
Программа для 3д принтера аникубик
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Приветствую всех читателей портала.
Это моя первая статья и в ней я решил поделиться своим опытом прошивки и адаптации Marlin-1.1.9 для Anycubic Kossel Linear Plus.
Здесь сразу оговорюсь, что у меня принтер именно версии Linear Plus и все о чем я буду писать далее относится именно к этой версии принтера. Для версии Pulley прошивка будет немного отличаться, но мне не на чем её проверять, а выкладывать непроверенную прошивку не хочу.
Начну пожалуй с того, что меня не устраивало в стандартной прошивке принтера:
1. Нет возможности нормально изменять настройки принтера и сохранять их для дальнейшего использования (без использования бубна)
2. Регулирование температуры совсем никуда не годится (у меня отклонение по температуре при первоначальном нагреве составляло +- 15 градусов, правда потом держал +- 2-3 градуса)
3. Автокалибровка уровня стола требовала дальнейшего ручного регулирования, т.к. с одной стороны могло царапать по столу, а с другой водить по воздуху. Да и проходила она не всегда с первого раза. Из-за этого недостатка мною была спроектирована и напечатана система ручной регулировки стола (которой я очень доволен). И сразу забегая вперед скажу, что проблема не в датчике, т.к. на новой прошивке все работает нормально.
4. При принудительной остановке печати периодически сбивалась автокалибровка стола и приходилось её делать заново.
5. Вращение ручки управления вправо приводило к уменьшению значений, а влево - к увеличению. Такой же эффект был при навигации по меню.
6. Точность выставления чисел с помощью ручки была слишком грубой. У меня почти никогда не получалось правильно выставить Z-Offset до сотых долей, т.к. они прыгали по 0,02мм.
Решил я поискать на просторах интернета как же все таки решаются вышеуказанные проблемы. Нашел несколько интересных видео, но по сути все сводилось к изменению прошивки. Я посмотрел, какая же прошивка на данный момент является последней. Этой прошивкой оказалась версия Marlin-1.1.9 (кроме Marlin я ничего другого не рассматривал, хотя понимаю что она не единственная). Поискал я подготовленные прошивки этой версии на Anycubic Kossel и к сожалению ничего не нашел (точнее нашел, но как потом оказалось, с грубыми ошибками). Поэтому взялся за дело самостоятельно. Отправной точкой стали Файлы конфигурации под этот принтер для Marlin 1.1.8, из которой были взяты основные конструктивные параметры принтера.
Итак, что нам понадобится для конфигурирования и заливки новой прошивки в принтер:
1. Официальный Marlin 1.1.9 и мои файлы Configuration под наш принтер, которые необходимо скопировать в папку Marlin-1.1.9 -> Marlin.
Или для тех, кто не хочет скачивать все по отдельности и задумываться как их объединить, можно скачать готовую прошивку, которой я пользуюсь сам Marlin-1.1.9 for Anycubic Kossel Linear Plus. Все дальнейшие манипуляции делались с использованием именно этой прошивки.
Далее делаем все по шагам:
1. Запускаем Arduino 1.8.5
2. Открываем заранее распакованную прошивку, выбирая меню Файл->Открыть. Выбираем файл Marlin-1.1.9 -> Marlin->Marlin.ino
3. Подключаем компьютер по USB к принтеру и устанавливаем драйвера на найденное оборудование
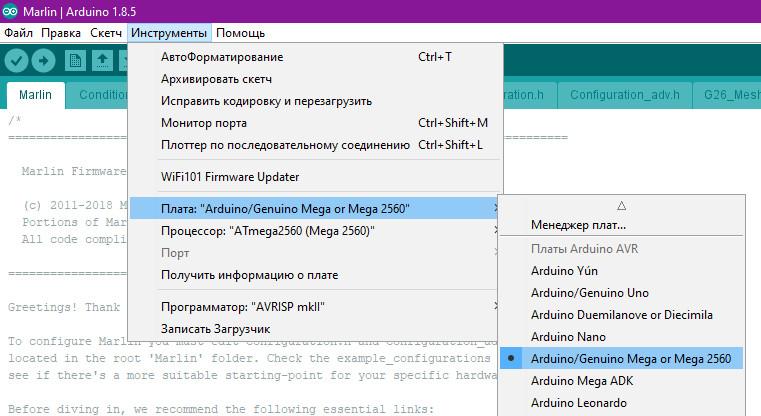
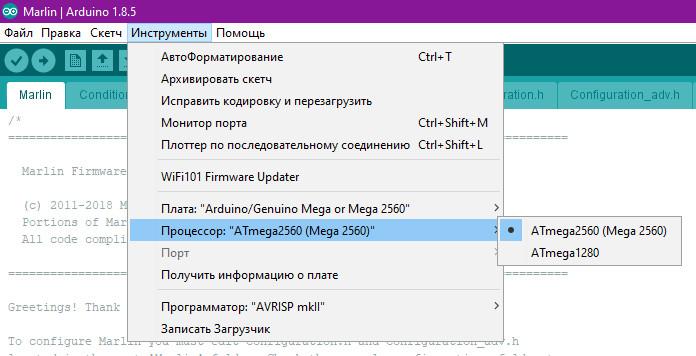
4. Выставляем тип платы и тип процессора
5. Выбираем пункт меню Скетч->Загрузка. Далее ждем пока прошивка скомпилируется и загрузится в принтер. После этого принтер перезагрузится и на экране можно будет увидеть надпись 'Marlin 1.1.9'
6. Заходим в меню принтера Control->Initialize EEPROM (рекомендую обязательно выполнять этот пункт)
На этом процесс прошивки заканчивается и начинается процесс настройки.
Для настройки и калибровки принтера необходимо выполнить несколько шагов:
1. Для начала убедимся, что прошивка прошла успешно и все работает. Для этого отправляем оси принтера 'домой', выбираем пункт меню Prepare->Auto home
2. Нагреваем стол до температуры, которую мы используем при печати (я в основном печатаю PETG и поэтому устанавливаю 70 градусов). Я рекомендую производить дальнейшую калибровку принтера именно с нагретым столом, т.к. например у меня стол в нагретом состоянии 'приподнимается' на 0,1-0,2мм.
3. Далее устанавливаем датчик калибровки стола и выбираем пункт меню Prepare->Delta calibration->Auto Calibration
Немного поясню, что принтер будет при этом выполнять, т.к. процесс калибровки значительно отличается от придуманного инженерами Anycubic. Принтер будет последовательно прощупывать стол в 49 точках начиная из центра (маленький круг) и заканчивая по краям стола (большой круг с радиусом 100мм). И такой цикл он выполнит семь раз. После каждого цикла принтер корректирует исходное положение каждой оси, т.е. в этой прошивке исходное положение осей не совпадает с положением датчиков. Т.О. после срабатывания датчика соответствующая ось делает небольшой шаг для выхода в исходное положение. В результате этих манипуляций с каждым циклом автокалибровки уменьшается погрешность рассчитанной поверхности стола. В результате мы получаем строку с информацией о точности полученной калибровки.

В нашем случае она составляет 0,017мм, что нас вполне устраивает.
4. Далее отправляем принтер 'домой' Prepare->Auto home. На информационном экране мы видим текущую определенную высоту от стола до сопла, которая составляет 288,35мм (что немного больше реальных значений, т.к. я специально указал высоту от датчика до сопла Z-Offset равной 17мм при реальных 16мм. Это сделано для упращения дальнейшей калибровки).
5. Заходим в меню Prepare->Move Axis->Free XY при этом принтер сместит печатающую головку немного вниз.
6. Используя пункт меню Prepare->Move Axis->Move Z двигаем печатающую головку вниз. Положив листик бумаги на стол, подводим сопло до касания к этой бумаге. Важно, чтобы сопло только слегка касалось бумаги, но не жёстко её придавило к столу. (я рекомендую именно такую калибровку, т.к. при таком подходе первый слой печати получается наиболее качественный).


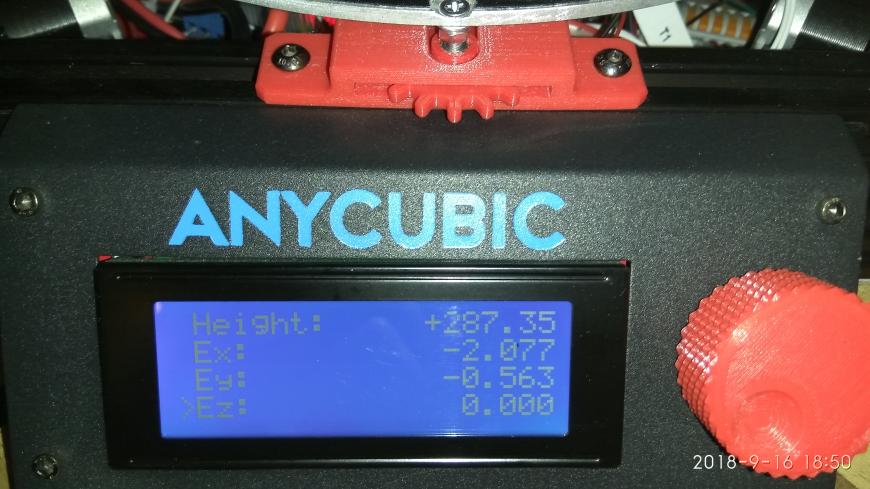
8. Заходим в меню Prepare->Delta calibration->Delta settings->Height Там мы видим текущую максимальную высоту сопла относительно стола. Вычитаем из этого значения то, что мы получили на предыдущем шаге 288,35-1,0=287,35мм
9. Устанавливаем новую рассчитанную величину максимальной высоты сопла в параметр Prepare->Delta calibration->Delta settings->Height
Кстати, чуть ниже мы видим сдвиги исходного положения осей принтера относительно датчиков.
10. Сохраняем настройки, для этого выбираем пункт меню Prepare->Delta calibration->Store settings.
11. Выполняем движение 'Домой' Prepare->Auto home.
12. Теперь на информационном экране мы должны увидеть значение по Z равное введенному нами Height. У меня это 287,35мм

На этом калибровка стола завершена.
Для визуального контроля правильности калибровки, можно в ручном режиме подвигать сопло над столом при значении высоты равном 0. Должна быть примерно такая картина

В результате мы получили прошивку, лишенную всех вышеуказанных недостатков и нескольких более мелких, про которые я не стал упоминать.
Хотел еще много чего написать, с объяснением какие настройки прошивки я выбрал, но уже и так вышел довольно большой объем, поэтому заканчиваю.
Надеюсь изложил понятно и даже новичкам не составит труда повторить все эти манипуляции и получить обновленную прошивку на этом принтере (а она того стоит).
Если остались вопросы, отвечу в комментариях.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.


- Photon M3🆕
- Photon M3 Plus🆕
- Photon M3 Max🆕
- Photon Mono 4K
- Photon Mono X 6K
- Photon Mono X🔥
- Photon Mono SQ
- Photon Mono SE
- Photon Mono
- Photon Ultra
- Craftsman Resin
- Colored UV Resin
- Plant-based UV Resin
- Flexible Tough Resin
- Special UV Resin for Casting
- Dental Non-Castable UV Resin
- Water-Wash Resin
- DLP Craftsman Resin
- For Photon Series
- For Mega Series
- For Wash&Cure
- For Vyper
- For Chiron
- For 4Max Pro
- Heated bed & Glass Plate
- Print Head & Extruder
- Accessories
- Photon M3 Series | Firmware,Drivers,Videos
- Manual & Slicer for Photon Mono Series
- Vyper |Firmware, Drivers, Videos
- Photon Zero |Firmware, Drivers, Videos
- Photon |Firmware, Drivers, Videos
- Photon S |Firmware, Drivers, Videos
- Mega M/S |Firmware, Drivers, Videos
- Mega X |Firmware, Drivers, Videos
- 4Max Pro |Firmware, Drivers, Videos
- Chiron |Firmware,Drivers,Videos
- Predator |Firmware, Drivers, Videos
- Kossel |Firmware, Drivers, Videos
- Photon Mono SQ |Firmware, Drivers, Videos
- Photon Mono 4k/6k |Firmware, Drivers, Videos

Get the latest special offers, free giveaways, and once-in-a-lifetime deals from Anycubic.
Cura это слайсер для 3d-принтеров, он разбивает трехмерную модель и на слои, сохраняет её в G-код для печати на 3D принтере
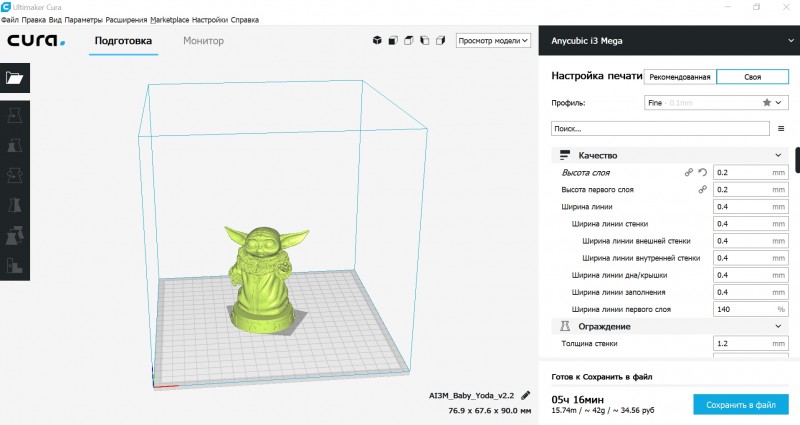
Слайсер Cura выглядит следующим образом:
По технологии FDM важнейшим при 3Д-печати всегда будет первый слой, который должен закрепиться на рабочем столе, чтобы избежать дальнейшей деформации. Хоть у принтера Anycubic i3 Mega и есть стол с ultrabase, все равно многие используют специальные подложки, синий скотч или клей-карандаш. Лично я использую клей-карандаш от Экрикрауз:

Итак, приступим к настройкам слайсера Cura. На моем 3d-принтере, как и у большинства диаметр сопла составляет 0,4 мм, поэтому все настройки будут под этот диаметр сопла. В Cura огромное количество настроек, большинство которых не требует изменений.
В разделе "Качество" очень важным параметром является "Высота слоя", которую можно настроить в диапазоне от 0,1 мм до 0,3 мм. 0,1 мм (либо 0,12 мм) - хорошее качество, при котором слоев почти не должно быть видно. 0,2 - среднее качество, деталь будет распечатываться быстрее, чем при высоте 0,1 мм. 0,3 - это самое низкое (черновое) качество для самой быстрой печати больших моделей.

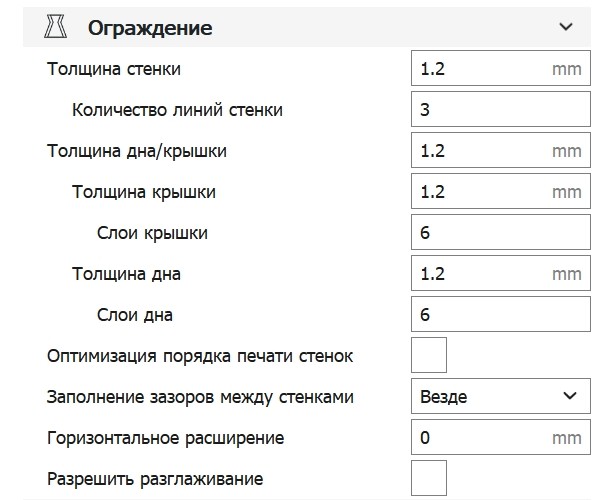
"Количество линий стенки" - по умолчанию 3, можно указать от 1 до 4. Параметр указывает, сколько контуров стенки будем укладывать, т.е. при 2 мы увидим внутреннюю сетку заполнения, а при количестве 3 контуров обычно достаточно чтобы ее скрыть (мы не увидим внутренности фигуры при прозрачном пластике).
"Слои крышки и дна" - здесь мы указываем, сколько слоев укладывать снизу и сверху на стенках. Эта настройка зависит от "высоты слоя". Если слой равен 0,1 мм, то слоев крышки должно быть примерно 4-8 (каждый по 0,1 мм). Если же установлена высота слоя 0,3мм, то 2-3 слоев крышки и дна будет достаточно.
"Плотность заполнения" - очень важный параметр, от которого зависит скорость печати, крепкость модели и количество расходования пластика. Можно указать от 0 до 100%. Если нужна очень прочная модель, то ставим 100%, при этом параметре модель будет не полой, т.е. полностью заполненная пластиком. Чаще всего указывают 25%, лично я печатаю при 10% - низкое расходование пластика, высокая скорость печати.
Вторая важная настройка в этом пункте - "Шаблон заполнения", другими словами - рисунок заполнения. На мой взгляд "сетка" самый оптимальный параметр.

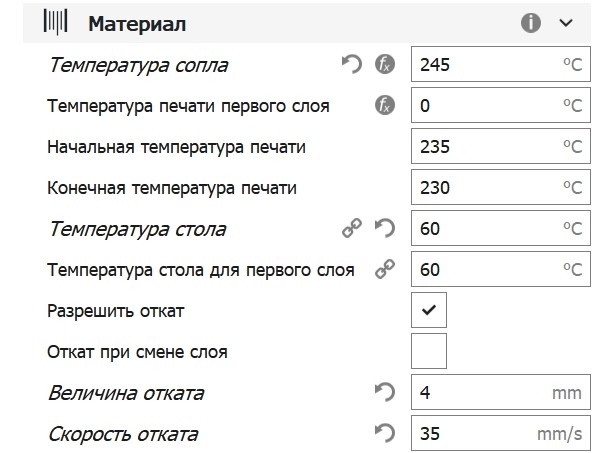
Настройка параметров в разделе "Материал" зависит от того, какой пластик вы используете. Обычно температуру пишут на наклейке, которую клеит производитель на катушку с пластиком, но основываясь на своем опыте, эти значения подбираются опытным путем и индивидуально для каждого пластика.
"Температура сопла" - устанавливается от 190С до 260С. Я печатаю пластиками: PLA (PLA 3D FILAMENT NATURAL-1KG от производителя ESUN, рекомендуемая температура 190С-220С), я использую 190С и пластиком PETG (от производителя DEXP, рекомендуемая температура 210C-240C), но опытным путем было установлено, что этот пластик наилучший результат показывает при 245С.
"Температура стола" ставится от 50С до 120С, в зависимости от используемого пластика и типа покрытия стола. Установлено опытным путем, если смазать стол с utrabase клеем-карандашом, фигура не отлипнет при 60С и при печати PLA и при печати PETG.
"Величина отката" - можно ставить от 0,5 мм до 10 мм. Настройка указывает на сколько миллиметров будет откатываться пластик. Лучше всего подобрать минимальные или средние значения, когда не возникает "соплей". Стандартное значение в Cura - 6,5 мм, считаю это значение большим, поэтому для PLA достаточно от 4 мм до 6 мм. По мимо всего прочего, эта величина сильно зависит от температуры и текучести пластика, бывает что не получается подобрать длину отката чтобы убрать сопли, в таких случаях требуется уменьшать текучесть пластика, понижая температуру сопла.
"Скорость отката" - можно ставить от 10 мм/с до 80 мм/с, настройка устанавливает скорость отката, значение по умолчанию 25 мм/с. Иногда этого не достаточно и нужно повышать скорость, чтобы резко разорвать горячую нить пластика при пробеге сопла. Оптимальные значения - 35 мм/с.
"Скорость печати" - можно установить от 30 мм/с до 150 мм/с, это один из основных параметров скорости с которой печатает принтер. Универсальное значение 60 мм/с, на скоростях выше 100 мм/с начинает теряться качество, а при скорости 30 мм/с получаем высокое качество при печати мелких фигур.
"Скорость перемещения" - это движение сопла в холостом режиме без подачи пластика, обычно ставят х2 от скорости печати.


"Включить вентиляторы" - очень рекомендую выставлять этот параметр, т.к. при обдуве пластик быстро застывает, что не вызывает деформации фигуры при печати. Т.к. производители 3д принтеров всегда экономят на вентиляторах, очень рекомендую замену штатных на вентиляторы по дороже (например от производителя Noctua). Замена вентилятора очень сильно снизит шум и увеличит поток воздуха.
"Начальная скорость вентилятора" - первый слой не обязательно обдувать сильным потоком воздуха.

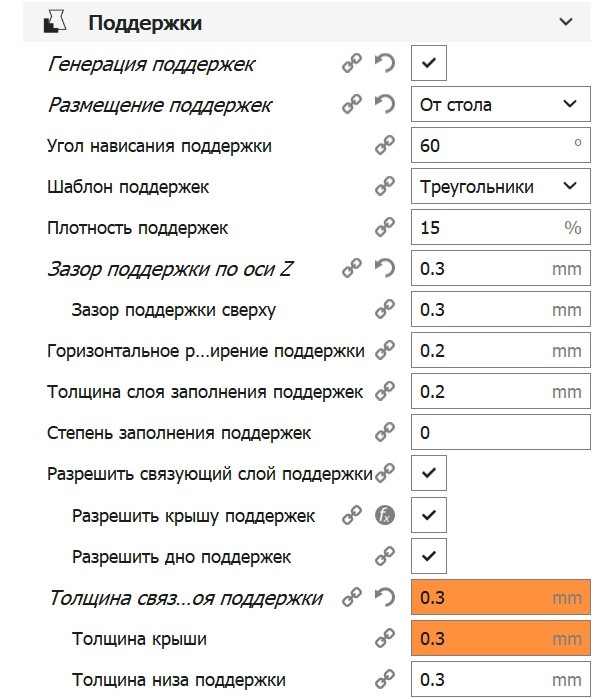
"Генерация поддержек" - обязательный параметр, если у фигуры имеются части, которые "висят" в воздухе, чтобы поддерживать эти висящие части нужны поддержки.
"Размещение поддержек" - где будем размещать поддержку, только от стола или везде внутри модели в пустотах.
"Угол нависания поддержки" - угол наклона при превышении которого будет создаваться поддержка, параметр индивидуален для модели, я в большинстве случаем использую либо 60, либо 80.
"Зазор поддержки по оси Z" - расстояние между фигурой и поддержкой. Очень часто бывает так, что поддержка припекает к фигуре и отделить ее очень сложно, поэтому нужно подбирать расстояние по оси Z.
"Толщина связующего слоя поддержки" - здесь настраиваем толщину дна и верхнего слоя поддержки, оптимально 0,3 мм.
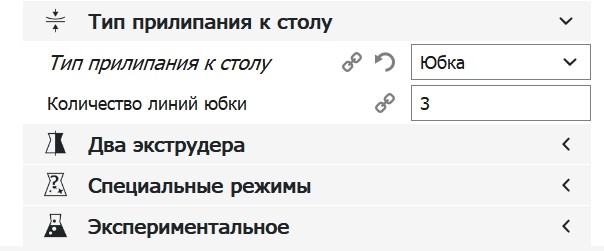
Прилипание к столу - лучше всего использовать юбку, чтобы при начале печати не было деформации первого слоя.
В статье описаны параметры, основанные на моем опыте работы с 3д принтером, возможно с пластиком других производителей качество печати будет отличаться, желаемый результат нужно добиваться опытным путем.

Аноним, Что это за версия программы ?
4.7.0
Аноним, 2.1.3
неа
Аноним, Что это за версия программы ?
2.1.3
Что это за версия программы ?
Код для стола чтобы правильно выезжал
Scripts > Ending Script > добавить в конец строчку
G1 Y150 F5000 ;move bed forward (Y)150mm to remove part at (F)5000 feed rate
Значения y поменять на свои
выдвинуть его
КАК СДЕЛАТЬ ЧТОБЫ СТОЛ В ПЕРЁД ВЫЕЗЖАЛ?
Anycubic Photon — это очень популярный фотополимерный 3D-принтер, в котором используется собственный запатентованный слайсер. Прочтите эту статью, чтобы узнать всё о слайсере Anycubic Photon.
Встречайте «родной» слайсер от Anycubic

Актуальная проблема для слайсера Anycubic Photon.
Успех 3D-печати объекта во многом зависит от правильно выбранной программы для слайсинга.
Слайсер преобразует 3D-объекты в инструкции для принтера. Он контролирует разрешение, скорость печати и другие параметры, влияющие на процесс создания будущей модели.
Особенно важно знать, как работает слайсер при взаимодействии с 3D-принтером, использующим необычные материалы, такие как смола. Фотополимерная печать требует определённых знаний, поскольку она сильно отличается от 3D-печати филаментом.
Программа идёт вместе с принтером Anycubic Photon. Наша статья расскажет вам, как это работает, чтобы вы смогли добиться максимальных успехов при работе с 3D-печатью.
Устанавливаем прогу

Photon — ничто без хорошего слайсера.
Каждый 3D-принтер Anycubic Photon идёт в комплекте со слайсером, размещённым на SD-карте. Чтобы установить программу с SD-карты, вставьте её в компьютер и найдите следующие установочные файлы:
- 1) Откройте подпапку с «File_English_Photon»;
- 2) Затем перейдите в «Photon slicing software»;
- 3) И щёлкните дважды по «ANYCUBIC Photon SlicerInstall1.1.9.exe».
После этого вам останется лишь следовать инструкциям по установке (не забудьте указать место для сохранения программы на жёстком диске). По завершению установочного процесса вы сможете открыть программу и оценить её возможности.
Чтобы лучше узнать слайсер Anycubic Photon, можете также воспользоваться файл-образцом, который есть на SD-карте. Он наглядно покажет, что делает каждая команда.
Работа с объектом

Интерфейс слайсера Anycubic Photon позволяет просматривать объект с разных сторон.
Слайсер Anycubic Photon имеет простой и понятный интерфейс, который легко освоить. Вот несколько основных моментов:
- Извлечь рабочие файлы можно, щёлкнув команду «Файл» в левом верхнем углу, затем опцию «Открыть» в выпадающем меню и, наконец, имя файла, с которым вы хотите работать.
- Управлять объектом, видя его под различным углом можно, щёлкнув левой кнопкой мыши 3D-объект — в левой части экрана появятся параметры: «Просмотр», «Поворот», «Масштаб» и «Перемещение».
- Менять расположение объекта можно с помощью мыши. Удерживая левой кнопкой мыши объект, перетащите его на нужную позицию. Вы также можете увеличивать и уменьшать масштаб, прокручивая колёсико мыши, и менять угол обзора, удерживая платформу правой кнопкой мыши.
Anycubic регулярно публикует на сайте обновления для своего слайсера, чтобы вы всегда были в курсе последних исправлений и улучшений.
Оптимальные настройки для создания идеальных распечатков

Изменение настроек в слайсере Anycubic Photon для детализации с разным уровнем слоёв.
После того, как вы освоите основные команды, настанет время переходить к расширенным настройкам. Мы также рекомендуем на этом этапе воспользоваться тест-дизайном, чтобы увидеть, как различные варианты выглядят в реальной практике. Вот, что вы можете настроить:
- Толщина слоя: для этого слайсера она может быть в диапазоне 0.01-0.2 мм. Чем толще слои, тем быстрее будет напечатан объект.
- Время экспозиции: в принтере Anycubic Photon время экспозиции схоже со временем экспозиции фотографий. Чем дольше время экспозиции, тем толще и чётче будет слой. Но более длительное время экспозиции потребует более длительной печати. Экспозиционное время в слайсере Anycubic можно настроить в пределах от 6 до 15 секунд.
- Период отключения: это время воздействия УФ-излучения на каждый слой. После экспозиции УФ-излучение отключается, платформа поднимается, очищается и останавливается на заданной высоте слоя до следующего момента экспозиции. Чем дольше перерыв, тем дольше придётся ждать, пока смола осядет и будет готова к экструзии следующего слоя. Более длительные паузы больше подходят для особенно вязких смол. В слайсере Anycubic Photon период отключения УФ-излучения может достигать от 3 до 6 секунд.
- Время экспозиции для нижнего слоя: в создании прочной основы 3D-объекта важную роль играет первый слой. Поэтому чем дольше будет длиться экспозиция нижнего слоя, тем лучше будет сцепление первого слоя с печатной платформой. Можете установить временной диапазон экспозиции от 30 до 80 секунд.
- Поддержка: сложным конструкциям с промежутками или свесами обязательно требуются поддержки, которые помогут сохранить форму модели, пока она хорошо не затвердеет. В слайсере Anycubic Photon вы можете выбрать желаемый уровень поддержки: низкий, средний или высокий. Но имейте в виду, что чем выше уровень поддержки, тем сложнее её будет удалить.
- Размер при печати: при заметных отклонениях 3D-модели попробуйте отрегулировать оси X, Y и Z. Anycubic не советует постоянно менять этот параметр, только когда это действительно необходимо.
После того, как вы отрегулируете все настройки, вам останется лишь нажать на кнопку «Slice» в верхней части экрана (значок с тремя квадратами, наложенными друг на друга). У вас будет возможность предварительно просмотреть свой проект, а затем программа приступит к нарезке.
Как вы знаете, без труда не выловишь рыбку из пруда, поэтому запаситесь терпением и не переставайте экспериментировать с настройками, опираясь на рекомендации из нашей статьи.
У меня стали очень часто спрашивать какие настройки в программе слайсере Cura на моем 3d принтере Anycubic I3 Mega. Пользуюсь версией 15.04.6. Проблем с русским языком нет. Все понятно. Принтер к компьютеру не подключал, прошивку ни разу после покупки не обновлял. Файлы печати к нему передаю через SD карту.
В начале необходимо выбрать профиль принтера Prusa I3 Mendel. Далее в пункте меню "Принтер" - "Настройки принтера. " необходимо заполнить все поля как на скрине ниже.


Далее в настройках слева произвести следующие настройки. Во вкладке "Основные" так же как на следующем снимке.

Во вкладке "Продвинутые" такие настройки.

На таких настройках мои модели получается достаточно точными. При этом конечно возрастает время печати. Однако если нам нужно ускорить печать можно изменять следующие параметры как:
- Высота слоя печати
- Толщина стенки
- Плотность заполнения
Изменяя эти параметры мы можем также снизить и расход филамента.
Температура сопла (экструдера) в 200ºC и стола в 60ºC в данный момент настроена на печать желтым PLA GEO прутком.
P.S. Вот такая мышка получилась как подарок на новый год ребенку.


Не пропустите обновления! Подписывайтесь на нашу группу Вконтакте.
Так же у нас есть Telegram канал.
Вам понравился наш материал? Поделитесь с коллегами!
Читайте также: