
Mach3 зависает при больших файлах
Проблема следующая, сбивается координата.
Подробнее: изначально положение фрезы обнулено, в ручном режиме подганяю вылет фрезы (одной рукой стрелки на ноуте давлю, другой прокручиваю цанговый патрон). Потом ни с того ни с сего в координатных строчках появляются "левые" значения!! Все, ноль потерян (допустим после фрезеровки нужно сделать "понижение" по наружному контуру) уже точно в ноль не попаду.
У кого такое было или в чем дело?
И есть еще неприятная особенность у станка. Хоть ноутбук вроде и пластмасовый, но когда касаешься станка - то он током бьется. Станина у меня сравнительно хорошо заземлена. Это выходит нужно плюс или минус блока питания ноутбука тоже заземлить??
Проблема следующая, сбивается координата.
Подробнее: изначально положение фрезы обнулено, в ручном режиме подганяю вылет фрезы (одной рукой стрелки на ноуте давлю, другой прокручиваю цанговый патрон). Потом ни с того ни с сего в координатных строчках появляются "левые" значения!! Все, ноль потерян (допустим после фрезеровки нужно сделать "понижение" по наружному контуру) уже точно в ноль не попаду.У кого такое было или в чем дело?
И есть еще неприятная особенность у станка. Хоть ноутбук вроде и пластмасовый, но когда касаешься станка - то он током бьется. Станина у меня сравнительно хорошо заземлена. Это выходит нужно плюс или минус блока питания ноутбука тоже заземлить??
А вовремя манипуляций работает ещё какая-нибудь программа?Например,если запущен Арткам,подобные странности происходят.А если руками не касаетесь цанги,тоже такое происходит?Током "бьётся"один раз,или при повторном касании опять и всегда?Если один раз,может электростатика.Если станок и контроллеры хорошо заземлёны,то через ЛПТ-кабель у Вас и комп заземлится,дополнительно комп заземлять не нужно.Проверьте целостность экрана ЛПТ-кабеля и целостность жил,которые"сидят"на массе.В ходу много кабелей без этих жил и даже без экрана,проверьте,не Ваш случай?После того как заэкранировал кабели,которые идут на шаговые двигатели,кабель на фрезер и разнёс их подальше друг от друга,подобные сбои не появляются.
Я тоже с ноутбука управляю, ноутбук меня не бьет а станок постоянно "бодрит" статикой
Станок заземлен.
Электрики шутят: надо с конденсатором к нему подходить
Вот бы кто, знающий, просветил, как от статики избавиться?
Если станок заземлен то током от него бить не может, а вообще все вопросы касательно помех и статики не относящиеся к Mach лучше обсудить здесь частотник создает помехи
А вовремя манипуляций работает ещё какая-нибудь программа?Например,если запущен Арткам,подобные странности происходят.А если руками не касаетесь цанги,тоже такое происходит?Током "бьётся"один раз,или при повторном касании опять и всегда?Если один раз,может электростатика.Если станок и контроллеры хорошо заземлёны,то через ЛПТ-кабель у Вас и комп заземлится,дополнительно комп заземлять не нужно.Проверьте целостность экрана ЛПТ-кабеля и целостность жил,которые"сидят"на массе.В ходу много кабелей без этих жил и даже без экрана,проверьте,не Ваш случай?После того как заэкранировал кабели,которые идут на шаговые двигатели,кабель на фрезер и разнёс их подальше друг от друга,подобные сбои не появляются.
Отредактировано appo (Сегодня 12:18:19)
>>>А вовремя манипуляций работает ещё какая-нибудь программа?
Нет, только Мач.
>>>А если руками не касаетесь цанги,тоже такое происходит?
Пока не заметил такого. А координата слитает периодически, уже раз десять точно, и в самый неподходящий момент - после фрезеровки, когда нужно переставить фрезу и "оконтурить". Я уже даже придумал выход с проблемы: где-то на заготовке где не будет фрезеровки я 6-ти мм фрезой делаю отверстие и записываю его координаты, и когда координата сбивается, я в ручном режиме подвожу фрезу к отверстию и присваиваю нужные координаты, но это не метод, не всегда это делаю, а гогда уже не сделал - то деталь может уже "пропасть".
>>>Током "бьётся"один раз,или при повторном касании опять и всегда?
Не могу определенно ответить. но когда после дождя вода в мастерскую на пол попадает (пол бетонный), то к ноуту вообще хоть не касайся, может так ушарашить что мало не покажется (может преувеличил, но достаточно неприятно тачпад бьется).
>>>Если станок и контроллеры хорошо заземлёны,то через ЛПТ-кабель у Вас и комп заземлится,дополнительно комп заземлять не нужно.
Заземлена только станина станка! Контроллеры не заземлены. Питаются от импульсного блока ритания.
>>>После того как заэкранировал кабели,которые идут на шаговые двигатели,кабель на фрезер и разнёс их подальше друг от друга
Кабели на ШД и шпиндель у меня не экранированные. Сбоев во время работы - не бывает, может сутки отработать и вернется идеально в "ноль". Только при ручном перемещении. (вот к примеру сегодня даже током не бился ноут, а координата слетела. вручную попадал..)
Здравствуйте. Столкнулся сегодня дважды с проблемой при прогоне по чистовой. УП простая. Windows 7
Фреза тупо замирает на месте, работает, мач не реагирует совсем. Только когда закрываешь и снова загружает его, то одупляется. Никто не сталкивался с таким?
Где то мне попадалась такая проблема, если мне не изменяет память , что то было написано про файл подкачки , попробуйте его убрать .это в настройках винды.
Буду очень благодарен, если вспомните поточнее, так поиск выдает мутные ответы про файл подкачки
Буду очень благодарен, если вспомните поточнее, так поиск выдает мутные ответы про файл подкачки
Если про винду, так это здесь:
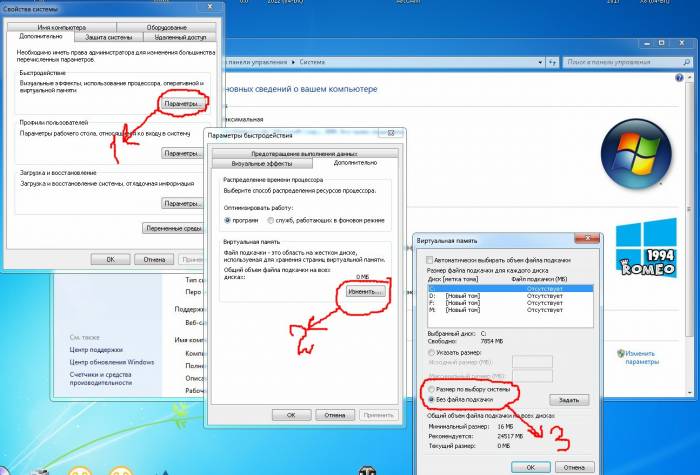
Если в матче убрать, то это здесь:
это я про эту проблему писал, сам мучался пол года, думал наводки от шпинделя, галочку убрал и как бабка отшептала, пилю и радуюсь
Спасибо большое! Попробую сегодня и отпишу
Доброго всем дня! У меня тоже была такая проблема, сейчас все исправила, спасибо, посмотрим, как дальше будет работать станок и отпишусь обязательно!
Хочу спросить, может у кого-то тоже была похожая проблема: Ось Z, суть проблемы в том, что через какой-то период времени станок перестает дорезать(хотя до этого месяцами на такой высоте 0 резал спокойно) когда гонишь на ноль, фреза приподнята примерно 0,5-1мм, выдаёт ошибку Safe Z turned off. Ignoring Safe Z more. Что мы только не делали! Ребята из тех поддержки просмотрели станок(исправен), Mach3 - параметры выставлены правильно(сами и выставляли), по сути ничем помочь не смогли. Мы подняли жертвенник, станок резал год нормально, а сейчас опять:( кто сталкивался с таким или знает, как решить эту проблему?
А то, чувствую, что лет через 10, ноль у меня будет на высоте потолка
Форум работает на PunBB , при поддержке Informer Technologies, Inc
Сгенерировано за 0.040 секунды (95% PHP — 5% БД) 8 запросов к базе данных



Оптимизация Mach3 на максимальную производительность.
Оптимизация Mach3 на максимальную производительность.
Оптимизация настроек Mach3 для повышения скорости работы программы и точности обработки.
Mach3 одна из самых известных и популярных программ для станков с ЧПУ. Программа работает под Windows, есть возможности расширения системы, создания собственных экранов и еще много других возможностей, многие известны, многие — нет.
Какие-бы внешние контроллеры управления шаговыми двигателями станков с ЧПУ не подключались к Mach3, через LPT-порт или на замену LPT - порта USB-LPT контроллер или Ethernet контроллер, всё равно - движение будет рассчитывать Mach3, и не всегда лучшим образом. Можно добиться большой скорости обработки, но при этом потерять в точности. Можно добиться большой точности, но при этом время обработки будет велико. Это зависит от настроек программы.
Основными параметрами влияющими на время обработки работы являются скорость движения по осям и ускорение. Для станка очень важно, чтобы система управления не превышала допустимых ускорений и скоростей во время работы, иначе в случае с шаговыми двигателями станков ЧПУ мы получим пропуск шагов. Mach3 всегда укладывается в допустимые параметры скоростей и ускорений заданные для станка, но при этом возникают две проблемы :
– Mach3 отклоняется от траектории во время движения ( сглаживание углов, отклонение от заданной дуги при движении по криволинейной траектории);
- Mach3 не всегда движется с оптимальной скоростью. Иногда он снижает скорость там, где это совсем не нужно.
Многие пользователи не знают как с этим бороться.
Как правильно настроить Mach3? В окне General Logic Configuration есть несколько очень важных параметров о которых мало кто знает. И еще меньше пользователей знают, как их правильно настроить.
К ним относятся:
-пороговый угол “Stop CV on angles”, который определяет - нужно ли останавливать станок в вершине угла траектории, или же сгладить это угол и постараться не терять на нем скорость.
-допустимое расстояние до вершины, начиная с которого Mach3 начнет строить скругление угла CV Dist Tolerance.
- Режим перемещения “Motion mode” :Постоянная Скорость “Constant Velocity” или Точный Стоп “Exact Stop”
Так же стоит обратить внимание на “Упреждение» “LookAheadd” количество предпросмотра кадров G-кодов, на сайте программы указанно, что рекомендуется значение не менее 120 строк.
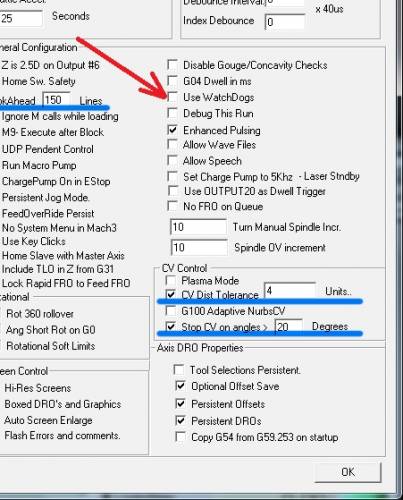
На рисунке 1 приведены настройки для работы с 2D моделями, позволяющие получить хорошую точность выполнения траектории высокую скорость обработки.
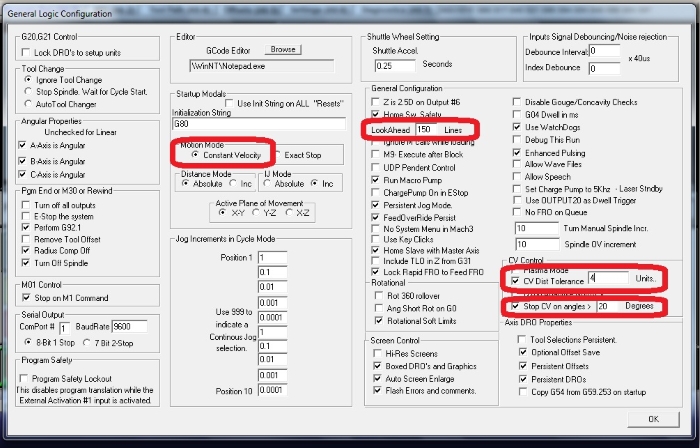
Рисунок 1 Оптимальные настройки для изделий с точными углами
Установки выделенных параметров (остальные на данном рисунке установлены «по умолчанию») позволият инструменту при обработке двигаться по траектории с высокой скоростью и при этом все углы траектории будут выполнены четко с с остановкой в вершине(т.к. если пройти угол не остановившись - получим бесконечно большое ускорение в вершине, что недопустимо).
Изменение режима перемещения “Motion mode” с “Constant Velocity” на“Exact Stop” позволит получить режим наиболее точной обработки углов, но приведёт к росту времени обработки примерно на 10-15%.
Рекомендуемые установки параметров для обработки 3D рельефов приведены на рисунке 2
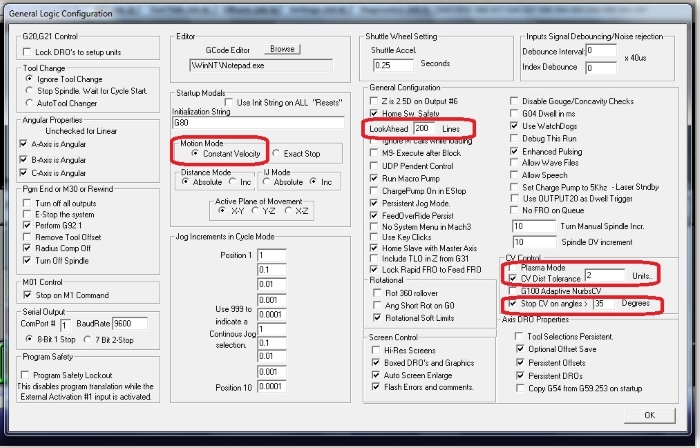
Рисунок 2 Оптимальные настройки для 3Д изделий с максимальной скоростью резки


говорят у ломаного mach такие приколы бывают. и ещё здесь читал что постпроцесор можно другой выбрать.. не G-соd mm а там ещё есть какой-то. забыл. но был здесь где-то в обсуждениях.
Лешка, Пост процесс поменял, дело в том что раньше грузился нормально, а потом появилась такая проблема, грешил на комп, но мастера сказали всё в норме, переустановил мач всё осталось по прежнему.
Лешка, Да вроде всё отлично с ней. хотя попробовать можно. Думаю что где то оперативка пропадает, и не хватает памяти для загрузки.

Александр, как с проблемой. разобрались. такая же фигня. порезал по 10 мб. и режу потихоньку. чета ковырять времени вооще нет. работу закончу. тогда буду разбираться.
Sergej, Пост процесс поменял, чуть лучше стало, но не на много. Mach3 мм на работе такого нету, могу вечером скинуть, мне показалось что он по лучше. Работает стабильно и на 3д и на 2д и по средней линии. а так тоже времени нету ковырять. разбиваю на поля и режу
Александр, вот. поковырял. винду переустановил. мач переустановил. все настроил. крутится и бегает. только вроде еще хуже стало. 20мб грузит. но проблемы со стартом от определенной строки. если за половину . виснет и слетат резет. и бежит надпись. Driver Watchdog Triggered. и скорость при резке 300..хотя в упешке 450. лугше бы не лазил.
Александр, за мач3мм буду признателен. весьма. да пошли хорошие результаты-скорость нашлась(после бокала пива). но эта заморская надпись просто шокирует.
Sergej, У меня винда которая подходит под мач, я только её ставлю могу скинуть, правда я её под Лешку записал
Sergej, У меня этот пост работает хорошо, мне нравится, и 3д режет и по средней линии и по контуру хорошо работает, единственное запускает шпиндель в том месте где и оставили, не поднимает до указанной высоты, а когда заканчивает поднимает и уходит в ноль. Пробуйте

Александр, ну не знаю . к лучшему или нет. политела график карта на рабочем компе(домашннем). ну месяц еще гарантиии. отвез. и занялся компом под мачем. винду переустановил ..мач тоже. настройки выравнял. и о чудо. опять стал грузить по 80 метров без проблем. (80 это ради эксперимента) а так норма 30-40 метров. истартует с любой строки..начинаем работать.
Оптимизация настроек Mach3 для повышения скорости работы программы и точности обработки.
Mach3 одна из самых известных и популярных программ для станков с ЧПУ. Программа работает под Windows, есть возможности расширения системы, создания собственных экранов и еще много других возможностей, многие известны, многие — нет.
Какие-бы внешние контроллеры управления шаговыми двигателями станков с ЧПУ не подключались к Mach3, через LPT-порт или на замену LPT - порта USB-LPT контроллер или Ethernet контроллер, всё равно - движение будет рассчитывать Mach3, и не всегда лучшим образом. Можно добиться большой скорости обработки, но при этом потерять в точности. Можно добиться большой точности, но при этом время обработки будет велико. Это зависит от настроек программы.
Основными параметрами влияющими на время обработки работы являются скорость движения по осям и ускорение. Для станка очень важно, чтобы система управления не превышала допустимых ускорений и скоростей во время работы, иначе в случае с шаговыми двигателями станков ЧПУ мы получим пропуск шагов. Mach3 всегда укладывается в допустимые параметры скоростей и ускорений заданные для станка, но при этом возникают две проблемы :
– Mach3 отклоняется от траектории во время движения ( сглаживание углов, отклонение от заданной дуги при движении по криволинейной траектории);
- Mach3 не всегда движется с оптимальной скоростью. Иногда он снижает скорость там, где это совсем не нужно.
Многие пользователи не знают как с этим бороться.
Как правильно настроить Mach3? В окне General Logic Configuration есть несколько очень важных параметров о которых мало кто знает. И еще меньше пользователей знают, как их правильно настроить.
К ним относятся:
-пороговый угол “Stop CV on angles”, который определяет - нужно ли останавливать станок в вершине угла траектории, или же сгладить это угол и постараться не терять на нем скорость.
-допустимое расстояние до вершины, начиная с которого Mach3 начнет строить скругление угла CV Dist Tolerance.
- Режим перемещения “Motion mode” :Постоянная Скорость “Constant Velocity” или Точный Стоп “Exact Stop”
Так же стоит обратить внимание на “Упреждение» “LookAheadd” количество предпросмотра кадров G-кодов, на сайте программы указанно, что рекомендуется значение не менее 120 строк.
На рисунке 1 приведены настройки для работы с 2D моделями, позволяющие получить хорошую точность выполнения траектории высокую скорость обработки.
Рисунок 1 Оптимальные настройки для изделий с точными углами
Установки выделенных параметров (остальные на данном рисунке установлены «по умолчанию») позволият инструменту при обработке двигаться по траектории с высокой скоростью и при этом все углы траектории будут выполнены четко с с остановкой в вершине(т.к. если пройти угол не остановившись - получим бесконечно большое ускорение в вершине, что недопустимо).
Изменение режима перемещения “Motion mode” с “Constant Velocity” на“Exact Stop” позволит получить режим наиболее точной обработки углов, но приведёт к росту времени обработки примерно на 10-15%.
Рекомендуемые установки параметров для обработки 3D рельефов приведены на рисунке 2
Рисунок 2 Оптимальные настройки для 3Д изделий с максимальной скоростью резки
Читайте также: