
Fmp файл зачем нужен во featurecam
Александр Дементьев
Старший инженер технической поддержки компании «Делкам-Урал»
Сергей Жарков
Инженер-технолог экспериментально-производственного комбината УрФУ
Константин Евченко
PR-менеджер компании Delcam
В настоящее время большинство инженеров-программистов станков с ЧПУ в процессе работы испытывают острую необходимость в применении CAM-систем — от них обычно требуется выполнить свою задачу максимально качественно и при этом в минимальный срок. Лучшим решением, наверное, в данном случае станет та CAM-система, в которой обязательно заложена возможность автоматического распознавания элементов, так как эта функция позволяет повысить скорость составления управляющих программ и уменьшить количество ошибок, возникающих при отладке программы благодаря встроенному симулятору обработки.
Реалии современной жизни таковы, что в ней всё меняется, и довольно быстро. Изменяются методы работы, совершенствуются технологии, усиливается конкуренция в производственном секторе. Чтобы не отставать от жизни и сделать свое производство действительно более конкурентоспособным, многие промышленные предприятия приобретают дорогостоящее высокоточное и высокопроизводительное станочное оборудование. В первую очередь это различные станки с ЧПУ: фрезерные и токарнофрезерные, а также обрабатывающие центры, которые зачастую включают весь основной функционал и токарных, и фрезерных станков. Применение обрабатывающих центров позволяет существенно сократить производственный цикл изделий за счет выполнения всех операций на одном станке, что уменьшает вспомогательное время на настройку станка, исключает неизбежно возникающие погрешности при перебазировании, транспортировку деталей между станками при выполнении разных операций и т.д.
Поскольку многоосевое станочное оборудование очень дорого, то перед любым собственником встает сверхзадача обеспечения его быстрой окупаемости. Это достигается за счет рационального использования всех возможностей станочного оборудования, что фактически означает необходимость производить качественные изделия с наименьшими временными затратами. Этого можно достичь только при условии наличия современного высокотехнологичного программного обеспечения для разработки управляющих программ для станков с ЧПУ.
CAMсистема FeatureCAM (разработка английской компании Delcam) предназначена для быстрой разработки управляющих программ на станки с ЧПУ и основана на распознавании типовых обрабатываемых конструктивнотехнологических элементов (под определение «типовые элементы» попадают такие геометрические объекты детали, как отверстия, карманы, канавки, бобышки, стенки и т.д.). FeatureCAM позволяет программировать обработку для широкой гаммы станков с ЧПУ: токарных, фрезерных, токарнофрезерных, электроэрозионных и обрабатывающих центров различного типа.
Разработка программного продукта FeatureCAM ведется с 1995 года. Переломным моментом в развитии FeatureCAM стал 2005 год, когда компания Delcam приобрела американскую фирму — разработчика данной системы. Дальше последовало стремительное развитие и усовершенствование CAMсистемы FeatureCAM, так как компания Delcam интегрировала в нее большое количество передовых решений и наработок в области моделирования и генерации УП. Но самое главное, что в FeatureCAM продолжает развиваться ее основное преимущество — способность автоматического распознавания типовых элементов (рис. 1).
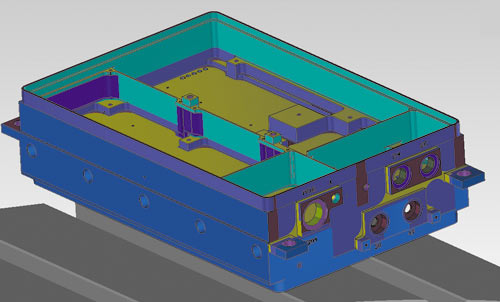
Рис. 1. Автоматическое распознавание типовых обрабатываемых элементов для пятиосевой позиционной (3+2) обработки
Еще одно достоинство FeatureCAM — высокая степень автоматизации принятия решений. В базе знаний системы заложены типовые технологии обработки различных элементов с рекомендуемым инструментом и режимами резания (типовые технологии и режимы можно настраивать под свое производство и традиции обработки). Благодаря встроенному симулятору, возможна качественная визуализация 3Dобработки либо полная визуализация на модели станка, включая движения всех подвижных узлов.
Немаловажной особенностью FeatureCAM является его модульность. Если предприятию для удовлетворения потребностей не требуются все возможности CAMсистемы, то для экономии можно воспользоваться лишь отдельными модулями, например только токарным, фрезерным, электроэрозионным и т.д. Допускается также различная их комбинация. Всё это сокращает первоначальные затраты предприятия на подготовку производства.
Заключение
Выполненная работа направлена на улучшение условий адаптации программного продукта фирмы Delcam plc к производственным условиям российских предприятий и позволяет в короткие сроки подготовить базу данных технологической оснастки применительно к конкретному предприятию.
В настоящее время разработанный модуль проходит тестовую эксплуатацию на предприятиях Свердловской области.
Опыт применения FeatureCAM в производственной практике
Экспериментальнопроизводственный комбинат УрФУ (г.Екатеринбург) является структурным подразделением Уральского федерального университета. Направление работы участка точной обработки металлов — производство прессформ, штампов, инструментальной и литьевой оснастки, а также деталей сложной формы и высокой точности под заказ. Участок оснащен современными обрабатывающими центрами.
ЭПК УрФУ работает в первую очередь со сторонними заказами от других организаций (например, когда те сами не в состоянии выполнить данную работу в связи с отсутствием необходимого оборудования, специалистов и т.п.) или с частными заказчиками, которым требуется изготовить достаточно сложную и трудоемкую продукцию в малом объеме и за короткий срок. В связи с этим возможности современных CAMсистем для инженеровпрограммистов на ЭПК УрФУ весьма востребованы, поэтому предприятие имеет в своем арсенале лицензионные программные продукты фирмы Delcam — CAMсистемы FeatureCAM и PowerMILL. Разработкой УП в FeatureCAM занимается ведущий специалист по токарной и токарнофрезерной обработке Сергей Владимирович Жарков (один из соавторов данной статьи).
Вот лишь один из примеров. Необходимо было разработать проект для детали «Рассекатель». Точность размеров по чертежу доходила до 7го квалитета, при этом заказчиком были поставлены очень сжатые сроки изготовления. Необходимо отметить, что деталь имеет множество отверстий с обеих сторон, которые должны быть расположены в строгой последовательности, а также во внутренней части этой детали выполнен конус, который плавно переходит в скругление. Стандартными токарными методами обработать эти элементы было проблематично изза их размеров. Поэтому было принято решение обработать данные поверхности методом расфрезеровки сферическими фрезами. С отверстиями, а также с большинством токарных элементов поступили проще: на соответствующем установе запустили метод автоматического распознавания элементов, который позволил за пару минут создать основное тело программы, в которое в дальнейшем уже вносились изменения и дополнения (рис. 3 и 4).
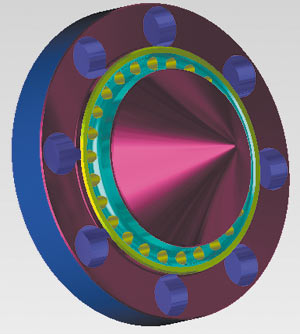
Рис. 3. Первый установ
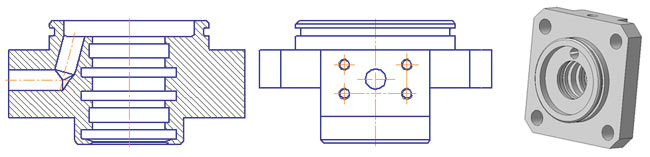
Рис. 4. Второй установ
Определенную сложность составило то, что необходимо было выполнить термообработку (закалку) наружной конусной поверхности, после чего требовалась повторная, чистовая обработка конуса. Для этого в одном проекте были созданы два чистовых перехода обточки наружного конуса (один — до термообработки, с припуском под окончательную обработку, а другой — после термообработки, уже без припуска). Процесс контроля корректности обработки осуществлялся с помощью специальной функции «Сравнение детали» (рис. 5), которая позволяет прямо внутри проекта проверить, в пределах каких допусков были обработаны поверхности относительно первоначально загруженной твердотельной модели. Готовое изделие «Рассекатель» показано на рис. 6.
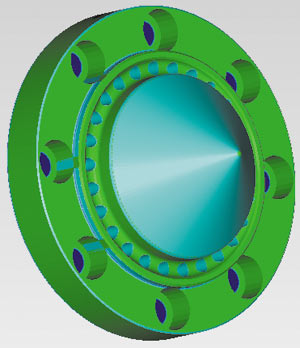
Рис. 5. Функция «Сравнение детали». Зеленый цвет — деталь обработана «в размер», оттенки синего и голубого — недоработки (данные места имеют дополнительный припуск, заданный в настройках метода сравнения). Чем темнее цвет, тем больше припуск. Желтый, оранжевый, красный — это «зарезы» в тело модели (они отсутствуют)

Рис. 6. Готовое изделие «Рассекатель»
«Действительно, применение систем автоматизированного программирования существенно облегчает нам жизнь, сокращая время получения управляющей программы в разы. Особенно это заметно, когда нужно изготовить деталь в предельно сжатые сроки. Ручное программирование в таком случае отнимает больше времени», — делится опытом инженертехнолог Сергей Жарков. В этом с ним согласен и его непосредственный руководитель — начальник производственного участка станков с ЧПУ Никита Гайсин: «Что касается применяемых нами программных продуктов, то в первую очередь это PowerMILL, FeatureCAM и PowerINSPECT OMV. Мы пользуемся ими уже несколько лет. Эти системы позволяют охватить весь спектр изделий, которые нам приходится обрабатывать».
На рис. 7 и 8 показаны еще варианты продукции, произведенной на ЭПК УрФУ при помощи FeatureCAM.


Рис. 7. Изделие «Крышка гидравлическая»

Рис. 8. Деталь «Сектор»
Другим примером является производственная компания ООО ПКФ «ДИСТ» — один из крупнейших на российском рынке производителей комплектующих к приборам учета воды, газа и тепла. Она была основана в 2004 году, а с 2010 года стала эксклюзивным представителем фирмы ООО ПКФ «Бетар» в Пермском крае.
На производственной площадке ООО ПКФ «ДИСТ» расположены цех горячей объемной штамповки, литейный и инструментальный цеха, цех механической обработки и участок термообработки. В настоящее время вся необходимая оснастка (прессформы, штампы, кокили и др.) изготавливается собственными силами предприятия на современном фрезерном, токарнофрезерном, токарном и электроэрозионном оборудовании. Для разработки ЧПУпрограмм применяются CAMсистемы FeatureCAM и PowerMILL,
«Пользователями программного продукта FeatureCAM мы стали недавно — летом 2011 года. Мы прошли обучение у официального представителя Delcam plc — компании “ДелкамУрал”, получили настроенный постпроцессор и применяем его для токарнофрезерного станка немецкого производства CTX420, — рассказывает Роман Трушников, операторпрограммист станков с ЧПУ. — Есть и другие положительные результаты. Так, мы взяли еще один постпроцессор Moriseki 2000 из библиотеки стандартных постпроцессоров, которые предлагаются для программы в свободном доступе, немного доработали его и сейчас используем для написания программ по токарной обработке на станке ИЖ42 российского производства. Результатами вполне довольны». Некоторые примеры изделий ООО ПКФ «ДИСТ» показаны на рис. 9.

Рис. 9. Примеры продукции, выпускаемой компанией ООО ПКФ «ДИСТ»
Последний пример свидетельствует о том, что даже в стандартной поставке FeatureCAM снабжается качественными постпроцессорами. Это в корне опровергает расхожее мнение многих потенциальных заказчиков о том, что поставляемые бесплатно с CAMсистемами постпроцессоры, мягко говоря, малопригодны в реальной жизни. Кроме того, опыт сотрудников ООО ПКФ «ДИСТ» подтверждает, что постпроцессирование для FeatureCAM относительно просто в освоении и может осуществляться самими пользователями.
В данной статье мы затронули лишь несколько аспектов разработки управляющих программ в CAMсистеме FeatureCAM. Как показывает практика, исключительно высокая степень автоматизации разработки УП в FeatureCAM востребована тысячами предприятий по всему миру. Также следует отметить, что компания Delcam уже реализовала в FeatureCAM многие высокоэффективные стратегии фрезерования, заимствованные из ее флагманского продукта — CAMсистемы PowerMILL. Всего компания Delcam предлагает заказчикам четыре CAMсистемы — PowerMILL, FeatureCAM, PartMaker и ArtCAM, которые ориентированы на решение разных задач механообработки и различных заказчиков, поэтому они не конкурируют между собой, а дополняют возможности друг друга — это позволяет компании Delcam внедрять в FeatureCAM новые прогрессивные методы обработки. Например, в эту систему была добавлена трохоидальная обработка и сглаживание траекторий по «гоночным» линиям (race line machining). До конца 2012 года разработчики обещают реализовать в FeatureCAM стратегию фрезерования Vortex (уже имеющуюся в PowerMILL), которая обеспечивает возможность чернового фрезерования с постоянной глубиной врезания (читайте об этом в предыдущем номере журнала). Таким образом, CAMсистема FeatureCAM непрерывно развивается, что позволяет ей прочно удерживать позицию одной из самых эффективных и простых в использовании CAMсистем.
Описание базы данных CAM-системы FeatureCAM
Система FeatureCAM имеет встроенную базу данных, которая содержит информацию об инструменте и режимах резания. Эта БД встроена непосредственно в пакет, а следовательно, исключена возможность редактирования внешними средствами. Конечно, такое исполнение БД обеспечивает сохранность целостности хранимой информации, но препятствует ее пополнению и редактированию. Поэтому в пакет встроены инструменты для работы с БД, позволяющие создавать и редактировать записи путем заполнения разных форм и импортировать/экспортировать массивы элементов с помощью распространенных форматов передачи данных.
Пакет FeatureCAM поддерживает все основные типы инструмента: сверла, метчики, развертки, концевые фрезы, расточные оправки, торцевые фрезы и др. Каждый тип инструмента описывается совокупностью размеров. Менеджер инструментов (рис. 1) отображает базу данных инструмента в виде наборов, которые объединяют различные инструменты. В этом окне также имеются все инструменты для создания/редактирования инструментов и функции экспорта/импорта.
Пакет FeatureCAM позволяет создавать новые инструменты в дюймовой и метрической системах измерения (рис. 2).
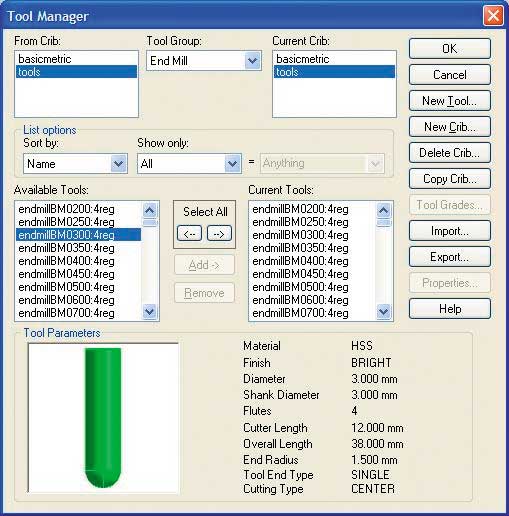
Рис. 1. Менеджер инструментов
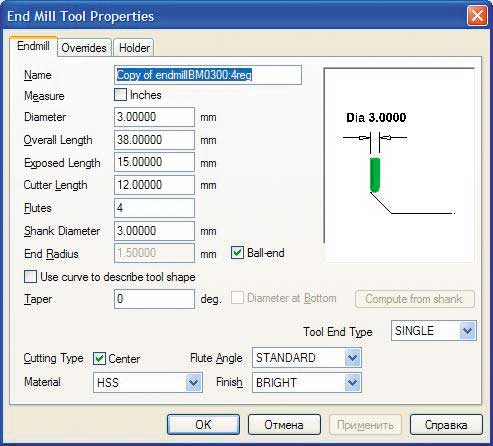
Рис. 2. Окно создания и редактирования инструмента
При расчете траектории программа выбирает инструмент из активного набора. Для конкретной детали или станка может быть назначен свой набор инструмента. Можно также создавать пользовательские наборы инструмента, отражающие наличие реального инструмента в цехе или установленного в данный момент на станке.
Пакет FeatureCAM не имеет открытого доступа к своим базам данных, но способен экспортировать и импортировать базы данных инструментов в двух форматах: XML и TDB (рис. 3).
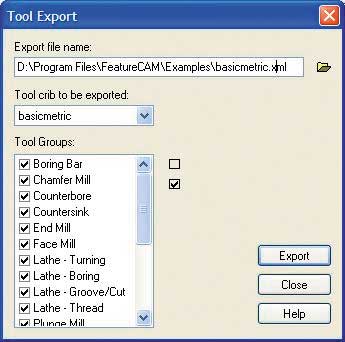

Рис. 3. Окна экспорта/импорта наборов инструментов
Программный модуль сопряжения БД инструмента предприятия с БД FeatureCAM
Разработанный нами модуль имеет собственную структурированную БД инструмента, которая унаследована от пустой БД, предоставленной FeatureCAM.
Структура разработанного модуля показана на рис. 5, который показывает все рабочие элементы и движение данных через них. Цветом на рисунке также выделена область немодифицируемых элементов, рабочие модули (модуль добавления новых данных в базу и модуль экспорта данных в XML-файл) и элементы управления.
Связь с БД инструмента предприятия осуществляется через драйверы ODBC-источника. Для того чтобы связать поток данных из БД предприятия с внутренней структурой базы, пользователем разрабатывается SQL-запрос, который может сохраняться для повторного использования. Чтобы пользователь мог отладить свой запрос, предусмотрен буфер данных, выполненный в виде пустой копии структуры встроенной базы.

Рис. 5. Структурная схема модуля сопряжения БД
Через элемент выбора запроса на добавление пользователь выбирает SQL-запрос, соответствующий подключенной БД предприятия, написанный им ранее, после чего запускает систему на добавление информации из БД предприятия во встроенную базу инструмента. Система переходит в автоматический режим, выполняя сначала проверку на совместимость данных (в случае если пользователь неправильно написал запрос), и выводит результат проверки пользователю с указанием рекомендаций (при обнаружении ошибок). При получении положительного результата система выполняет добавление данных из буфера во встроенную базу инструмента и сообщает пользователю об удачной операции.
По окончании добавления пользователь может экспортировать данные, предварительно выбрав необходимую информацию. Данная операция реализована в модуле экспорта данных в формат XML: форма, предоставляющая выбор данных для экспортирования, передает идентификационные номера инструмента методу формирования XML-файла, который по этим номерам находит инструмент в базе и формирует файл, заполняя его параметрами выбранных инструментов.
Импортирование XML-файла
В пакете FeatureCAM лучше всего реализован импорт баз данных режущего инструмента с помощью расширенного языка разметки XML (eXtensible Markup Language). XML-формат рассматривался как наиболее предпочтительный вариант создания базы инструмента, поскольку он легко формируется, имеет открытый доступ к данным и активно используется в развивающихся интернет-технологиях.
База данных на языке XML выглядит следующим образом — это текст, в котором данные структурируются так называемыми тэгами, которые способны описывать данные любой степени сложности (рис. 4).

Рис. 4. Общий вид формируемого файла XML-формата
Для того чтобы импортировать исходные БД инструмента, был разработан модуль, который формирует файл формата XML с помощью информации об инструменте исходной БД. При изучении поддерживаемой FeatureCAM структуры XML-файла за основу был взят файл, экспортированный из базы данных инструмента FeatureCAM. Выполнен этот модуль на Microsoft Access, так как эта СУБД широко распространена и имеет встроенные возможности программирования БД посредством VBA.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Хорошо, с оболочками покончили - Логос не хуже (а раз переходите на другую тему, то можно предположить, что и лучше). Четырех узловых нет, но раз уж вы с оболочечными элементами 3-го порядка не утерли нос элементу первого, то интересно будет посмотреть. Какова постановка? Потом поговорим про контакты. Почитал я ваши статьи - кошмар, добавляйте стержни, удаляйте на растяжение, все в полуручном режиме.

Давайте сравним стержни. Стержни переменного сечения. 4-х узловые стержни. В Логосе из конечных элементов ничего нет. Вы за меня не говорите. Для решения многих реальных задач ИСПА лучше. Если сравнивать возможности препроцессора, процессора и постпроцессора.
Почему нет? Сравнение с другими пакетами это тоже тема обсуждения. Собственно сравнение нужно, потому что вы (негласно) считаете ИСПА лучше. Препроцессор должен писаться всегда, улучшая его функциональность. Так покажите мне задачу по оболочкам, где определенный тип оболочечного элемента ИСПА поставит шах и мат Логосу с его одним типом элемента (количество не равно качеству, по диалектике эти понятия должны перетекать друг в друга). Какая химия? В том, что он хорошо считает даже при линейной постановке элемента? Так и вашим элементам желаю. Покажите уже задачу в которой, по вашему мнению, ИСПА уделает Логос.

Не "только вот" а "несмотря на всю технологическую мощь империи Маска". Как говорится, "посчитали-прослезились" - тем более повод не лезть в лоб, а внимательно обмозговать чужую неудачу.
Вы предлагаете сравнить ИСПА и Логос в этой теме? У вас же нет неявной динамики. Препроцессор вы только пишете. Что сравнивать? Сравните количество оболочек в ИСПА и Логосе. У вас одна оболочка и та с химией. Я вам уже 20 раз сказал, что у вас нет тонкой оболочки. Вас теория не интересует. Какой смысл мне вам что-то доказывать.) Идите и говорите разработчикам Логоса, чтобы они сделали оболочку Кирхгофа. Для начала плоскую. Потом криволинейную. Когда сделают тогда и будем сравнивать.

Опять одно и тоже, вы не понимаете, вы не знаете. Так ткине меня носом в задачу, которую ИСПА решает, а Логос нет. Если так, то я скажу "Да тут ИСПА лучше", напишу заявку на доработку и все, а вы все юлите да юлите без конкретики. Я уже на 4 задачах показал, что Логос далеко не плох в умелых руках. Так вы считаете, что ИСПА лучше Логос для динамики и прочности?
Только вот кибертрак так и остался концептом. Он и правда отличный менеджер умеющий в итерационный подход к разработке. Не взлетело. Там, где он видит перспективы даже отложенного спроса он совсем другие ресурсы использует Маск из людей которые умеют не подстраиваться под рынок, а формировать спрос самостоятельно. Но кибертрак таки решил не развивать.
Программный пакет FeatureCAM предназначен для автоматизированной разработки управляющих программ для станков с ЧПУ. Отличительной особенностью этого пакета по сравнению с другими CAD/CAM-системами компании Delcam является быстрая автоматическая подготовка управляющих программ на основе распознавания типовых элементов обрабатываемой модели. На протяжении всего цикла создания управляющей программы (УП) для станка с ЧПУ пакет FeatureCAM способен автоматически определять и задавать параметры обработки. В результате значительно увеличивается скорость разработки УП. На любом этапе создания УП параметры обработки можно либо оставлять по умолчанию, либо устанавливать желаемые.
Пакет FeatureCAM, конечно же, очень удобен и эффективен в разработке УП, но для их автоматического создания необходимо иметь еще и актуальную базу данных инструментов предприятия. Естественно, в пакете существует встроенная база данных инструментов для всех видов обработки. Поскольку FeatureCAM способен автоматически выбирать и задавать параметры, к которым относится и выбор инструмента, то для эффективного выбора инструмента для данной обработки встроенная база позволяет создавать пользовательский набор инструментов, отражающий наличие реального инструмента в цехе или установленного в данный момент на станке.
Несомненно, разработка такого пакета, как FeatureCAM, — большое достижение в области автоматизации производства. Поэтому такие CAD/CAM-системы активно используются сегодня на различных предприятиях машиностроительной отрасли, применяющих на станках огромное количество разнообразных инструментов. Под влиянием разных факторов, таких как износ инструмента, перевод станка на изготовление другой детали, пополнение магазина станка новым инструментом и т.д., инструмент на производстве находится в постоянном движении. Таким образом, при написании УП бывает сложно выбрать нужный инструмент из огромного количества имеющейся номенклатуры, которая вдобавок еще и перемещается по предприятию. Решение этой проблемы обычно поручается специальному отделу предприятия, который отвечает за хранение инструментов и их поддержание в рабочем состоянии.
Для учета на предприятии огромного количества инструмента используются разнообразные базы данных, позволяющие хранить любую структуру информации и эффективно ее использовать. Поскольку встроенная в FeatureCAM база данных инструментов, конечно же, не может содержать абсолютно весь инструмент, который только существует, у конечных потребителей возникает потребность пополнить ее своими позициями. Такую потребность FeatureCAM удовлетворяет благодаря встроенным средствами импортирования, но зачастую возникает проблема совместимости данных при импортировании, которую приходится решать в полуавтоматическом режиме: необходимо подготовить свою базу данных для импортирования, что занимает достаточно много времени, а в случае обновления базы данных вся процедура импорта повторяется заново.
Поэтому перед нами была поставлена следующая задача: разработать модуль согласования базы данных FeatureCAM с базой данных инструментов предприятия, который удовлетворял бы следующим требованиям:
- роль пользователя сводится к указанию БД и потока данных, соответствующего данной БД;
- в случае новой структуры БД инструмента пользователю необходимо создать новый поток данных;
- подготовка БД инструментов предприятия к импортированию.
Порядок создания проекта в FeatureCAM
Первоначально нам потребуется CADмодель детали. Ее мы можем создать прямо в проекте FeatureCAM, используя встроенный моделировщик, либо импортировать геометрию из любой сторонней CADсистемы, например из КОМПАС3D (рис. 2).
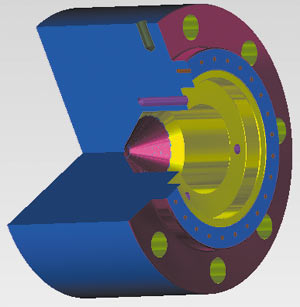
Рис. 2. Эскиз и 3D-модель детали
В проекте в качестве исходных данных также нужно задать модель станка (выбрать необходимый постпроцессор), создать (или подгрузить — если он уже был создан ранее) используемый набор инструментов и не забыть указать размеры заготовки и ее материал. Исходные данные заданы. Затем запускаем «Мастер автоматического распознавания», чтобы кратчайшим путем получить код управляющей программы. Но можно действовать более гибко, хотя и чуть медленнее — используя полуавтоматические и ручные методы создания элементов. Особо отметим, что их можно комбинировать: сначала запустить автоматическое распознавание, а затем всё то, что осталось нераспознанным, запрограммировать полуавтоматическим методом. Программисттехнолог на любом этапе создания проекта может редактировать переходы, созданные как в автоматическом, так и в полуавтоматическом или ручном режиме.
После распознавания элементов необходимо запустить имитацию обработки, так как именно в этот момент происходит генерация кода управляющей программы. Дальнейшие шаги просты: визуально проверить код УП, сохранить его, например, на носителе и передать на станок для дальнейшей отладки программы наладчиком.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Хорошо, с оболочками покончили - Логос не хуже (а раз переходите на другую тему, то можно предположить, что и лучше). Четырех узловых нет, но раз уж вы с оболочечными элементами 3-го порядка не утерли нос элементу первого, то интересно будет посмотреть. Какова постановка? Потом поговорим про контакты. Почитал я ваши статьи - кошмар, добавляйте стержни, удаляйте на растяжение, все в полуручном режиме.
Давайте сравним стержни. Стержни переменного сечения. 4-х узловые стержни. В Логосе из конечных элементов ничего нет. Вы за меня не говорите. Для решения многих реальных задач ИСПА лучше. Если сравнивать возможности препроцессора, процессора и постпроцессора.
Почему нет? Сравнение с другими пакетами это тоже тема обсуждения. Собственно сравнение нужно, потому что вы (негласно) считаете ИСПА лучше. Препроцессор должен писаться всегда, улучшая его функциональность. Так покажите мне задачу по оболочкам, где определенный тип оболочечного элемента ИСПА поставит шах и мат Логосу с его одним типом элемента (количество не равно качеству, по диалектике эти понятия должны перетекать друг в друга). Какая химия? В том, что он хорошо считает даже при линейной постановке элемента? Так и вашим элементам желаю. Покажите уже задачу в которой, по вашему мнению, ИСПА уделает Логос.
Не "только вот" а "несмотря на всю технологическую мощь империи Маска". Как говорится, "посчитали-прослезились" - тем более повод не лезть в лоб, а внимательно обмозговать чужую неудачу.
Вы предлагаете сравнить ИСПА и Логос в этой теме? У вас же нет неявной динамики. Препроцессор вы только пишете. Что сравнивать? Сравните количество оболочек в ИСПА и Логосе. У вас одна оболочка и та с химией. Я вам уже 20 раз сказал, что у вас нет тонкой оболочки. Вас теория не интересует. Какой смысл мне вам что-то доказывать.) Идите и говорите разработчикам Логоса, чтобы они сделали оболочку Кирхгофа. Для начала плоскую. Потом криволинейную. Когда сделают тогда и будем сравнивать.
Опять одно и тоже, вы не понимаете, вы не знаете. Так ткине меня носом в задачу, которую ИСПА решает, а Логос нет. Если так, то я скажу "Да тут ИСПА лучше", напишу заявку на доработку и все, а вы все юлите да юлите без конкретики. Я уже на 4 задачах показал, что Логос далеко не плох в умелых руках. Так вы считаете, что ИСПА лучше Логос для динамики и прочности?
Только вот кибертрак так и остался концептом. Он и правда отличный менеджер умеющий в итерационный подход к разработке. Не взлетело. Там, где он видит перспективы даже отложенного спроса он совсем другие ресурсы использует Маск из людей которые умеют не подстраиваться под рынок, а формировать спрос самостоятельно. Но кибертрак таки решил не развивать.
Внедрение БД предприятия в FeatureCAM с использованием разработанного модуля
Полностью автоматизировать внедрение БД в FeatureCAM, на наш взгляд, пока невозможно, поэтому процесс внедрения был разбит на этапы.
Первым этапом является создание пользователем связи с внедряемой БД. Для этого необходимо воспользоваться встроенными в Access инструментами связи, из которых следует выбрать связь через ODBC-источник и установить источник данных (рис. 6).
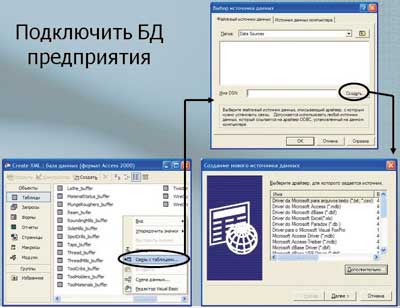
Рис. 6. Выбор ODBC-источника
Вторым этапом является написание пользователем запроса на чтение из БД необходимой информации для внедрения. Этот этап необходим для того, чтобы разработанный модуль мог работать с отличительной структурой внедряемых БД. В Access запрос пишется на SQL-языке, который можно создать как вручную, так и с помощью мастера (рис. 7).
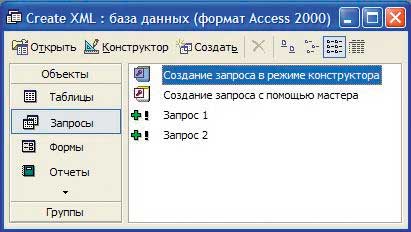
Рис. 7. Создание запросов
Третьим этапом является преобразование информации об инструменте из БД предприятия в XML-формат. Для этого необходимо запустить ранее созданный запрос для добавления информации об инструментах из БД предприятия в разработанный модуль, затем с помощью инструментов данного модуля выбрать необходимую информацию и преобразовать ее в XML-файл (рис. 8).
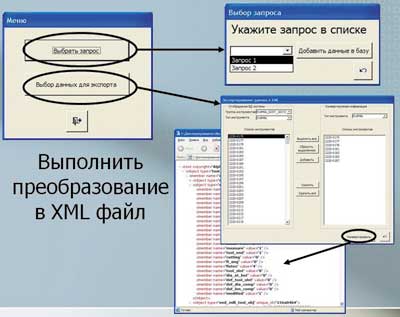
Рис. 8. Создание XML-файла
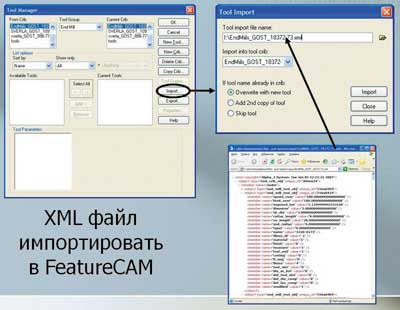
Рис. 9. Импортирование XML-файла в FeatureCAM
Четвертым этапом является импортирование созданного XML-файла в БД FeatureCAM с использованием средств самой CAM-системы (рис. 9). Полученные файлы можно применять как промежуточную БД инструмента в любых других целях.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Хорошо, с оболочками покончили - Логос не хуже (а раз переходите на другую тему, то можно предположить, что и лучше). Четырех узловых нет, но раз уж вы с оболочечными элементами 3-го порядка не утерли нос элементу первого, то интересно будет посмотреть. Какова постановка? Потом поговорим про контакты. Почитал я ваши статьи - кошмар, добавляйте стержни, удаляйте на растяжение, все в полуручном режиме.
Давайте сравним стержни. Стержни переменного сечения. 4-х узловые стержни. В Логосе из конечных элементов ничего нет. Вы за меня не говорите. Для решения многих реальных задач ИСПА лучше. Если сравнивать возможности препроцессора, процессора и постпроцессора.
Почему нет? Сравнение с другими пакетами это тоже тема обсуждения. Собственно сравнение нужно, потому что вы (негласно) считаете ИСПА лучше. Препроцессор должен писаться всегда, улучшая его функциональность. Так покажите мне задачу по оболочкам, где определенный тип оболочечного элемента ИСПА поставит шах и мат Логосу с его одним типом элемента (количество не равно качеству, по диалектике эти понятия должны перетекать друг в друга). Какая химия? В том, что он хорошо считает даже при линейной постановке элемента? Так и вашим элементам желаю. Покажите уже задачу в которой, по вашему мнению, ИСПА уделает Логос.
Не "только вот" а "несмотря на всю технологическую мощь империи Маска". Как говорится, "посчитали-прослезились" - тем более повод не лезть в лоб, а внимательно обмозговать чужую неудачу.
Вы предлагаете сравнить ИСПА и Логос в этой теме? У вас же нет неявной динамики. Препроцессор вы только пишете. Что сравнивать? Сравните количество оболочек в ИСПА и Логосе. У вас одна оболочка и та с химией. Я вам уже 20 раз сказал, что у вас нет тонкой оболочки. Вас теория не интересует. Какой смысл мне вам что-то доказывать.) Идите и говорите разработчикам Логоса, чтобы они сделали оболочку Кирхгофа. Для начала плоскую. Потом криволинейную. Когда сделают тогда и будем сравнивать.
Опять одно и тоже, вы не понимаете, вы не знаете. Так ткине меня носом в задачу, которую ИСПА решает, а Логос нет. Если так, то я скажу "Да тут ИСПА лучше", напишу заявку на доработку и все, а вы все юлите да юлите без конкретики. Я уже на 4 задачах показал, что Логос далеко не плох в умелых руках. Так вы считаете, что ИСПА лучше Логос для динамики и прочности?
Только вот кибертрак так и остался концептом. Он и правда отличный менеджер умеющий в итерационный подход к разработке. Не взлетело. Там, где он видит перспективы даже отложенного спроса он совсем другие ресурсы использует Маск из людей которые умеют не подстраиваться под рынок, а формировать спрос самостоятельно. Но кибертрак таки решил не развивать.
Читайте также: