
Программа для 3д принтера фотон


- Photon M3🆕
- Photon M3 Plus🆕
- Photon M3 Max🆕
- Photon Mono 4K
- Photon Mono X 6K
- Photon Mono X🔥
- Photon Mono SQ
- Photon Mono SE
- Photon Mono
- Photon Ultra
- Craftsman Resin
- Colored UV Resin
- Plant-based UV Resin
- Flexible Tough Resin
- Special UV Resin for Casting
- Dental Non-Castable UV Resin
- Water-Wash Resin
- DLP Craftsman Resin
- For Photon Series
- For Mega Series
- For Wash&Cure
- For Vyper
- For Chiron
- For 4Max Pro
- Heated bed & Glass Plate
- Print Head & Extruder
- Accessories
- Photon M3 Series | Firmware,Drivers,Videos
- Manual & Slicer for Photon Mono Series
- Vyper |Firmware, Drivers, Videos
- Photon Zero |Firmware, Drivers, Videos
- Photon |Firmware, Drivers, Videos
- Photon S |Firmware, Drivers, Videos
- Mega M/S |Firmware, Drivers, Videos
- Mega X |Firmware, Drivers, Videos
- 4Max Pro |Firmware, Drivers, Videos
- Chiron |Firmware,Drivers,Videos
- Predator |Firmware, Drivers, Videos
- Kossel |Firmware, Drivers, Videos
- Photon Mono SQ |Firmware, Drivers, Videos
- Photon Mono 4k/6k |Firmware, Drivers, Videos

Get the latest special offers, free giveaways, and once-in-a-lifetime deals from Anycubic.
Если говорить о 3D-принтерах технологии DLP, то Anycubic Photon — это один из самых привлекательных вариантов на рынке. У Anycubic вообще репутация компании, которая выпускает надежные и недорогие машины, такие как FDM-принтер Anycubic i3 Mega. В плане цены Anycubic Photon не стал исключением — он один из самых дешевых DLP-принтеров.
Давайте посмотрим на Anycubic Photon в действии
Плюсы
- Исключительно бюджетный по сравнению с другими 3D-принтерами SLA/DLP
- Прост в работе и установке
- Выдает высококачественные распечатки с впечатляющим разрешением в 25–100 микрон
- Компактный, пространство используется разумно
- Внятные инструкции по сборке, чистке и т.д.
- Собственный слайсер с хорошей поддержкой генерации подпорок
Минусы
- Маленький рабочий объем
- Полимерная 3D-печать может показаться немного сложной
- Постобработка требует терпения и пространства
- Хорошо почистить принтер — это дело долгое
- Нужны средства защиты (впрочем, они прилагаются)
- Нужно проявлять осторожность при работе с опасными материалами
Вердикт
В общем и целом, мы приятно удивлены Anycubic Photon как в плане качества печати, так и в плане простоты работы с ним. Учитывая, что большинство предлагаемых на рынке таких принтеров стоят сильно за 70 000 ₽, этот аппарат — просто идеальное введение в 3D-печать по технологиям SLA/DLP и для начинающих, и для знатоков.
Ни для кого не станет открытием, что полимерная 3D-печать лучше по качеству, чем FDM, но Anycubic Photon доказывает, что это достигается и на таких же по цене принтерах, что и FDM. И хотя тем, кто никогда не работал с SLA/DLP, потребуется кое-чему научиться, эта беда не беда, потому что всё ясно описано, онлайн-сообщество активно, а в интернете масса ресурсов по этим технологиям.
Большинство минусов Anycubic Photon характерны для полимерной печати в целом и касаются постобработки, обращения с материалами, безопасности и т.п. У принтера довольно-таки маленький рабочий объем, но в нем достаточно места для большинства проектов. Важно уделить достаточно внимания капризным полимерам и веществам для постобработки, которые появятся на рабочем столе.
Во всем остальном при цене менее 37 500 ₽ трудно найти причины, чтобы не оценить качество Anycubic Photon. И этот 3D-принтер не только невероятно дёшев, у него еще и на удивление высокое разрешение.
Профессионалам, таким как стоматологи или ювелиры, возможно, имеет смысл инвестировать в более сложную экосистему, во что-то наподобие Formlabs Form 2, но для начинающих и тех, кто хочет углубить свои знания в области полимерной 3D-печати, при этом наслаждаясь простотой работы и качеством результата, за такие деньги нет ничего лучше Anycubic Photon.
Особенности

Первое и главное: Anycubic Photon — это настольный 3D-принтер, работающий по технологии DLP. Эта технология существенно отличается от наиболее распространенной FDM-печати. Вместо того чтобы плавить пластиковые нити в разогретом сопле, принтеры DLP и SLA работают с жидкими полимерами, которые отверждаются под воздействием ультрафиолетового или мощного лазерного излучения соответственно.
Если 3D-принтеры SLA, такие как популярный Formlabs Form 2, используют для отверждения жидкого пластика лазер, то DLP-принтеры работают по технологии Digital Light Processing (цифровая обработка светом). При этом на пластик проецируется (как проектором) изображение всего слоя, и пластик слой за слоем застывает. Как только слой пластика застыл, рабочая платформа приподнимается, а проектор начинает отображать следующий слой 3D-модели.
Важнейшее преимущество 3D-печати DLP в том, что она позволяет создавать очень детализированные объекты. Один из самых главных параметров любого DLP 3D-принтера — это разрешение экрана. У Anycubic Photon оно составляет 2K, что весьма неплохо для такой небольшой цены.
Рабочий объем Anycubic Photon равен 115 × 65 × 155 мм, что довольно мало по сравнению с другими аппаратами. Если вам нужны более крупные объекты, то лучше подумать о FDM-принтере или о более крупном SLA. Тем не менее, если вам хочется поэкспериментировать с DLP-технологией и при этом не прожечь дыру в своем кармане, вы определенно заинтересуетесь тем, что предлагает Anycubic.
Только учтите, что 3D-печать жидким фотополимером может быть не совсем то для начинающих. Постобработка включает в себя промывку объектов этанолом, закалку и чистку рабочей поверхности — довольно хлопотно. К тому же, пахнет полимер не очень приятно. Даже несмотря на то, что в вентиляторе Anycubic Photon установлен угольный фильтр, аромат все равно может сбивать с ног.
Изготовитель 3D-принтера настоятельно рекомендует во время добавления в принтер полимера надевать защитные перчатки и маску (как мы и делаем, потому что запах сильный и потенциально вредный). Anycubic Photon должен храниться и использоваться в относительно большом помещении с открытыми окнами.
Обзор параметров
Кроме маленького рабочего объема, спецификация 3D-принтера Anycubic Photon очень похожа на спецификации большинства других DLP-принтеров.
- Технология: DLP (Digital Light Processing)
- Рабочий объем: 115 × 65 × 155 мм
- Разрешение слоя: 25–100 мкм
- Интерфейсы: USB, SD Card
- Тачскрин: 2,8 дюйма, цветной
- Питание: 110/220 ВAC
- Рабочее напряжение: 12 ВDC
- Размеры принтера: 220 × 220 × 400 мм
Теперь давайте рассмотрим специфические особенности данного принтера.
Распаковка

3D-принтер Anycubic Photon DLP поставляется в собранном виде. Когда вы раскроете коробку, вы увидите:
- 3D-принтер Anycubic Photon
- Блок питания и кабель
- Руководство (как минимум на английском, немецком, французском и японском)
- Ванночку для полимера
- Разные инструменты
- Защитные перчатки и маска
- Флакон полимера
- Фильтры для полимера. У них сетчатая структура, чтобы отфильтровывать детали, случайно попавшие в ванночку
- Флэшка на 8 ГБ. На ней несколько уже нарезанных моделей. Печать решетчатого кубика с разрешением 50 микрон займет около 4 часов.
Распаковав Anycubic Photon, мы будем приятно удивлены, когда увидим уже полностью собранный аппарат. Окошко 3D-принтера защищено куском пластиком, внутри самого принтера — пенопласт, чтобы не поломались детали. После того как вы снимете и защитную упаковку, перед вами предстанет маленький, но очень красивый 3D-принтер.
Несмотря на то, что Anycubic Photon практически собран, есть еще кое-что, что нужно сделать, прежде чем начинать печатать.
Сборка и выравнивание
Сборка и настройка 3D-принтера Anycubic Photon DLP — дело крайне простое. На все потребуется 20–30 минут и даже меньше, если у вас быстрые руки (только имейте в виду, что это будет очень важная работа).
Первое действие напоминает процесс сборки мебели: надо прикрепить небольшую ручку к дверце 3D-принтера. Ручка похожа на кухонную, но на самом деле это такой минималистский, компактный стиль Anycubic Photon. Для этой операции потребуется винт M4 × 8, который прилагается.
Ручка приделана, и Anycubic Photon можно открывать и закрывать. Это важно, потому что следующим шагом мы откроем верхнюю крышку и убедимся, что на 2K LCD-экране, а также на платформе нет пыли (ее лучше всего вытирать тряпочкой, смоченной изопропиловым спиртом).
Когда внутри принтера все станет безупречно чисто, можно подключать шнур питания и будить Anycubic Photon. Теперь наступает очень важный момент — выравнивание у 3D-принтера оси Z.
Но до этого из принтера нужно вынуть ванночку для полимера, потому что она будет мешать. У этой ванночки по обеим сторонам есть по гайке, их нужно открутить.
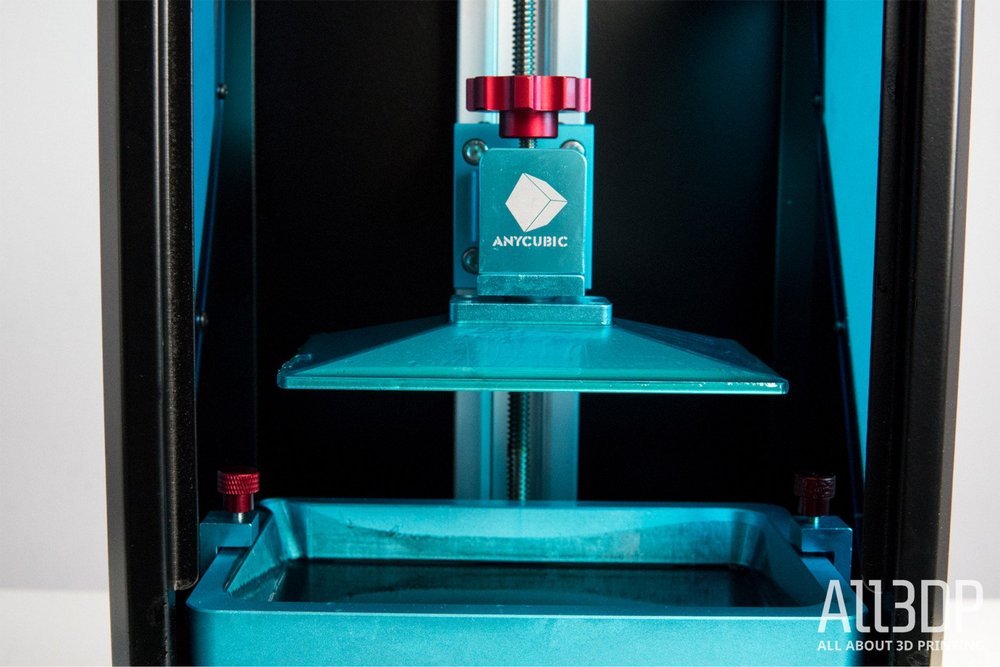
На сенсорном экране нужно войти в TOOLS, а там найти MOVE Z. После нажатия кнопки HOME ось Z начнет опускаться. На рабочей платформе есть винт, который нужно ослабить с помощью шестигранного ключа, тогда платформу можно будет выравнивать до идеального положения.
Когда и это сделано, нужно затянуть все винты, взять лист бумаги A4 и положить его на 2K LCD-экран на камере печати. Теперь мы затянем еще и большую красную ручку на рабочей платформе. Далее, пользуясь пультом дистанционного управления или сенсорным экраном, мы должны опускать платформу (на 0,1, 1 или 10 мм), пока не почувствуем, что бумага плотно прижата и не вытаскивается.
Процесс выравнивания Anycubic Photon на самом деле похож на ручную калибровку 3D-принтеров FDM. Чтобы не было проблем, мы советуем опускать платформу медленно, с небольшим шагом. Когда лист бумаги будет плотно прижат, надо еще раз подтянуть винт платформы, чтобы она уж точно была максимально выровнена. Платформа Anycubic Photon не должна иметь ни малейшего наклона, потому что иначе распечатки будут получаться некачественными или вообще не будут получаться.
Чтобы выставить высоту по Z, надо в меню TOOLS выбрать Z = 0. Так положение по вертикали окажется обнуленным, что зафиксирует нашу калибровку.
Прежде чем мы доберемся до полимера, мы должны еще протестировать ультрафиолетовые светодиоды. Для этого поднимем платформу примерно на 120 мм и нажмем TOOLS > DETECTION > NEXT. Это запустит короткий тест УФ-света, который проявится в виде яркого прямоугольника на LCD-экране 2K.
Теперь мы вернем ванночку для полимера на место внутри Anycubic Photon и затянем ее гайки.
Итак, 3D-принтер Anycubic Photon DLP собран, и пользователь может налить пластик в ванночку, заполнив ее примерно на одну треть.
Первые распечатки и постобработка
После сборки и выравнивания платформы наступает время печати. Первое, что мы решили попробовать, был тест с флешки.
Это такой сложный решетчатый кубик, на котором можно отлично продемонстрировать все преимущества SLA/DLP технологии 3D-печати. Внутри модели между противоположными ребрами есть две плашки, на одной из которых написано ANYCUBIC, а на другой — PHOTON. Поскольку эта модель уже нарезана и загружена на флешку, мы пока не будем углубляться в программу-слайсер Anycubic Photon.
Ванночка на треть заполнена зеленым полимером — пора в печать. Но увы, наши первые две попытки распечатать на Anycubic Photon тестовую модель провалились. Несмотря на то, что принтер отверждал первый слой, этот слой не прилипал к рабочей платформе, отчего и всё остальное не могло быть напечатано.
Поэтому мы вернулись к началу пути, еще раз выровняли платформу и протерли экран тряпочкой с изопропиловым спиртом. Мы еще немного повозились, и наша первая распечатка на Anycubic Photon получилась.

Ее качество очень впечатляет, поверхности практически безупречные, детали самые мелкие. Когда печать завершилась, мы сняли получившийся объект с платформы и погрузили его сначала в ванночку со спиртом, потом в ванночку с водой, чтобы удалить излишки полимера.
После того как мы повторили это несколько раз, мы дошли до этапа УФ-закалки. Поскольку специальной камеры у нас для этого нет, нам пришлось воспользоваться силами солнца. Самый лучший способ естественного отверждения DLP-распечатки — это поставить ее в воду и оставить на солнце. Через несколько часов получится чистая и прочная 3D-распечатка.
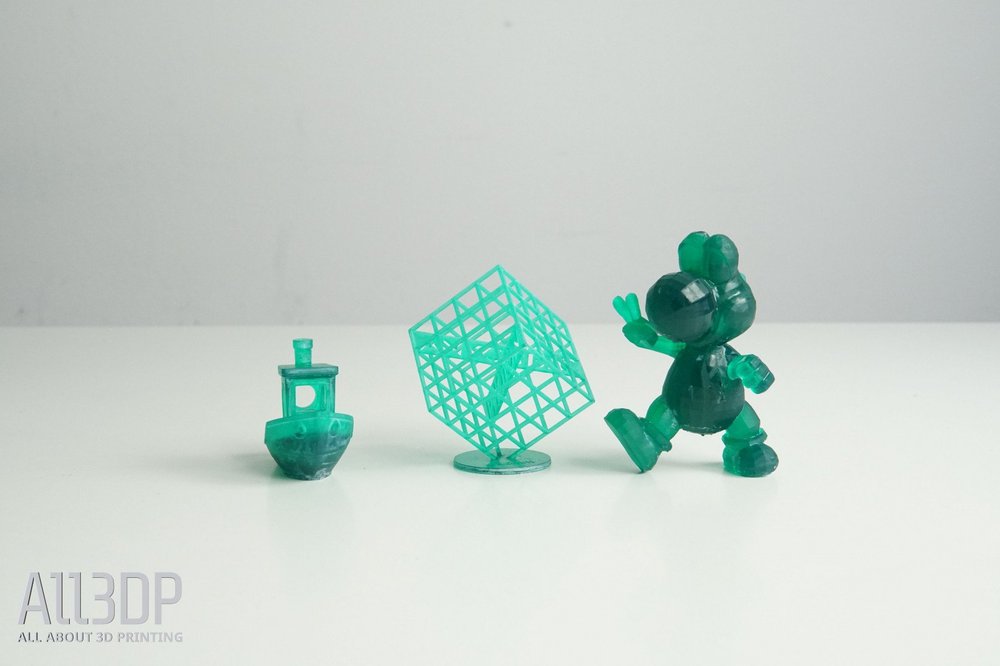
Anycubic Photon справился с 3DBenchy безупречно, выполнив все требования безукоризненно. В частности, на кораблике совсем не было видно слоев, а когда его поставили рядом с распечаткой FDM, то это оказалось просто день и ночь.

После двух тестовых моделей пришло время напечатать что-нибудь интересное. Поскольку с принтером поставляется зеленый полимер, мы решили напечатать модель, которой бы подошел такой цвет. Итак, мы остановились на модели Йоши, очаровательном динозаврике, который больше всего известен по играм с Марио.
Модель оказалась сложноватой и потребовала подпорок. С помощью слайсера Anycubic Photon мы их легко автоматически сгенерировали. Слайсер позволяет добавлять подпорки и вручную, что тоже очень просто и полезно.
Йоши получился весьма хорош, и после удаление подпорок, очистки от остатков полимера и закалки модели на солнце у нас получился маленький зеленый динозаврик, показывающий знак победы. Было несколько мест, где модель имела отметины от удаленных подпорок, но в целом качество Йоши оказалось впечатляющим, особенно при такой невысокой цене Anycubic Photon.

Чистка
В отличие от средних FDM 3D-принтеров, Anycubic Photon нуждается в тщательной чистке как до, так и после печати. Когда печать завершена, вы должны вынуть ванночку с полимером и собрать из нее плавающие затвердевшие кусочки. Это можно сделать, если воспользоваться прилагаемыми фильтрами, приладив их на флакон, в который сливается полимер.
Будьте осторожны с ванночкой, особенно с FEP-пленкой, которая у нее на дне. Если чистить с фанатизмом, пленка может отойти и ванночку придется менять. Поэтому самый лучший инструмент здесь — пластиковый скребок, который предназначен для удаления излишков полимера с моделей.
Китайский производитель записал также видео, в котором показано, как именно нужно чистить ванночку Anycubic Photon.
После того как с полимером разобрались, ванночку почистили, нужно почистить и LCD-проектор. Крайне важно, чтобы между проектором и ванночкой не было никакой пыли, фрагментов полимера и других загрязнений. Чистить их лучше всего изопропиловым спиртом, просто смочив им какую-нибудь тряпочку и протерев.
Такой же процедуре можно подвергнуть и платформу печати Anycubic Photon, которая от постоянных погружений в полимер в конце концов им покрывается.
Непременно во время всей этой работы используйте средства защиты, особенно перчатки. Весь этот процесс чистки может оказаться сущим наказанием и запачкать все вокруг, особенно если вы не будете осторожны при переливании полимера через фильтр во флакон.
Указания по безопасности
Поскольку в системе Anycubic Photon используются токсичные фотоотверждаемые полимеры, во время работы важно надевать перчатки и защитные очки, потому что едва ли кому понравится, если жидкий полимер попадет на кожу, а тем более в глаза. После того как распечатка отвердеет, ее можно трогать голыми руками, но перчатки всегда должны быть рядом в течение всего процесса печати и постобработки.
Anycubic Photon поставляется с несколькими парами перчаток, но вы вскоре обнаружите, что их никогда не бывает много. Поэтому лучше всего сразу заказать одну или две коробки, потому что перчатки — это неизбежный расходный материал.
Неотвержденный или незакаленный полимер распространяет токсичные испарения, поэтому в комплекте с Anycubic Photon идет хирургическая маска, которая призвана защитить ваши дыхательные пути от удушающего запаха. Если даже слегка нюхнуть этот полимер, становится сразу понятно, что это совсем не то, что следует вдыхать.
А если вы хотите, чтобы неотвержденный полимер не забрызгал все вокруг, Anycubic Photon лучше всего держать закрытым. Мы советуем поменять прилагаемую пластиковую лопатку на металлическую, но тогда использовать ее нужно будет только для 3D-печати.
Так же осторожно, как с неотвержденным пластиком, нужно обращаться с изопропиловым спиртом, который используется в постобработке. Когда 3D-распечатка в него погружается, неотвержденный полимер с ним смешивается, образуя опасную жидкость, с которой нужно обращаться осторожно и утилизировать которую нужно тоже соответствующим образом.
Вместе с Anycubic Photon поставляется и его собственный слайсер. Вы только откройте программу — и поймете, насколько она проста.
Изменять можно лишь несколько настроек, включая толщину слоя, нормальную экспозицию, время выключения, нижнюю экспозицию и нижние слои. Впрочем, если вы не уверены, какой параметр за что отвечает, лучше всего просто все оставить как есть. То же самое касается настроек разрешения, которые тоже предустановлены.
А вот где определенно придется поработать — так это в том, что касается подпорок. Вы можете доверить их автогенерации или вставлять их вручную, но мы выяснили, что автоматические подпорки получаются довольно надежными. В слайсере Anycubic Photon пользователь может управлять, например, формой, расположением, радиусом, длиной и плотностью подпорок
Помимо этого, слайсер предлагает удобные виды модели за счет ее вращения и масштабирования. Сам процесс нарезки проходит довольно быстро, если сравнивать с работой распространенных аналогичных программ, а на выходе получается файл с расширением .Photon, который заточен только под DLP-печать.
В целом, прилагаемый к Anycubic Photon слайсер вполне адекватен своим задачам. И хотя его дизайну было уделено маловато внимания, а объяснений настроек просто нет, слайсер можно назвать хорошим и простым в работе.
Anycubic Photon — это очень популярный фотополимерный 3D-принтер, в котором используется собственный запатентованный слайсер. Прочтите эту статью, чтобы узнать всё о слайсере Anycubic Photon.
Встречайте «родной» слайсер от Anycubic

Актуальная проблема для слайсера Anycubic Photon.
Успех 3D-печати объекта во многом зависит от правильно выбранной программы для слайсинга.
Слайсер преобразует 3D-объекты в инструкции для принтера. Он контролирует разрешение, скорость печати и другие параметры, влияющие на процесс создания будущей модели.
Особенно важно знать, как работает слайсер при взаимодействии с 3D-принтером, использующим необычные материалы, такие как смола. Фотополимерная печать требует определённых знаний, поскольку она сильно отличается от 3D-печати филаментом.
Программа идёт вместе с принтером Anycubic Photon. Наша статья расскажет вам, как это работает, чтобы вы смогли добиться максимальных успехов при работе с 3D-печатью.
Устанавливаем прогу

Photon — ничто без хорошего слайсера.
Каждый 3D-принтер Anycubic Photon идёт в комплекте со слайсером, размещённым на SD-карте. Чтобы установить программу с SD-карты, вставьте её в компьютер и найдите следующие установочные файлы:
- 1) Откройте подпапку с «File_English_Photon»;
- 2) Затем перейдите в «Photon slicing software»;
- 3) И щёлкните дважды по «ANYCUBIC Photon SlicerInstall1.1.9.exe».
После этого вам останется лишь следовать инструкциям по установке (не забудьте указать место для сохранения программы на жёстком диске). По завершению установочного процесса вы сможете открыть программу и оценить её возможности.
Чтобы лучше узнать слайсер Anycubic Photon, можете также воспользоваться файл-образцом, который есть на SD-карте. Он наглядно покажет, что делает каждая команда.
Работа с объектом

Интерфейс слайсера Anycubic Photon позволяет просматривать объект с разных сторон.
Слайсер Anycubic Photon имеет простой и понятный интерфейс, который легко освоить. Вот несколько основных моментов:
- Извлечь рабочие файлы можно, щёлкнув команду «Файл» в левом верхнем углу, затем опцию «Открыть» в выпадающем меню и, наконец, имя файла, с которым вы хотите работать.
- Управлять объектом, видя его под различным углом можно, щёлкнув левой кнопкой мыши 3D-объект — в левой части экрана появятся параметры: «Просмотр», «Поворот», «Масштаб» и «Перемещение».
- Менять расположение объекта можно с помощью мыши. Удерживая левой кнопкой мыши объект, перетащите его на нужную позицию. Вы также можете увеличивать и уменьшать масштаб, прокручивая колёсико мыши, и менять угол обзора, удерживая платформу правой кнопкой мыши.
Anycubic регулярно публикует на сайте обновления для своего слайсера, чтобы вы всегда были в курсе последних исправлений и улучшений.
Оптимальные настройки для создания идеальных распечатков

Изменение настроек в слайсере Anycubic Photon для детализации с разным уровнем слоёв.
После того, как вы освоите основные команды, настанет время переходить к расширенным настройкам. Мы также рекомендуем на этом этапе воспользоваться тест-дизайном, чтобы увидеть, как различные варианты выглядят в реальной практике. Вот, что вы можете настроить:
- Толщина слоя: для этого слайсера она может быть в диапазоне 0.01-0.2 мм. Чем толще слои, тем быстрее будет напечатан объект.
- Время экспозиции: в принтере Anycubic Photon время экспозиции схоже со временем экспозиции фотографий. Чем дольше время экспозиции, тем толще и чётче будет слой. Но более длительное время экспозиции потребует более длительной печати. Экспозиционное время в слайсере Anycubic можно настроить в пределах от 6 до 15 секунд.
- Период отключения: это время воздействия УФ-излучения на каждый слой. После экспозиции УФ-излучение отключается, платформа поднимается, очищается и останавливается на заданной высоте слоя до следующего момента экспозиции. Чем дольше перерыв, тем дольше придётся ждать, пока смола осядет и будет готова к экструзии следующего слоя. Более длительные паузы больше подходят для особенно вязких смол. В слайсере Anycubic Photon период отключения УФ-излучения может достигать от 3 до 6 секунд.
- Время экспозиции для нижнего слоя: в создании прочной основы 3D-объекта важную роль играет первый слой. Поэтому чем дольше будет длиться экспозиция нижнего слоя, тем лучше будет сцепление первого слоя с печатной платформой. Можете установить временной диапазон экспозиции от 30 до 80 секунд.
- Поддержка: сложным конструкциям с промежутками или свесами обязательно требуются поддержки, которые помогут сохранить форму модели, пока она хорошо не затвердеет. В слайсере Anycubic Photon вы можете выбрать желаемый уровень поддержки: низкий, средний или высокий. Но имейте в виду, что чем выше уровень поддержки, тем сложнее её будет удалить.
- Размер при печати: при заметных отклонениях 3D-модели попробуйте отрегулировать оси X, Y и Z. Anycubic не советует постоянно менять этот параметр, только когда это действительно необходимо.
После того, как вы отрегулируете все настройки, вам останется лишь нажать на кнопку «Slice» в верхней части экрана (значок с тремя квадратами, наложенными друг на друга). У вас будет возможность предварительно просмотреть свой проект, а затем программа приступит к нарезке.
Как вы знаете, без труда не выловишь рыбку из пруда, поэтому запаситесь терпением и не переставайте экспериментировать с настройками, опираясь на рекомендации из нашей статьи.

Новый Anycubic Photon Mono – это один из 3D-принтеров, выпущенных компанией Anycubic в честь своего 5-летия. Давайте посмотрим, достойный ли это подарок.
Оглавление
Надо сказать, что это был не просто день рождения, а нечто более важное. Дело в том, что Anycubic женат на 3D-печати уже пять лет, так что налицо, как говорится, деревянная свадьба, и дарить им полагается что-то деревянное. Но вместо этого они сами подарили – совсем не деревянные новые принтеры. Кажется, так гораздо лучше. Нет?
При низкой цене Anycubic Photon Mono, надо полагать, окажется в поле зрения любого, кто ищет новый полимерный принтер, и дело не только в деньгах. То, что в названии фигурирует Mono, прозрачно намекает на монохромную LCD-матрицу, а это значит, что время отверждения может составлять всего полторы секунды. Как мы вскоре поймем, это еще далеко не всё.
Что мы имеем?

Пластиковая ванночка для полимера с рисками
Photon Mono знаменует собой новое поле деятельности Anycubic, первую волну монохромных MSLA-принтеров. Такая технология, когда между УФ-излучателем и фотополимером находится маска из ЖК-светодиодов, более эффективна, чем RGB LCD. Скорость отверждения получается выше, печать идет заметно быстрее, а время работы источника ультрафиолета значительно меньше.
Это уже не дивный новый мир, большинство принтеров MSLA, на которые стоит сегодня смотреть, работают именно так. Тогда в чем же тайна Photon Mono?
Функция
Главной особенностью Photon Mono является монохромная матрица, которая, как мы уже сказали, повышает скорость печати. Стандартные полимеры отверждаются примерно за 2 секунды.
Как теперь, похоже, происходит со всеми полимерными принтерами Anycubic, компания поставляет аппараты с тестовым образцом для определения времени отверждения, который помогает настроиться на оптимальную скорость при высокой детализации. Так должно было бы быть со всеми принтерами. Но нет. Так что отдадим Anycubic должное.
При распаковке, настройке Photon Mono и работе с ним никаких сложностей нет. Разве что он очень плотно сидит в своем пенопластовом ложе, в котором поставляется. В комплекте также шнур и блок питания (12-вольтный кирпич, как у ноутбуков) и масса аксессуаров, чем Anycubic тоже привычно радует.
Платформа печати имеет уклон, чтобы с нее стекали остатки полимера – похвальная аккуратность
Чтобы выровнять платформу печати, нужно снять ванночку для полимера, ослабить четыре болта, положить на матрицу лист бумаги и опустить платформу на него. Прижмем платформу, чтобы всё было ровно, затянем болты – и все дела. Это, собственно, стандартная процедура для MSLA-принтеров.
В принципе, Photon Mono Anycubic – это всё тот же достойный стандарт, установленный для линейки Photon еще в 2018 году, но с аппаратными обновлениями, выходящими за рамки простого апгрейда до монохромной матрицы. У нас тут сглажены линии, изменен дизайн, с аппаратом стало просто приятно работать.
В системе движения по оси Z мы видим переход от стержней к линейной направляющей, что теоретически должно сделать принтер более стабильным и точным по вертикали. Практически так оно и есть. Если брать вертикальные настройки по умолчанию, получаются исключительно чистые распечатки почти без полос и других артефактов по Z.
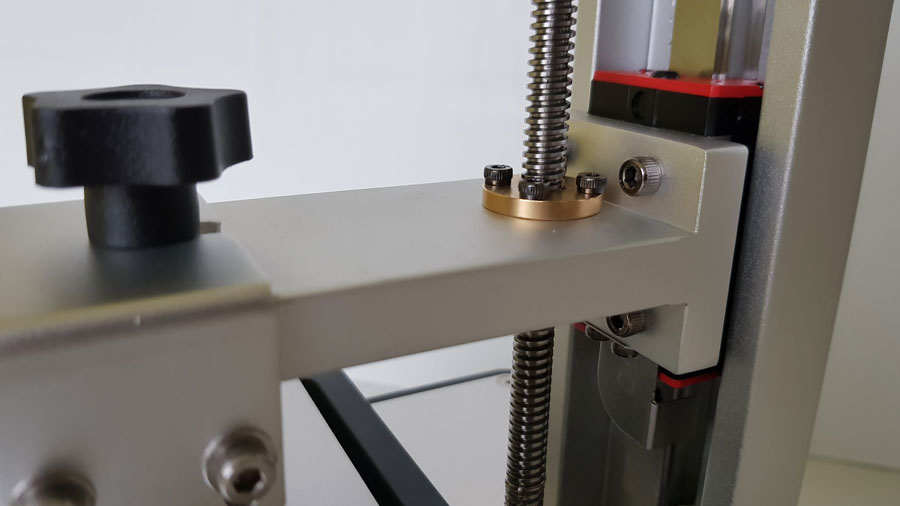
Одиночная линейная направляющая ходового винта в Photon Mono
Качество печати при использовании стандартных профилей и отличного стокового полимера, как и следовало ожидать, отличное. Нам удалось сделать на Photon Mono несколько невероятных распечаток практически без каких было ни было усилий. Есть ощущение, что Mono прощает ошибки – это то, что нам так понравилось в Elegoo Mars и оригинальном Phrozen Sonic Mini.
Похоже, за это стоит благодарить очень достойные дефолтные настройки по Z. При смене слоя Mono спешит медленно.
Форма
Начать с того, что Anycubic Photon Mono – это аккуратный маленький принтер. Его пластиковый корпус плотно сидит на столе, а УФ-блокирующая крышка поднимается и снимается, обеспечивая доступ к ванночке для полимера и платформе печати. Такая реализация, как нам кажется, гораздо удобнее, чем навесная поднимающаяся дверца у принтеров этого размера и у апгрейдов Photon и Photon S (а также у более нового Photon Mono SE).
Декоративные выступы по периметру основания машины выглядит аккуратно, но так и ждут случайной капли полимера, чтобы стать неаккуратными; а отчищать потом раздражающе трудно.
Как и у всех предыдущих принтеров Photon, USB-порт расположен сбоку, ближе к задней части, т.е., чтобы его использовать, потребуется немало свободного места. Мы еще в 2019 году отчитывали за это Elegoo Mars, но урок не пошел впрок. У Photon Mono SE та же беда.

Выключатель питания и USB-порт справа сзади
Новинкой Photon Mono является полностью пластиковая ванночка для полимера, что многие могли бы счесть за понижение рейтинга. Такие ванночки часто становятся объектом критики, хотя решающую роль здесь играет компромисс между прочностью и стойкостью к смешанным полимерам. По большому счету, металл превосходит пластик для тех материалов, которые мы сейчас чаще всего используем, он и смотрится лучше – но это несколько предвзятое мнение, в том числе и в отношении Photon Mono.
На практике, как и в случае с Phrozen Sonic Mini, когда он поставлялся с пластиковой ванночкой (больше не поставляется), она была в порядке в течение примерно 100 часов работы, так что здесь нет какой-то особой проблемы. Обладатели принтера будут работать с ним гораздо дольше, поэтому мы можем предложить только то, что все в порядке в краткосрочной перспективе.
Одна вещь, которую мы пока не будем так уж горячо обсуждать, – это то, что пленка FEP приходит уже предварительно зажатой в неразъемную натяжную пластину. Насколько мы можем судить, не опускаясь до того, чтобы взламывать эту штуку, замена FEP, видимо, потребует покупки специального узла у Anycubic, а не той пленки, которая вам нравится.

6-дюймовая моно-LCD матрица Photon Mono, на нее распространяется трехмесячная гарантия (как указано на сайте Anycubic)
Несмотря на удешевление ванночки, в Anycubic постарались преодолеть один из камней преткновения наиболее бюджетных полимерных принтеров – натекание остатков полимера на платформу печати. Такое бывает у Anycubic Photon Zero с его экспериментальной стартовой демпинговой ценой в $139; Sonic Mini Phrozen, еще одна бюджетная попытка, также имеет эту проблему. Не то с Photon Mono, у которого платформа имеет уклон, позволяющий стекать излишкам полимера. Чудесно.
Для подготовки к печати на Mono в Anycubic рекомендуют пользоваться их собственной программой Photon Workshop. Она имеет много общего с ChiTuBox, самым, пожалуй, распространенным программным обеспечением для подготовки настольной полимерной печати, так что переход с него не должен составить проблемы.
Как слайсер Photon Workshop более чем оснащен для генерации опорных структур, создания полостей, разделения модели и ряда незначительных манипуляций. Что касается функций, то они богаче, чем у ChiTuBox, но именно этот факт, на наш взгляд, является причиной некоторой нестабильности Photon Workshop. Лучше меньше, да лучше! Ну в самом деле, зачем нужны такие изыски, как генератор головы? Это не шутка. Вы задаете реперные точки, по которым программа пытается воссоздать голову. Нам чудес не нужно!

Прикольный генератор голов в Photon Workshop – отличный таймкиллер, но практически бесполезен
Мы ценим направление, в котором движется Photon Workshop, – объять необъятное. Но лучше быть мастером нескольких функций, чем явным середнячком (или даже комическим лузером) в большинстве инструментов, которые нужны среднему пользователю.
Впрочем, выяснилось, что Mono хорошо работает со слайсером Lychee (3.1.8), довольно нормальной и интуитивно понятной альтернативой.
Итак, что мы получаем? Не будем врать – Mono не оставил нас равнодушными. Скорость печати на монохромной матрице – это сегодня практически норма, так что про Mono здесь особо добавить нечего. Тут получается странная история, особенно с учетом того, что цена почти доходит до цены Mars 2 Pro, принтера похожего, но более премиального. Немного поработав с Mono, мы, однако, подтверждаем, что с тонкими и хрупкими деталями ему мы доверяем больше. За его заводские настройки можно многое простить. Мы не сталкивались с какими-либо сбоями печати, которые не были бы результатом того, что мы сами забыли добавить полимера (там же риски есть! – так что нам гордиться нечем).
Можно твердо заявить: «Вот Mono, он на своём месте». Но это только чтобы отговорить людей от умопомрачительно завышенной цены на Photon S.
Вердикт
Среди больших носителей 4K Mono X, двухрельсовых металлических конструкций, всех вариаций Mono SE, новаторских бюджетных принтеров Phrozen и недавних усилий Elegoo Mono – Anycubic Photon Mono чувствует себя немного потерянным. У него мало отличительных черт, кроме быстрого отверждения слоя, что отличительной чертой больше не считается.
Но нельзя сказать, что это плохой принтер. Он неплох. Он очень хорошо печатает тонкие детали, а его родная программа Photon Workshop, которая нас так поначалу разочаровала, понемногу улучшается.
В целом Mono – это приличный, пусть и скучноватый принтер, который может работать быстро. Он, конечно, не самый худший представитель полимерной печати, но запрашиваемая цена заставит подумать дважды.
Особенности
Фонтан ли ваш фотон?
6-ДЮЙМОВАЯ МОНОХРОМНАЯ LCD-МАТРИЦА НА 2K
Это титульная фича, и иначе быть не может. Сокращение времени отверждения означает более быструю печать, а значит – больше распечаток. К тому же, монохромная матрица требует меньше энергии и дольше служит, что совсем хорошо. В Anycubic также говорит, что «матричный параллельный источник света обеспечивает более равномерную экспозицию», что еще больше повышает эффективность.
ДОПОЛНИТЕЛЬНЫЙ ОБЪЕМ ПЕЧАТИ
165 × 80 × 130 мм – это приличный по сегодняшним меркам рабочий объем. Не такой большой, как у Photon X, но больше, чем у Photon Zero (да и у многих других полимерных принтеров), а за такую цену остается только восхищаться.
СКОРОСТЬ ПЕЧАТИ
При минимальном «световом» времени отверждения, приближающемся к 1,5 с на слой, Anycubic Photon Mono может стать заметным шагом в полимерной печати. Аппарат работает не только быстро, но и красиво: 2560 ×1620 пикселей эквивалентны разрешению в 51 микрон в плоскости XY. Принтер не прорывной, но комфортный в работе и способный сделать изящно и тонко.
ANYCUBIC PHOTON WORKSHOP

Печать фотополимерами обладает широкими возможностями. По сравнению с другими видами 3D печати, создание изделий из смол занимает меньше времени, а большой выбор материалов дает неограниченное поле для реализации любых задач.
За последние несколько лет печать на фотополимерных 3D принтерах стала доступнее - стоимость оборудования значительно снизилась, при этом качество печати не пострадало и даже улучшилось. В этой статье мы подробно расскажем и покажем, как правильно настроить фотополимерный 3D принтер для работы с разными видами материалов.
Виды фотополимерных принтеров

Среди оборудования, доступного для всех пользователей наиболее популярными являются принтеры, работающие по технологии SLA, LCD и DLP. Их принцип работы практически одинаковый - в ванночке с прозрачным дном находится полимер, который застывает под воздействием света.
SLA (стереолитография) для засветки каждого слоя использует лазерный луч. С помощью системы зеркал и призм луч отражается и проектируется на необходимые области.
Технология DLP позволяет засвечивать весь слой сразу благодаря установленному УФ-проектору. Он проецирует свет на всю область печати, тем самым ускоряя ее.
Принтеры, работающие по технологии LCD имеют сходство с DLP устройствами, однако в них используются жидкокристаллическая матрица, сквозь которую проходит свет от светодиодов.
На этом различия принтеров заканчиваются. Дальнейший процесс печати представляет собой плавное поднятие платформы с изделием и “выращивание” детали из полимера слой за слоем.
Стоит отметить, что SLA принтеры прекрасно работают на заводских настройках, которые выставлены по умолчанию. Принтеры DLP и LCD имеют схожие настройки, поэтому в этой статье рассмотрим их вместе на примере оборудования Anycubic MONO X.
Настройки 3D печати подходят для настольных принтеров, использующихся в медицине, стоматологии, обучении, проектировании и изготовлении штучных объектов.
Anycubic Photon MONO X: краткий обзор

Anycubic Photon MONO X - компактный и недорогой принтер, который подходит для решения разных задач (от реализации DIY проектов до обучения и помощи в небольшом бизнесе). Этот монохромный LCD принтер с матрицей 4К имеет самую большую область построения в линейке Anycibic Photon MONO. Объем печати составляет 192х120х250 мм.
Оборудование имеет LCD матрицу и экран диагональю 8,9 дюйма, что позволяет ускорить 3D печать в 3 раза по сравнению с другими технологиями. Встроенный Wi-Fi модуль делает возможным удаленное подключение к сети Интернет и печать.
Программное обеспечение

Принтер поставляется со встроенным программным обеспечением Photon Workshop V2.1.24 RC7, которое позволяет быстро подготовить 3D модели к печати. Единственный минус этой программы - предустановленные настройки от производителя, которые невозможно изменить.
Для подготовки файлов можно использовать более удобный слайсер ChituBox. Он позволяет выбирать профиль принтера или создавать новый, а также задавать параметры используемого полимера. Данные не нужно вводить повторно - они автоматически сохраняются.
Расходные материалы

Принтер Anycubic Photon Mono X может работать смолами разных производителей. Например, он совместим с фотополимерами российского производителя HARZLabs. Производитель предлагает базовые, инженерные и стоматологические полимеры, которые позволяют решать любые задачи в обучении, на производстве или в бизнесе. HARZLabs предлагает своим пользователям проверенную информацию об особенностях работы с каждым материалом.
Смолы российского производства отличаются стабильным составом и отличными физико-химическими характеристиками. Большинство полимеров не имеют запаха, поэтому подходят для работы в помещениях с естественной вентиляцией.
Калибровка рабочей платформы

Важный этап, без которого не обходится ни один цикл печати - калибровка. Если рабочая поверхность будет находиться под углом к матрице, то изделие может быть забраковано.
Принтер Anycubic Photon Mono X оснащен специальными винтами, позволяющими закрепить платформу в нужном положении. Ослабив винты и опустив платформу на дисплей (через меню), можно быстро выполнить калибровку принтера.
Настройка параметров

Высота слоя
Настройка принтера начинается с выбора высоты слоя. От этой величины зависит качество и детализация печати. Минимальная высота слоя на Anycubic Photon Mono X составляет 10 мкм. Такой размер слоя идеально подходит для полимеров с низкой вязкостью. Стандартная высота для этого принтера - 50 мкм. Для фотополимеров со средней и высокой вязкостью рекомендуется ставить толщину слоя 100 мкм.
Время засветки
Немаловажными параметрами, от которых зависит качество печати, является также время засветки слоев. Для большинства полимеров рекомендуемое время засветки обычных слоев варьируется от 3 до 20 секунд. Обычными слоями называются те, которые не являются основанием (не соприкасаются с рабочей платформой).
Обычно производитель указывает время засветки слоев, например, на сайте HARZLabs есть таблицы с указанием времени засветки для каждого полимера. Также основные рекомендации для полимеров этого производителя вы можете найти в разделе
Если время засветки выставлено неверно, то модель получается более широкой (превышено время засветки) или узкой (время засветки меньше положенного). Именно поэтому необходимо делать тестовую печать новым материалом.
Время засветки первых слоев
Для полимеризации первых слоев требуется немного больше времени, чем для засветки остальных. В среднем, количество времени на засветку первых слоев в 5-10 раз превышает обычное время полимеризации. Это нужно для того, чтобы полимер обрел необходимое сцепление с основанием.
Если производитель не указывает время засветки для базы, то эта величина определяется опытным путем. Но и тут действуют такие же правила, как и при печати основных слоев. Слишком долгое время засветки делает основание шире (эффект “слоновьей ноги”), а недостаточное время - уже. Именно поэтому большинство изделий печатаются целиком на поддержках.
Количество базовых слоев
Основание детали достигает необходимой прочности при количестве слоев с увеличенным временем засветки около 3-8. Для большинства смол можно выставить число 5 в соответствующем поле.
Время задержки в верхнем положении
При движении платформы вверх важно, чтобы фотополимер затек под модель и продолжил новый слой. Чаще всего время на этот этап уходит 1 секунда. Для более вязких смол время можно увеличить.
Время задержки в нижнем положении
Когда платформа двигается вниз, к ванне с фотополимером, материал может неравномерно двигаться под действием воздушного потока, что приводит к нарушению целостности слоя. Заводские параметры обычно не стоит менять на собственные, так как это может увеличить время печати или ухудшить качество изготавливаемой детали.
Высота подъема
Эта величина определяет на сколько деталь поднимается со дна ванны после печати слоя. Оптимальное расстояние - 4-6 мм. Меньше расстояние может привести к тому, что уже напечатанная модель не сможет отделиться от дна ванны.
Скорость подъема и опускания платформы
Эта величина определяет с какой скоростью платформа двигается вверх и вниз после печати слоя. В некоторых принтерах скорость можно увеличить, однако для получения более качественного результата печати этот параметр лучше оставить без изменений.
Прочие настройки Anycubic Photon Mono X рекомендуется оставить без изменений, так как они не оказывают существенного влияния на печать.
Проблемы печати и их решение

Деталь отлипает от платформы
Необходимо увеличить время засветки первых слоев на 30-50%. Долгое время засветки позволит надежнее закрепить основание на печатной платформе.
Деталь отрывается от поддержек, рвется в процессе печати
Это происходит при недостаточном времени засветки основных слоев. Необходимо увеличивать время засветки с шагом в 2 секунды до получения желаемого результата. Если деталь становится толще, а рельеф смазаннее, следует уменьшить время засветки. Для большинства смол время засветки может быть увеличено на 10 секунд без потери качества печати.
Большая площадь печати
При печати объектов, которые практически полностью занимают печатную платформу необходимо увеличить толщину слоя, а также время засветки каждого слоя на 2-3 секунды.
Также необходимо более тщательно подготавливать модель к печати, так как недостаточное количество поддержек может привести к деформации изделия. Подробнее о полезных программах для 3D печати можно узнать здесь .
Первая печать
Существует несколько тестовых моделей для фотополимерных принтеров, которые позволяют определить правильность настроек параметров для каждого конкретного полимера.
Тестовая модель 1

Тестовая модель 2

Позволяет быстро оценить качество настроек, так как печать занимает не более получаса. Отлично подходит для проверки печати тонких стенок.
При работе с полимерами следует соблюдать правила безопасности: защищать органы дыхания, глаза и кожу рук. Для проверки всех настроек рекомендуется печатать несколько тестовых моделей - это позволит лучше познакомиться со свойствами материала и параметрами печати на конкретном принтере.
Несмотря на то, что 3D печать кажется простой, для получения качественного результата требуется немного практики и знаний об основных настройках печати. Печатайте больше тестовых моделей и приобретайте бесценный опыт работы с разными полимерами!
Читайте также: