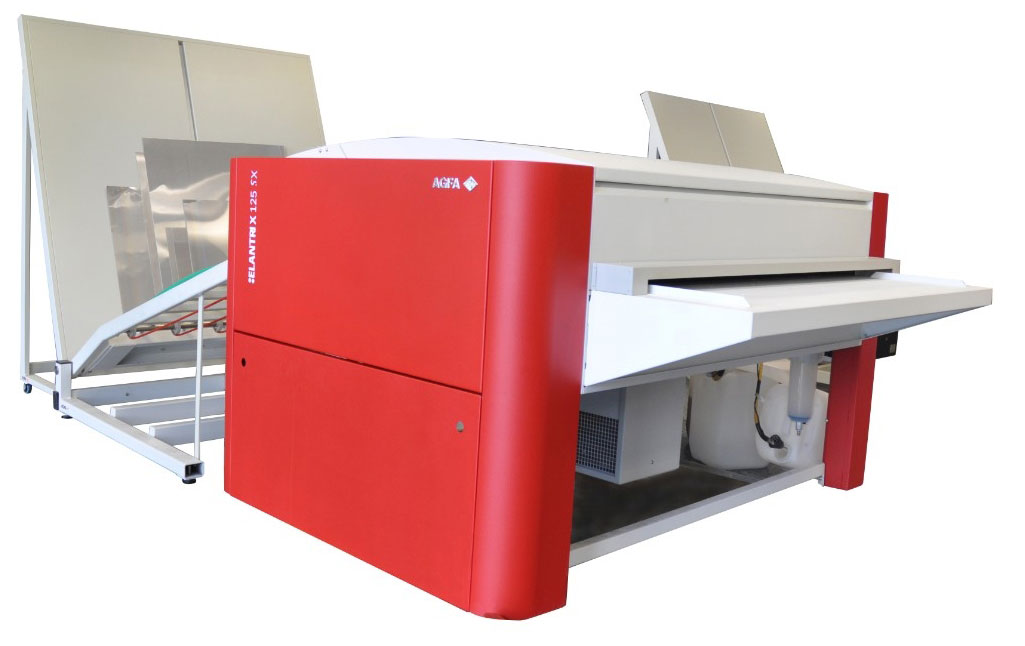
• для обработки термочувствительных пластин
Процессоры Elantrix предназначены для обработки пластин, которые чувствительны к тепловому излучению. По ширине обрабатываемого материала процессоры разделяются на модели 85, 125 и 150 см, при этом максимальная нагрузка на процессор составляет около 20000 кв м в месяц. Все термальные процессоры AGFA позволяют при обработке пластин достигать скорости 120 см/мин, что удовлетворяет потребностям любого, даже самого загруженного формного производства.
Существует целый ряд дополнительного оборудования, который позволит изменить конфигурацию проявочной машины таким образом, чтобы наиболее полно удовлетворять потребностям конкретного производства со всеми его особенностями.
• для обработки фотополимерных пластин
Самый широкий ассортимент процессоров предлагается в сегменте фотополимерных устройств. Для разных потребителей компания предлагает именно ту производительность, которая нужна. Для небольших объемов выпуска предлагаются процессоры серии VPP, предполагающие загрузку до 20000 кв м в год. Нагруженным производствам предлагается версия VXP, а крупным участкам, где требуется высокая производительность на протяжении длительного времени, предлагается модель VSL.
| Название | Максимальная ширина | Скорость | Применение |
| :VPP68 | 675 мм | 1.2 м/мин | До 20000 кв. м. в год |
| :VPP85 | 850 мм | 1.2 м/мин | До 20000 кв. м. в год |
| :VXP85 | 850 мм | 1.8 м/мин | Универсальный |
| :VSL65XXL | 650 мм | 2.2 м/мин | Высокопроизводительный |
• для обработки пластин с пониженным потреблением химии
С появлением в ассортименте AGFA пластин типа Azura и N92-VCF возникла необходимость в специализированных устройствах для обработки материалов такого типа. Так, для пластин Azura существуют моющие устройства COU95, а для фотополимерных N92-VCF – VCF85.
Преимущество специализированных устройств для обработки таких материалов заключается в том, что, помимо уменьшенного расхода химических реактивов, за счет более простого процесса обработки конструкция стала не только более простой, но и значительно более дешевой как по стоимости, так и по обслуживанию.
Производство офсетной формы не оканчивается процедурой проявления – после выхода из проявочной машины пластину нужно аккуратно транспортировать, чтоб не повредить поверхность. Для этой цели в ассортименте компании присутствуют разного рода конвейеры – роликовые, ременные, прямые и поворотные, а также автоматические устройства выкладки – стекеры.

AGFA :Elantrix 85HX/125HX/150HX/165HX — линейка высокопроизводительных проявочных процессоров с рекомендуемой годовой нагрузкой от 40 000 до 60 000 кв.м. в год.

Простое и доступное решение для обработки офсетных термальных CtP-пластин.
Процессоры Gecko+ 85T/125T основаны на традиционно высоком качестве производства и предназначен для типографий со среднегодовым объемом производства до 13 тыс. м2 в год.

Raptor+ 68/85 Thermal — линейка бюджетных проявочных процессоров для обработки термальных пластин (рекомендуемое годовое потребление — до 20 000 м2 в год).

Проявочные процессоры Agfa :VXP 85S/125S — новое поколение фотополимерных проявочных процессоров, разработанных специально для нужд производств, потребляющих большой объем пластин.

Простое и доступное решение для обработки офсетных фотополимерных пластин.
Gecko+ 85P основан на традиционно высоком качестве производства и предназначен для типографий со среднегодовым объемом производства до 13 тыс. м2 в год.

Процессоры Raptor 68/85 Polymer — линейка бюджетных процессоров для обработки фотополимерных пластин с объемом загрузки до 20000 кв.м. в год.

Проявочные процессоры Glunz&Jensen Interplater 85/125P HDX — новое поколение фотополимерных проявочных процессоров, разработанных специально для нужд производств с большими объемами потребления пластин (до 60.000 кв.м. в год).

Компания Agfa Graphics представляет новейший процессор Attiro VHS, основанную революционной и запатентованной каскадной технологии. Производительность новинки достигает 3 м/мин, что составляет более 400 форм/ч, как и в новейшем CTP Agfa Advantage N-TR VHS.

:Azura C65 – это первый в мире настольный вымывной процессор для офф-лайновой обработки бесхимических пластин :Azura TS шириной до 65 см.

:C95 и :C125 — устройство промывки и гуммирования термальных пластин AGFA Azura TS, не требующих химической обработки.

Бесхимические процессоры :Azura CX85/CX125 – это новейшая серия бесхимических высокоскоростных процессоров (с шириной 85 и 125 см) для средних и крупных полиграфических производств при объемах вывода до 40000 м2/год. Уникальная конструкция процессора снижает расход раствора до 20 мл/м2 и позволяет обрабатывать до 7000 м2 пластин без смены раствора.

:VCF85 – это простой, компактный и доступный вымывной процессор от Agfa Graphics, предназначенный для обработки стандартных бесхимических пластин типа Agfa :Azura Vi или :N94VCF.
Проявочный процессор Agfa LP68 Ultra
Проявочный процессор включает секции проявки, диффузии, вымывания, промывки, финишинга и сушки. Подача пластины в процессор осуществляется системой валиков, после чего она окунается в ванну с щелочным проявителем. Проявитель фиксирует экспонированные частицы галогенида серебра в эмульсионном слое и активизирует неэкспонированную эмульсию, в результате чего частицы галогенида серебра на неэкспонированных участках приобретают способность проникать через разделительный слой к алюминиевой основе формы. Диффузия ионов серебра происходит при проводке пластины через соответствующую секцию процессора.
В секции вымывания эмульсия и разделительный слой смываются теплым щелочным водным раствором (температура 40 °С, pH 9,0-10,5) в который добавляется до 3% проявителя. Раствор подается на форму из форсунок. После этого форма промывается водой и обрабатывается теплым (40 ° С) финишером слабокислым (pH 5,8) раствором, который повышает гидрофобность печатающих элементов. Заключает обработку сушка горячим воздухом.

Подвижный пневматический стол

Процессор Agfa LP68 Ultra
Расходными материалами для проявки являются проявитель и финишер, которые поставляются в готовом виде, что исключает ошибки при определении концентрации. Средний расход проявителя 170 мл/м 2 , финишера 100 мл/м 2 , воды 125 мл/ч. Использование новой концепции циркуляции растворов позволило на 40% уменьшить технологические отходы.
«Малую» чистку процессора следует производить после обработки каждых 600 м 2 пластин или каждые две недели. Полная очистка выполняется после обработки каждых 1200м 2 пластин или один раз в месяц. По-скольку проявитель является сильной щелочью (рН 13,0), все операции по заправке проявочной машины следует производить в защитных очках и резиновых перчатках.
Проявочный процессор может комплектоваться стеккером для приема готовых печатных форм.

Технологические секции процессора
Читайте также: