
Что такое криогенный процессор
Холодильник, предназначенный для работы в криогенных условиях. температуры (ниже 120 ° K / -153 ° C) часто называют криокулером. Этот термин чаще всего используется для небольших систем, обычно настольного размера, с входной мощностью менее 20 кВт. Некоторые из них могут иметь входную мощность всего 2-3 Вт. Большие системы, например те, которые используются для охлаждения сверхпроводящих магнитов в ускорителях частиц, чаще называют криогенными холодильниками. Их входная мощность может достигать 1 МВт. В большинстве случаев в криокулерах в качестве рабочего тела используется криогенная жидкость, а также движущиеся части, которые обеспечивают циркуляцию жидкости по термодинамическому циклу. Жидкость обычно сжимается при комнатной температуре, предварительно охлаждается в теплообменнике, а затем расширяется при некоторой низкой температуре. Возвращающаяся жидкость низкого давления проходит через теплообменник для предварительного охлаждения жидкости высокого давления перед поступлением на впуск компрессора. Затем цикл повторяется.
![image]()
BONUS

Хватило сил дочитать до этого абзаца? ) Поздравляю – приятно, что я постарался не зря. Тогда предлагаю откинуться на спинку кресла и посмотреть всё описанное выше, но в виде более наглядного видеоролика – без него статья была бы не полной.
Эту статью я писал сам, пытаясь вникнуть в тонкости процесса процессоростроения. Я к тому, что в статье могут быть какие-то неточности или ошибки — если найдете что-то, дайте знать. А вообще, чтобы окончательно закрепить весь прочитанный материал и наглядно понять то, что было недопонято в моей статье, пройдите по этой ссылке. Теперь точно всё.
Успехов!
Криогенная процессор представляет собой устройство , предназначенное для достижения сверхнизких температур (обычно около -300 ° F / -150 ° С) с медленной скоростью с тем , чтобы не допустить тепловой удар к компонентам , подвергаемый лечению. Первая коммерческая единица была разработана Эдом Бушем в конце 1960-х годов. [1] Разработка программируемых микропроцессорных устройств управления позволила машинам отслеживать температурные профили, что значительно повысило эффективность процесса. Некоторые производители делают криопроцессоры вместе с домашними компьютерами для определения температурного профиля.
До того, как программируемые элементы управления были добавлены для управления криогенными процессорами, процесс «обработки» объекта выполнялся вручную путем погружения объекта в жидкий азот . [1] Это обычно вызывает тепловой удар внутри объекта, что приводит к трещинам в конструкции. Современные криогенные процессоры измеряют изменения температуры и соответственно регулируют подачу жидкого азота, чтобы гарантировать, что только небольшие частичные изменения температуры происходят в течение длительного периода времени. Их измерения температуры и корректировки объединены в «профили», которые используются для повторения процесса определенным образом при обработке схожих сгруппированных объектов.
Общий цикл обработки для современных криогенных процессоров происходит в трехдневном временном окне: 24 часа для достижения оптимальной нижней температуры продукта, 24 часа для выдержки при нижней температуре и 24 часа для возврата к комнатной температуре. В зависимости от продукта некоторые предметы могут нагреваться в духовке до еще более высоких температур. Некоторые процессоры способны обеспечивать как отрицательные, так и положительные экстремальные температуры, отдельные блоки (криогенный процессор и специальная печь) иногда могут давать лучшие результаты в зависимости от приложения.
Оптимальная температура дна для объектов, а также время выдержки определяются с использованием ряда различных методов исследования и подкреплены опытом и анализом, чтобы определить, что лучше всего работает для данного продукта. Поскольку новые металлы используются в различных комбинациях для новых продуктов на рынке, профили обработки меняются, чтобы приспособиться к изменениям в структуре. Кроме того, профили иногда могут изменяться по результатам тематического исследования, доведенного до сведения крупного производителя или потребителя криогенных услуг. Обычно, когда производитель продает криогенный процессор, он включает профили только для этого года изготовления или, что более типично, профили с момента, когда модель процессора была впервые спроектирована, что иногда может быть несколько лет назад.Многие предприятия будут включать устаревшие профили просто потому, что у них нет достаточного финансирования для проведения необходимых текущих исследований.
Для людей, которые хотят найти тепловые профили для криогеники, ряд компаний поддерживает тепловые профили различных продуктов, которые обновляются для обеспечения точности не реже нескольких раз в год в рамках текущих исследований, включая данные независимых испытаний и исследований. Однако получение этих профилей иногда затруднено, если они не используются в образовательных целях (в основном для институциональных исследований), поскольку они обычно предоставляют обновленные профили только своим давним партнерам из «сервисных центров» по всему миру.
В целом, криогенные процессоры радикально меняют привычный подход к криогенике. Много лет назад криогеника была просто теоретической и дала неоднозначные результаты, когда были улучшения. Теперь криогенные процессоры обеспечивают точные и стабильные результаты для всех продуктов, которые обрабатываются в наши дни. По мере развития технологического сектора криогенные процессоры будут становиться только лучше, поскольку они извлекают выгоду из новых компьютерных систем. Текущие исследования в будущем также улучшат их температурные профили обработки.
Привет, сокет!
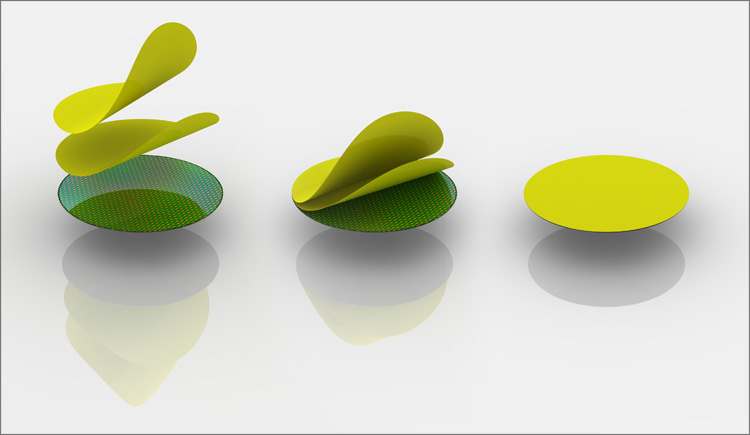
Подложка, кристалл и теплораспределительная крышка соединяются вместе – именно этот продукт мы будем иметь ввиду, говоря слово «процессор». Зеленая подложка создает электрический и механический интерфейс (для электрического соединения кремниевой микросхемы с корпусом используется золото), благодаря которому станет возможным установка процессора в сокет материнской платы – по сути, это просто площадка, на которой разведены контакты от маленького чипа. Теплораспределительная крышка является термоинтерфейсом, охлаждающим процессор во время работы – именно к этой крышке будут примыкать система охлаждения, будь то радиатор кулера или здоровый водоблок.


Сокет (разъём центрального процессора) — гнездовой или щелевой разъём, предназначенный для установки центрального процессора. Использование разъёма вместо прямого распаивания процессора на материнской плате упрощает замену процессора для модернизации или ремонта компьютера. Разъём может быть предназначен для установки собственно процессора или CPU-карты (например, в Pegasos). Каждый разъём допускает установку только определённого типа процессора или CPU-карты.

На завершающем этапе производства готовые процессоры проходят финальные испытания на предмет соответствия основным характеристикам – если все в порядке, то процессоры сортируются в нужном порядке в специальные лотки – в таком виде процессоры уйдут производителям или поступят в OEM-продажу. Еще какая-то партия пойдет на продажу в виде BOX-версий – в красивой коробке вместе со стоковой системой охлаждения.

Финишная прямая
Ура – самое сложное позади. Осталось хитрым способом соединить «остатки» транзисторов — принцип и последовательность всех этих соединений (шин) и называется процессорной архитектурой. Для каждого процессора эти соединения различны – хоть схемы и кажутся абсолютно плоскими, в некоторых случаях может использоваться до 30 уровней таких «проводов». Отдаленно (при очень большом увеличении) все это похоже на футуристическую дорожную развязку – и ведь кто-то же эти клубки проектирует!

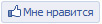
Когда обработка пластин завершена, пластины передаются из производства в монтажно-испытательный цех. Там кристаллы проходят первые испытания, и те, которые проходят тест (а это подавляющее большинство), вырезаются из подложки специальным устройством.
На следующем этапе процессор упаковывается в подложку (на рисунке – процессор Intel Core i5, состоящий из CPU и чипа HD-графики).

The end
Теперь представьте себе, что компания анонсирует, например, 20 новых процессоров. Все они различны между собой – количество ядер, объемы кэша, поддерживаемые технологии… В каждой модели процессора используется определенное количество транзисторов (исчисляемое миллионами и даже миллиардами), свой принцип соединения элементов… И все это надо спроектировать и создать/автоматизировать – шаблоны, линзы, литографии, сотни параметров для каждого процесса, тестирование… И все это должно работать круглосуточно, сразу на нескольких фабриках… В результате чего должны появляться устройства, не имеющие права на ошибку в работе… А стоимость этих технологических шедевров должна быть в рамках приличия… Почти уверен в том, что вы, как и я, тоже не можете представить себе всего объема проделываемой работы, о которой я и постарался сегодня рассказать.
Ну и еще кое-что более удивительное. Представьте, что вы без пяти минут великий ученый — аккуратно сняли теплораспределительную крышку процессора и в огромный микроскоп смогли увидеть структуру процессора – все эти соединения, транзисторы… даже что-то на бумажке зарисовали, чтобы не забыть. Как думаете, легко ли изучить принципы работы процессора, располагая только этими данными и данными о том, какие задачи с помощью этого процессора можно решать? Мне кажется, примерно такая картина сейчас видна ученым, которые пытаются на подобном уровне изучить работу человеческого мозга. Только если верить стэнфордским микробиологам, в одном человеческом мозге находится больше «транзисторов», чем во всей мировой IT-инфраструктуре. Интересно, правда?
Таблица 2
Условный предел текучести σ0,2, МПа
Предел прочности σв, МПа
Относительное удлинение δ, %
Относительное сужение ψ, %
Ударная вязкость КСU, кДж/м2
Штатная термообработка; криогенная обработка минус 196°С. Отпуск 150–160°С на воздухе
Здесь видно, что образцы, обработанные дополнительно криогенной обработкой, имеют условный предел текучести на 20% выше, чем образцы, обработанные по штатной технологии. Предел текучести является основным показателем механической прочности стали, по которому ведут расчеты на прочность при статическом нагружении, и величина которого определяет допустимые напряжения. Характеризует сопротивление малым и умеренным деформациям. Более высокие значения предела текучести позволяют реализовать мероприятия по уменьшению сечения и массы детали.
Таким образом, криогенная обработка позволяет повысить прочностные характеристики сталей и как следствие повысить надежность и ресурс изделий.
Сложно в это поверить, но современный процессор является самым сложным готовым продуктом на Земле – а ведь, казалось бы, чего сложного в этом куске железа?

Как и обещал – подробный рассказ о том, как делают процессоры… начиная с песка. Все, что вы хотели знать, но боялись спросить )
Я уже рассказывал о том, «Где производят процессоры» и о том, какие «Трудности производства» на этом пути стоят. Сегодня речь пойдет непосредственно про само производство – «от и до».
СОДЕРЖАНИЕ
Теплообменники - важные компоненты всех криокулеров. Идеальные теплообменники не имеют гидравлического сопротивления, а температура выходящего газа такая же, как (фиксированная) температура корпуса T X теплообменника. Обратите внимание, что даже идеальный теплообменник не повлияет на температуру газа T i на входе . Это приводит к убыткам.
Важным элементом холодильников, работающих с колебательными потоками, является регенератор. Регенератор состоит из матрицы из твердого пористого материала, такого как гранулированные частицы или металлические сита, через которые газ течет вперед и назад. Материал периодически сохраняет тепло и выделяет его. Тепловой контакт с газом должен быть хорошим, а гидравлическое сопротивление матрицы должно быть низким. Это противоречивые требования. Термодинамические и гидродинамические свойства регенераторов сложны, поэтому обычно строят упрощающие модели. В своей крайней форме идеальный регенератор обладает следующими свойствами:
- большая объемная теплоемкость материала;
- идеальный тепловой контакт между газом и матрицей;
- нулевое гидравлическое сопротивление матрицы;
- нулевая пористость (это объемная доля газа);
- нулевая теплопроводность в направлении потока;
- газ идеальный.
Прогресс в области криоохладителей в последние десятилетия в значительной степени обусловлен разработкой новых материалов, имеющих высокую теплоемкость ниже 10 К. [1]

Рис.1 Принципиальная схема охладителя Стирлинга. Система имеет один поршень при температуре окружающей среды Т а и один поршня , при низкой температуре T L .
Базовый тип кулера Стирлинга изображен на рисунке 1. Он состоит из (слева направо):
- поршень
- пространство сжатия и теплообменник (все при температуре окружающей среды Ta )
- регенератор
- теплообменник
- пространство расширения
- поршневой (все при низкой температуре TL ).
Слева и справа тепловой контакт с окружающей средой при температурах T a и T L должен быть идеальным, так что сжатие и расширение являются изотермическими . Работа, выполняемая при расширении, используется для уменьшения общей потребляемой мощности. Обычно рабочим телом является гелий .

Цикл охлаждения разделен на 4 этапа, как показано на рисунке 2. Цикл начинается, когда два поршня находятся в крайнем левом положении:
- От а до б. Горячий поршень перемещается вправо, в то время как холодный поршень фиксируется. Температура сжатого газа на горячем конце изотермическая (по определению), поэтому тепло Qa отдается окружающей среде при температуре окружающей среды Ta .
- От б до в. Два поршня перемещаются вправо. Объем между двумя поршнями остается постоянным. Горячий газ поступает в регенератор с температурой Та и выходит из него с температурой TL . Газ отдает тепло материалу регенератора.
- От c до d. Холодный поршень перемещается вправо, а теплый поршень зафиксирован. Расширение изотермические и тепла Qл поглощается. Это полезная охлаждающая способность.
- От д до а. Два поршня перемещаются влево, при этом общий объем остается постоянным. Газ поступает в регенератор с низкой температурой TL и выходит из него с высокой температурой Ta, поэтому тепло отбирается у материала регенератора. В конце этого шага состояние кулера такое же, как и в начале.

На диаграмме pV (рис. 3) соответствующий цикл состоит из двух изотерм и двух изохор. Объем V - это объем между двумя поршнями. На практике цикл не делится на отдельные шаги, как описано выше. Обычно движения обоих поршней приводятся в движение общими поворотными осями, что делает движения гармоничными. Разница фаз между движениями двух поршней составляет около 90 °. В идеальном случае цикл является обратимым, поэтому COP (соотношение охлаждающей мощности и входной мощности) равно COP Карно, определяемому T L / ( T a - T L ).
Не так практично иметь холодный поршень, как описано выше, поэтому во многих случаях вместо холодного поршня используется вытеснитель. Вытеснитель - это твердое тело, которое движется вперед и назад в холодной головке, перемещая газ вперед и назад между теплым и холодным концом холодной головки через регенератор. Для перемещения буйка не требуется никаких действий, поскольку в идеале на нем не должно быть падения давления. Обычно его движение сдвинуто по фазе с поршнем на 90 градусов. В идеальном случае COP также равен COP Карно.

Рис.4 Принципиальная схема холодильника Стирлинга с разделенной парой. Охлаждающая сила поступает в теплообменник холодного пальца. Обычно тепловые потоки настолько малы, что нет необходимости в физических теплообменниках вокруг разъемной трубы.
Другой тип охладителя Стирлинга - это парный охладитель (рис. 4), состоящий из компрессора, разъемной трубы и холодного пальца. Обычно это два поршня, движущихся в противоположных направлениях, приводимые в действие магнитными полями переменного тока (как в динамиках). Поршни могут быть подвешены на так называемых изогнутых подшипниках. Они обеспечивают жесткость в радиальном направлении и гибкость в осевом направлении. Поршни и корпус компрессора не соприкасаются, поэтому смазочные материалы не требуются и износ отсутствует. Регенератор в холодном пальце подвешен на пружине. Охладитель работает на частоте, близкой к резонансной частоте системы масса-пружина холодного пальца.

Рис.5 Принципиальная схема GM-кулера. V l и V h - буферные объемы компрессора. Теплота сжатия отводится охлаждающей водой компрессора через теплообменник. Поворотные клапаны попеременно подключают охладитель к сторонам высокого и низкого давления компрессора и работают синхронно с поплавком.
Кулеры Gifford-McMahon (GM) [2] нашли широкое применение во многих низкотемпературных системах, например, в МРТ и крионасосах. Фиг.5 - схематическая диаграмма. Гелий под давлением от 10 до 30 бар является рабочим телом. Холодная головка содержит пространство сжатия и расширения, регенератор и вытеснитель. Обычно регенератор и вытеснитель объединены в один корпус. Изменения давления в холодной головке достигаются путем периодического подключения ее к сторонам высокого и низкого давления компрессора с помощью вращающегося клапана. Его положение синхронизировано с движением буйка. При открытии и закрытии клапанов происходят необратимые процессы, поэтому у GM-охладителей есть собственные потери. Это явный недостаток кулера данного типа.Преимущество состоит в том, что тактовые частоты компрессора и вытеснителя не связаны, так что компрессор может работать на частоте сети (50 или 60 Гц), в то время как цикл холодной головки составляет 1 Гц. Таким образом, рабочий объем компрессора может быть в 50 (60) раз меньше, чем охладитель. В принципе, можно использовать (дешевые) компрессоры бытовых холодильников, но необходимо предотвратить перегрев компрессора, так как он не рассчитан на гелий. Также необходимо предотвратить попадание паров масла в регенератор с помощью качественных очистных ловушек.но необходимо предотвратить перегрев компрессора, так как он не предназначен для работы с гелием. Также необходимо предотвратить попадание паров масла в регенератор с помощью качественных очистных ловушек.но необходимо предотвратить перегрев компрессора, так как он не предназначен для работы с гелием. Также необходимо предотвратить попадание паров масла в регенератор с помощью качественных очистных ловушек.

Цикл можно разделить на четыре этапа, как показано на рисунке 6, следующим образом:
Цикл начинается с закрытого клапана низкого давления (lp), открытого клапана высокого давления (hp) и перемещения буйка полностью вправо (то есть в холодных регионах). Весь газ комнатной температуры.
- От а до б. Вытеснитель перемещается влево, а холодная головка подсоединяется к компрессору со стороны высокого давления. Газ проходит из регенератора , поступающего в регенератор при температуре окружающей среды Та и оставляя его с температурой TL . Тепло передается газом материалу регенератора.
- От б до в. Клапан высокого давления закрыт, а клапан низкого давления открыт при фиксированном положении буйка. Часть газа проходит через регенератор на сторону низкого давления компрессора. Газ расширяется. Расширение является изотермическим, поэтому тепло отводится от приложения. Именно здесь вырабатывается полезная охлаждающая способность.
- От c до d. Вытеснитель перемещается вправо, при этом холодная головка подсоединяется к стороне низкого давления компрессора, заставляя холодный газ проходить через регенератор, забирая тепло от регенератора.
- От д до а. Клапан низкого давления закрыт, а клапан высокого давления открыт при фиксированном положении буйка. Теперь газ, находящийся в горячем конце холодной головки, сжимается, и тепло передается в окружающую среду. В конце этого шага мы снова находимся в позиции а.

Холодильник пульсационной трубы обрабатывают в отдельной статье. Для полноты картины на рисунке 7 схематически изображен так называемый одноходовой ПТР типа Стирлинга. Слева направо он состоит из: поршня, который движется вперед и назад; теплообменник X₁ (после охладителя), в котором тепло отдается при комнатной температуре ( T a ) в охлаждающую воду или в окружающую среду; регенератор; теплообменник X L при низкой температуре ( T L ), в котором тепло поглощается от устройства; трубка, часто называемая пульсовой трубкой; теплообменник X₃ до комнатной температуры ( T a ); гидравлическое сопротивление (отверстие); буферный объем, в котором давление p B практически постоянно.

Рис. 8 Принципиальная схема ожижителя JT. Часть x сжатого газа удаляется как жидкость. При комнатной температуре он подается в виде газа под давлением 1 бар, так что система находится в установившемся режиме.
Кулер Джоуля-Томсона (JT) был изобретен Карлом фон Линде и Уильямом Хэмпсоном, поэтому его также называют кулером Линде-Хэмпсона. Это простой тип охладителя, который широко применяется в качестве криохладителя или в качестве (заключительной стадии) охлаждающей жидкости. Его можно легко уменьшить, но он также широко используется при сжижении природного газа. Принципиальная схема ожижителя JT приведена на рисунке 8. Он состоит из компрессора, противоточного теплообменника, клапана JT и резервуара.
На рисунке 8 значения давления и температуры относятся к разжижителю азота. На входе в компрессор газ имеет комнатную температуру (300 К) и давление 1 бар (точка а). Теплота сжатия удаляется охлаждающей водой. После сжатия температура газа равна температуре окружающей среды (300 K), а давление составляет 200 бар (точка b). Затем он поступает на теплую сторону (высокого давления) противоточного теплообменника, где предварительно охлаждается. Он покидает теплообменник в точке c. После JT расширения, точка d, он имеет температуру 77,36 К и давление 1 бар. Жидкая фракция - x . Жидкость покидает систему на дне резервуара (точка е), а газ (фракция 1- x ) течет на холодную сторону (низкого давления) противоточного теплообменника (точка f). Он покидает теплообменник при комнатной температуре (точка а). Чтобы поддерживать систему в устойчивом состоянии, подается газ для компенсации жидкой фракции x , которая была удалена.
При использовании в качестве криохладителя предпочтительнее использовать газовые смеси вместо чистого азота. Таким образом повышается эффективность, и высокое давление намного ниже 200 бар.
Более подробное описание холодильников Джоуля-Томсона и холодильников Джоуля-Томсона можно найти в [3]

Intel показала контроллер кубитов Horse Ridge. Он может работать даже при очень низких температурах с использованием транзисторов FinFET и выдерживает охлаждение до 4К (−269 ºC). Horse Ridge в будущем поможет масштабировать многокубитовые квантовые системы, и они будут достигать сотен тысяч и даже миллионов кубитов.
Horse Ridge ― это высокоинтегрированная SoC со смешанным сигналом, которая переносит элементы управления кубитами в квантовый холодильник ― как можно ближе к самим кубитам. Контроллер разработали совместно с учеными из QuTech, TU Delft и TNO (Нидерландской организации прикладных научных исследований). Разработка приближает эпоху практических квантовых вычислений, так как избавляет такого рода машины от сложной и объемной системы коммуникаций, которые соединяют управляющую стойку с кубитами.
Квантовый процессор, который состоит из нескольких кубитов, находится в экране, который защищен от радиочастотных излучений. Он охлажден до нескольких милликельвинов, то есть температура лишь на долю выше абсолютного нуля (−273,15 ºC). Процессор соединен с окружающей средой кабелями. Они пропущены через камеры с несколько более высокой температурой. Камеры включают вспомогательное оборудование для усиления сигнала и преобразования компьютерных команд в инструкции. Наружное управление осуществляет серверная стойка. Объем современного квантового вычислителя не превышает 50 кубитов, и даже такая система требует оборудования, которое занимает практически целую комнату.
Horse Ridge разместили на минимальном расстоянии от квантового процессора. Однако его нельзя поместить рядом с криогенным квантовым процессором, который имеет более низкую температуру. В Intel отметили, что в будущем может быть создан удобно масштабируемая пара, включающая контроллер и квантовый процессор. При этом могут быть использованы квантовые процессоры на спиновых кубитах (на кремниевых чипах, когда кубитом может выступить один электрон).Такие процессоры способны работать при более высоких температурах. Intel удалось поднять рабочую температуру такого процессора до 1,6 К. Если же контроллеры и кубитовые процессоры смогут работать при одинаковой температуре, то строение квантовых компьютеров сильно упростится, и станет возможен их коммерческий массовый выпуск.
В сентябре НАСА опубликовало доклад специалистов Google, которые заявили, что при помощи квантового компьютера «Sycamore» (Платан) с 53-кубитовым процессором удалось выполнить очень сложный программный расчет всего за 200 секунд. При этом самый современный мощный суперкомпьютер Summit смог бы произвести подобный результат лишь за 10 тысяч лет. Также, по оценкам специалистов компании, выполнение того же эксперимента на сервере Google Cloud заняло бы 50 трлн часов (5,7 млрд лет).
Позднее отдел квантовых вычислений компании IBM заявил, что Google ложно сообщила о достижении квантового превосходства, так как обычный вычислитель справится с этой задачей в худшем случае за 2,5 дня, и при этом полученный ответ будет точнее, чем у квантового компьютера. Такой вывод исследователи сделали по итогам проведенного теоретического анализа нескольких способов оптимизации.
Процессы упрочнения полуфабрикатов, заготовок и особенно готовых деталей являются одним из главных резервов повышения эффективности использования металла. Эта проблема непосредственно связана с повышением надежности, долговечности машин и их эксплуатационных характеристик и поэтому должна решаться в комплексе, начиная с выбора рациональной конструкции изделий и заканчивая использованием технологических методов, обеспечивающих высокие эксплуатационные характеристики наиболее нагруженных деталей.
Таблица 1
Условный предел текучести σ0,2, МПа
Предел прочности σв, МПа
Относительное удлинение δ, %
Относительное сужение ψ, %
Ударная вязкость КСU, кДж/м2
Закалка 1000–1050°С в масло; обработка холодом минус 70-80°С; отпуск 150–160°С на воздухе
Закалка в масло 1000–1050°С; отпуск при 150-300°С; охлаждение на воздухе
Из таблицы видно, что при криогенной обработке возрастают предел текучести на 4%, предел временного сопротивления на 15% и твердость на 3 единицы НRC.
В таблице 2 приведены механические свойства доэфтектоидной хромистой конструкционной стали 40Х до и после криогенной обработки.
Уроки химии
Давайте рассмотрим весь процесс более подробно. Содержание кремния в земной коре составляет порядка 25-30% по массе, благодаря чему по распространённости этот элемент занимает второе место после кислорода. Песок, особенно кварцевый, имеет высокий процент содержания кремния в виде диоксида кремния (SiO2) и в начале производственного процесса является базовым компонентом для создания полупроводников.

Первоначально берется SiO2 в виде песка, который в дуговых печах (при температуре около 1800°C) восстанавливают коксом:
Данные реакции с использованием рецикла образующихся побочных кремнийсодержащих веществ снижают себестоимость и устраняют экологические проблемы:
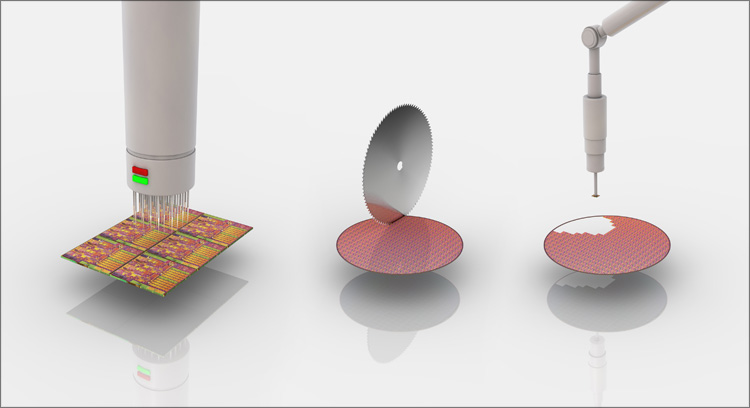
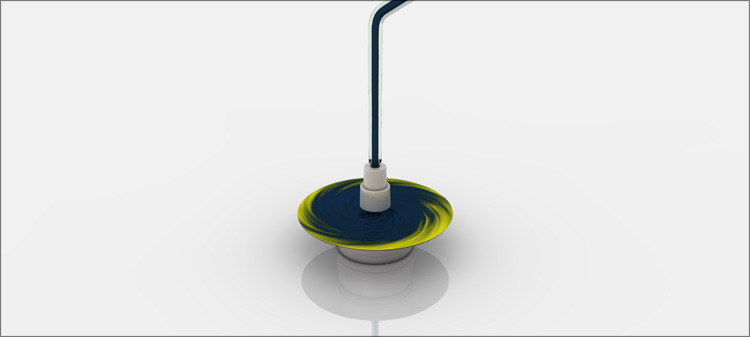
Получившийся в результате водород можно много где использовать, но самое главное то, что был получен «электронный» кремний, чистый-пречистый (99,9999999%). Чуть позже в расплав такого кремния опускается затравка («точка роста»), которая постепенно вытягивается из тигля. В результате образуется так называемая «буля» — монокристалл высотой со взрослого человека. Вес соответствующий — на производстве такая дуля весит порядка 100 кг.
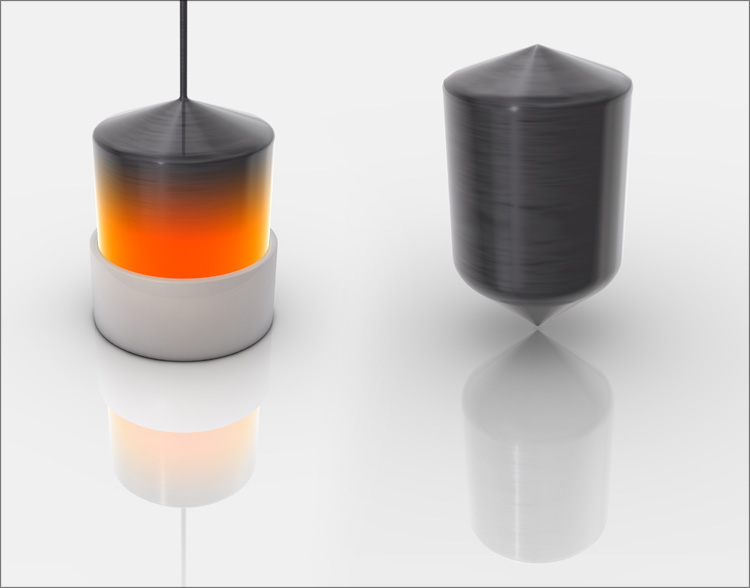
Слиток шкурят «нулёвкой» :) и режут алмазной пилой. На выходе – пластины (кодовое название «вафля») толщиной около 1 мм и диаметром 300 мм (~12 дюймов; именно такие используются для техпроцесса в 32нм с технологией HKMG, High-K/Metal Gate). Когда-то давно Intel использовала диски диаметром 50мм (2"), а в ближайшем будущем уже планируется переход на пластины с диаметром в 450мм – это оправдано как минимум с точки зрения снижения затрат на производство чипов. К слову об экономии — все эти кристаллы выращиваются вне Intel; для процессорного производства они закупаются в другом месте.
Каждую пластину полируют, делают идеально ровной, доводя ее поверхность до зеркального блеска.
Производство чипов состоит более чем из трёх сотен операций, в результате которых более 20 слоёв образуют сложную трёхмерную структуру – доступный на Хабре объем статьи не позволит рассказать вкратце даже о половине из этого списка :) Поэтому совсем коротко и лишь о самых важных этапах.
Итак. В отшлифованные кремниевые пластины необходимо перенести структуру будущего процессора, то есть внедрить в определенные участки кремниевой пластины примеси, которые в итоге и образуют транзисторы. Как это сделать? Вообще, нанесение различных слоев на процессорную подложу это целая наука, ведь даже в теории такой процесс непрост (не говоря уже о практике, с учетом масштабов)… но ведь так приятно разобраться в сложном ;) Ну или хотя бы попытаться разобраться.
Можно выделить следующие основные цели использования криогенной обработки стали:
- повышение твердости, износостойкости, прочности за счет перехода остаточного аустенита в мартенсит;
- улучшение формоустойчивости и стабильности размеров после обработки;
- увеличение ударной прочности и износостойкости за счет образования мелкодисперсных карбидов в легированных сталях;
- увеличение ресурса за счет снятия остаточных напряжений.
Повышение твердости, прочности и как следствие повышение износостойкости за счет перехода остаточного аустенита в мартенсит при криогенной обработке хорошо изучены. Температура мартенситного превращения не зависит от скорости охлаждения и определяется содержанием углерода в стали. Чем больше в стали углерода, тем сильнее понижается точка мартенситного превращения. Для стали любого состава переход аустенита в мартенсит протекает в некотором интервале температур. В точке начала мартенситного превращения переход аустенита в мартенсит происходит с очень большой скоростью и в течение нескольких тысячных долей секунды большая часть аустенита (примерно 70%) переходит в мартенсит, после чего процесс замедляется. Оставшееся количество не превращенного аустенита переходит в мартенсит по мере понижения температуры, и процесс прекращается в точке конца мартенситного превращения. Положение точки конца мартенситного превращения определяется содержанием в стали углерода. Для стали с содержанием углерода 0,6% точка конца мартенситного превращения находится ниже комнатной температуры. Количество остаточного аустенита в простой углеродистой стали зависит от содержания углерода и от температуры закалки: чем больше углерода в стали и выше температура нагрева под закалку, тем больше сохраняется остаточного аустенита в структуре закаленной стали.
Количество остаточного аустенита особенно резко увеличивается с повышением температуры закалки заэвтектоидной стали. Наиболее широко применяемыми в промышленности заэвтектоидными сталями являются конструкционная шарикоподшипниковая сталь, быстрорежущие стали, инструментальные штамповые стали.
Улучшение формоустойчивости и стабильности размеров после обработки необходимо для измерительных и медицинских инструментов, шарикоподшипников. Эти стали имеют повышенное количество углерода (более 1%) и после закалки и низкого отпуска имеют высокую твердость.
В закаленной высокоуглеродистой стали при комнатной температуре в течение продолжительного времени протекает процесс старения, который заключается в частичном распаде мартенсита и превращении некоторого количества остаточного аустенита в мартенсит. Эти процессы вызывают небольшое изменение объема и линейных размеров изделий, недопустимое для измерительных инструментов высоких классов точности. Для предупреждения старения измерительные инструменты после закалки подвергают криогенной обработке и отпуску.
Увеличение ударной прочности и износостойкости за счет образования мелкодисперсных карбидов в легированных сталях обусловлено зарождением новых центров кристаллизации, которые упорядоченно строят однослойный кристалл. При криогенной обработке на однослойный кристалл наслаиваются новые атомы, и происходит рост кристалла. Чем больше в стали изоморфных примесей, тем больше центров кристаллизации, тем мельче получается зерно. Наилучшими изоморфными примесями являются ниобий, вольфрам, молибден, хром, титан, ванадий.
Увеличение ресурса за счет снятия внутренних остаточных напряжений. Внутренние напряжения возникают в процессе быстрого нагрева и охлаждения металла вследствие неодинакового расширения или сжатия поверхностных и внутренних слоев, при неравномерной деформации и структурных превращениях по объему. Внутренние напряжения сильно влияют на свойства и на превращения, протекающие в металлах. Структурные изменения, протекающие во время криогенной обработки, способствуют снятию внутренних напряжений металла. Этот механизм работает не только на сталях, но и на сплавах цветных металлов на основе титана, алюминия, меди.
Для криогенной обработки применяется современное технологическое оборудование (рис. 1), отвечающее требовательным нормам пятого технологического уклада. Влияние человеческого фактора на результат обработки минимизировано.
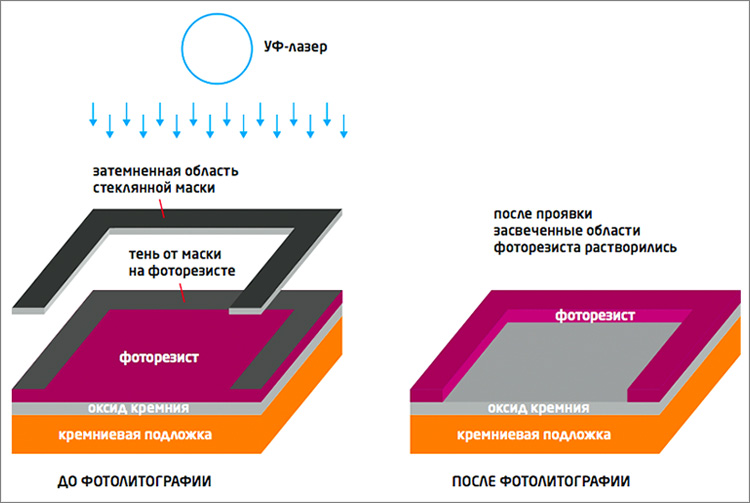
Фотолитография
Проблема решается с помощью технологии фотолитографии — процесса избирательного травления поверхностного слоя с использованием защитного фотошаблона. Технология построена по принципу «свет-шаблон-фоторезист» и проходит следующим образом:
— На кремниевую подложку наносят слой материала, из которого нужно сформировать рисунок. На него наносится фоторезист — слой полимерного светочувствительного материала, меняющего свои физико-химические свойства при облучении светом.
— Производится экспонирование (освещение фотослоя в течение точно установленного промежутка времени) через фотошаблон
— Удаление отработанного фоторезиста.
Нужная структура рисуется на фотошаблоне — как правило, это пластинка из оптического стекла, на которую фотографическим способом нанесены непрозрачные области. Каждый такой шаблон содержит один из слоев будущего процессора, поэтому он должен быть очень точным и практичным.

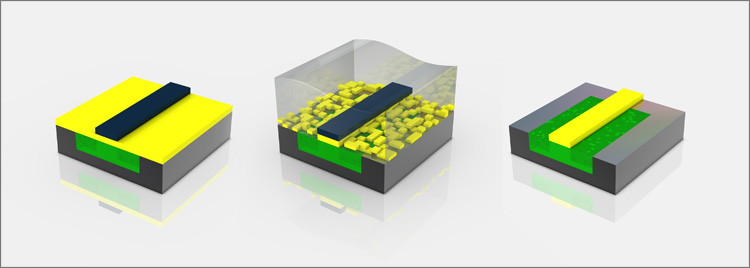
Иной раз осаждать те или иные материалы в нужных местах пластины просто невозможно, поэтому гораздо проще нанести материал сразу на всю поверхность, убрав лишнее из тех мест, где он не нужен — на изображении выше синим цветом показано нанесение фоторезиста.
Пластина облучается потоком ионов (положительно или отрицательно заряженных атомов), которые в заданных местах проникают под поверхность пластины и изменяют проводящие свойства кремния (зеленые участки — это внедренные чужеродные атомы).
Как изолировать области, не требующие последующей обработки? Перед литографией на поверхность кремниевой пластины (при высокой температуре в специальной камере) наносится защитная пленка диэлектрика – как я уже рассказывал, вместо традиционного диоксида кремния компания Intel стала использовать High-K-диэлектрик. Он толще диоксида кремния, но в то же время у него те же емкостные свойства. Более того, в связи с увеличением толщины уменьшен ток утечки через диэлектрик, а как следствие – стало возможным получать более энергоэффективные процессоры. В общем, тут гораздо сложнее обеспечить равномерность этой пленки по всей поверхности пластины — в связи с этим на производстве применяется высокоточный температурный контроль.
Так вот. В тех местах, которые будут обрабатываться примесями, защитная пленка не нужна – её аккуратно снимают при помощи травления (удаления областей слоя для формирования многослойной структуры с определенными свойствами). А как снять ее не везде, а только в нужных областях? Для этого поверх пленки необходимо нанести еще один слой фоторезиста – за счет центробежной силы вращающейся пластины, он наносится очень тонким слоем.
В фотографии свет проходил через негативную пленку, падал на поверхность фотобумаги и менял ее химические свойства. В фотолитографии принцип схожий: свет пропускается через фотошаблон на фоторезист, и в тех местах, где он прошел через маску, отдельные участки фоторезиста меняют свойства. Через маски пропускается световое излучение, которое фокусируется на подложке. Для точной фокусировки необходима специальная система линз или зеркал, способная не просто уменьшить, изображение, вырезанное на маске, до размеров чипа, но и точно спроецировать его на заготовке. Напечатанные пластины, как правило, в четыре раза меньше, чем сами маски.

Весь отработанный фоторезист (изменивший свою растворимость под действием облучения) удаляется специальным химическим раствором – вместе с ним растворяется и часть подложки под засвеченным фоторезистом. Часть подложки, которая была закрыта от света маской, не растворится. Она образует проводник или будущий активный элемент – результатом такого подхода становятся различные картины замыканий на каждом слое микропроцессора.
Собственно говоря, все предыдущие шаги были нужны для того, чтобы создать в необходимых местах полупроводниковые структуры путем внедрения донорной (n-типа) или акцепторной (p-типа) примеси. Допустим, нам нужно сделать в кремнии область концентрации носителей p-типа, то есть зону дырочной проводимости. Для этого пластину обрабатывают с помощью устройства, которое называется имплантер — ионы бора с огромной энергией выстреливаются из высоковольтного ускорителя и равномерно распределяются в незащищенных зонах, образованных при фотолитографии.
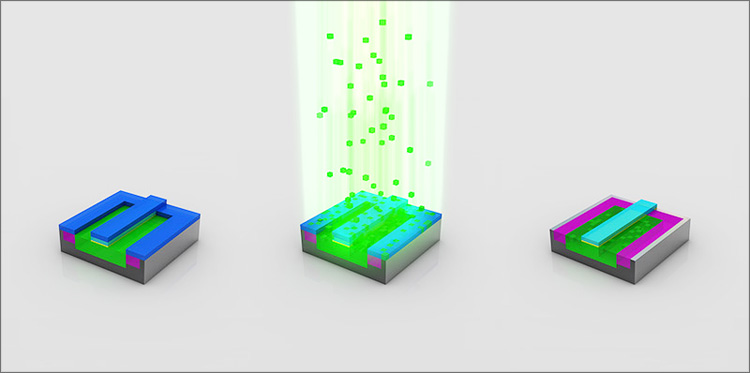
Там, где диэлектрик был убран, ионы проникают в слой незащищенного кремния – в противном случае они «застревают» в диэлектрике. После очередного процесса травления убираются остатки диэлектрика, а на пластине остаются зоны, в которых локально есть бор. Понятно, что у современных процессоров может быть несколько таких слоев — в таком случае на получившемся рисунке снова выращивается слой диэлектрика и далее все идет по протоптанной дорожке — еще один слой фоторезиста, процесс фотолитографии (уже по новой маске), травление, имплантация… ну вы поняли.
Характерный размер транзистора сейчас — 32 нм, а длина волны, которой обрабатывается кремний — это даже не обычный свет, а специальный ультрафиолетовый эксимерный лазер — 193 нм. Однако законы оптики не позволяют разрешить два объекта, находящиеся на расстоянии меньше, чем половина длины волны. Происходит это из-за дифракции света. Как быть? Применять различные ухищрения — например, кроме упомянутых эксимерных лазеров, светящих далеко в ультрафиолетовом спектре, в современной фотолитографии используется многослойная отражающая оптика с использованием специальных масок и специальный процесс иммерсионной (погружной) фотолитографии.
Логические элементы, которые образовались в процессе фотолитографии, должны быть соединены друг с другом. Для этого пластины помещают в раствор сульфата меди, в котором под действием электрического тока атомы металла «оседают» в оставшихся «проходах» — в результате этого гальванического процесса образуются проводящие области, создающие соединения между отдельными частями процессорной «логики». Излишки проводящего покрытия убираются полировкой.

Производство процессоров
Когда фабрика для производства процессоров по новой технологии построена, у нее есть 4 года на то, чтобы окупить вложенные средства (более $5млрд) и принести прибыль. Из несложных секретных расчетов получается, что фабрика должна производить не менее 100 работающих пластин в час.
Вкратце процесс изготовления процессора выглядит так: из расплавленного кремния на специальном оборудовании выращивают монокристалл цилиндрической формы. Получившийся слиток охлаждают и режут на «блины», поверхность которых тщательно выравнивают и полируют до зеркального блеска. Затем в «чистых комнатах» полупроводниковых заводов на кремниевых пластинах методами фотолитографии и травления создаются интегральные схемы. После повторной очистки пластин, специалисты лаборатории под микроскопом производят выборочное тестирование процессоров – если все «ОК», то готовые пластины разрезают на отдельные процессоры, которые позже заключают в корпуса.
К технологическим методам управления уровнем прочности металлов можно отнести:
- легирование;
- термическую обработку;
- химико-термическую обработку;
- пластическую деформацию (наклеп);
- термомеханическую обработку;
- криогенную обработку.
Самый высокий уровень свойств конструкционных сталей в настоящее время можно получить методами термомеханической обработки, основанными на совмещении операций пластической деформации и термической обработки. Пластическая деформация осуществляется выше точки фазовых превращений стали, а последующее резкое охлаждение (закалка) фиксирует промежуточное структурное состояние стали. Последующий за термомеханической обработкой отпуск фиксирует более устойчивое структурное состояние, несколько снижает твердость и прочность, увеличивает вязкость и значительно снижает внутренние напряжения.
Варьирование методов и технологических режимов термомеханической обработки, криогенной обработки и последующего отпуска обеспечивает различное структурное состояние и сочетание механических свойств стали.
Криогенная обработка не является окончательной операцией. Чтобы уменьшить напряжения, вызванные закалкой или термомеханической обработкой, и получить требуемые механические свойства, сталь после криогенной обработки обязательно подвергают отпуску.
Криогенной обработкой стали называется охлаждение закаленной стали до температуры ниже конца мартенситного превращения, т. е. до температуры жидкого азота, со скоростью ниже критической, выдержке для завершения фазовых превращений и последующем нагреве до нормальной температуры.
Криогенная обработка проводится однократно и не нуждается в повторении, поскольку свойства материала, приобретенные в результате закалки и глубокой обработки холодом, сохраняются в течение всего срока службы изделия.
Хотя криогенная обработка относится к объемным методам упрочнения, но также эффективно её применение на цементируемых сталях, сердцевина которых должна обладать большой прочностью при повышенной вязкости, а поверхность — хорошо сопротивляться истиранию.
Криогенной обработке подвергают, в большинстве случаев, изделия с высоким содержанием углерода в стали, в структуре которой после закалки или термомеханической обработки сохраняется большое количество остаточного аустенита.
В развитие криогенной обработки значительный вклад внесли отечественные ученые, такие как Гуляев А.П., Вязников Н.Ф., Положенцев В.С., Воробьев В.Г. и другие.

Оборудование включает:
- процессор криогенный;
- датчик температуры;
- ёмкость с жидким азотом;
- клапан электромагнитный;
- контроллер;
- персональный компьютер.
Криососуд обеспечивает автоматическую передачу газообразного азота под заданным давлением в криокамеру.
Криокамера позволяет одновременно обрабатывать до 900 кг продукции. Конструкция камеры обеспечивает протекание «сухого процесса» обработки, исключая контакт обрабатываемых деталей с жидким азотом, что устраняет возможность термического удара.
Криопроцессор обеспечивает управление процесса криогенной обработки. Варьируемыми параметрами процесса являются: температура, скорости охлаждения и возврата к комнатной температуре, время выдержки.
В зависимости от марки стали и количества остаточного аустенита твердость стали при криогенной обработке повышается на 2–8 HRC, а условный предел текучести стали σ0,2 повышается до 20%, предел прочности σв повышается до 15%.
При закалке быстрорежущей стали температура конца мартенситного превращения лежит значительно ниже 00С, поэтому в структуре стали после закалки сохраняется значительное количество остаточного аустенита (более 18%). При дальнейшем охлаждении закаленной быстрорежущей стали до температуры минус 80 — 2000С приостановившийся процесс мартенситного превращения возобновляется, это сопровождается повышением твердости на 4 — 6 HRC. После криогенной обработки количество остаточного аустенита (до минус 1000С) в структуре быстрорежущей стали обычно не превышает 5 — 8%.
Если предусмотрена криогенная обработка, то многократный отпуск можно заменить однократным.
При отпуске стали, обработанной холодом, твердость несколько понижается (1–2 HRC), однако инструмент становится менее хрупким и получает более стабильные размеры.
Криогенная обработка повышает производительность инструмента из быстрорежущей стали на 10 — 20%, так как переход остаточного аустенита в мартенсит при низкой температуре не обедняет углеродом мартенситную основу структуру, как это происходит при отпуске.
В таблице 1 приведены механические свойства коррозионно-стойкой стали 95×18 до и после криогенной обработки.
Читайте также: