
Обозначение двутавра на чертеже для вставки в эксель
Выбирая строительное изделие, нужно знать, какие виды его есть в производстве, уметь распознавать числовые и буквенные коды. Для упрощения этого процесса была создана маркировка швеллера . Далее расскажем, как она применяется на практике.
Что представляет собой швеллер
Швеллером называется металлическая балка с П-образным сечением. Основной метод ее изготовления - фасонный металлопрокат. Он осуществляется с помощью двух технологий, поэтому сортамент состоит из двух больших групп:
Профиль горячего качения имеет высокие показатели прочности, устойчив к механическим деформациям, изгибам. Поэтому данную категорию применяют при сооружении ответственных и несущих частей здания.
Гнутьем создаются менее прочные швеллеры, поэтому они не используются в качестве опоры. Но их остальные особенности ничем не хуже горячекатаного варианта, а небольшая масса, экономичная цена бывают очень выгодны на практике.
Это не единственные отличия двух методик. Выбирая деталь для конкретной цели, нужно учесть ее параметры, сырье для изготовления, вид конструкции.

Область использования
Мы уже упоминали применение швеллеров в разных видах строительства. Их главная задача – усиливать бетонные конструкции, повышать прочность и срок эксплуатации постройки. Помимо этого, швеллерами армируют ЛЭП, мосты, промышленные здания, сооружения.
В каталоге есть перфорированные изделия. Они оснащены специальными отверстиями, необходимые для оперативной установки конструкций без электросварки. Также между полками швеллера могут находиться трубы, для подведения инженерных коммуникаций и кабельных линий.
Алюминиевые швеллеры актуальны для легких частей здания, таких как внутренние перегородки помещений, витрины, стеллажи.
Геометрические показатели
Государственный стандарт регламентирует все размеры металлопрокатной продукции, согласно технологии выпуска. Главными параметрами считаются:
- толщина, высота стенки;
- прокатная длина;
- радиус внутреннего угла;
- радиус скругления полки;
- толщина, ширина полки.
Существует распределение и по уровню точности проката:
- маркировка «А» - высокая точность;
- «Б» - повышенная;
- «В» - обычная.
Какие размеры существуют
Габариты нашей продукции разнообразны, их определяет производитель, технология выпуска. Обычно используются стандартные типовые размеры:
- Высота элемента. Так называется промежуток между параллельными полками, измеренный в миллиметрах. Этот параметр находится в пределах 50-400 мм.
- Ширина полки – промежуток от внешнего угла детали до конца параллельно установленных граней. Здесь допускаются размеры 32-115 мм.
- Толщина балки. Этот показатель зависит от категории, он может быть 4,4 – 8 мм.
- Толщина полки. Согласно маркировки изделия, она находится в пределах 7-13,5 мм.
Стандартный швеллер не бывает длиннее 12 м. Отметим, что на рынке есть элементы с более высоким значением, но их обычно выполняют на заказ.
Масса изделий
Показатель основывается на нескольких параметрах:
- длине;
- ширине;
- используемом материале;
- толщине поперечной балки и параллельно расположенных полок.
Деталь 12П, сделанная из алюминиевого сплава и стали, может иметь разные весовые категории при одинаковых внешних показателях. Также есть разнополочная продукция, когда боковые грани имеют разную высоту. Конечно, можно вычислить вес таких изделий, но только по специфическим формулам.

Материалы для швеллера
Согласно требующимся характеристикам готовой продукции, она может выпускаться из стали разных марок.
Если используется горячий прокат, основное сырье – следующие виды стали Ст3 (спокойной и полуспокойной): 09Г2С, 17Г1С, 10ХСНД, 15ХСНД. Два последних наименования легче остальных и устойчивее к коррозии.
Гнутье выполняется из разновидностей: Ст3пс5, 09Г2С, 08пс, 1пс, 2пс.
Поскольку все названные сплавы чувствительны к коррозии, когда необходимо, применяется оцинковка. За счет нее увеличивается срок эксплуатации деталей, прежде всего, используемых на открытом пространстве, при условиях высокой влажности.
Особенности конструкции швеллера
Металлоизделия имеют разные размеры полок, отличаются также расположением их внутренних граней.
По габаритам существуют 2 вида граней: равнополочные или с полками разной длины. Первая категория популярнее.
Внутренние грани могут размещаться перпендикулярно стене и параллельно друг другу, либо наклонно. Из этого следует, что обозначение швеллера помогает узнать его параметры:
- Литера «П» - прокат с параллельными гранями.
- Литера «У» - обозначает наклонные грани у швеллера.
Какие еще бывают марки
Мы назвали основные показатели, самые актуальные варианты, но есть еще 3 марки деталей:
- «Э» (экономичный) – имеет более тонкие полки и стенки, небольшой вес, поэтому недорого стоит. Грани его полок бывают только параллельными. Если нет необходимости удерживать тяжелые конструкции, на строительство экономятся значительные средства.
- «Л» (легкий) – по форме схож с предыдущим. Изготавливается по ГОСТу, за основное сырье берутся легкие металлы, к примеру, алюминий.
- «С» (специальный) - отличается собственными размерами, применяется в узких сферах: строительстве автомобилей, вагонов (ГОСТ 19425-74 и 5267.1-90).
Обозначение швеллера
Рассмотрев определяющие характеристики и параметры, мы можем подробнее ознакомиться с маркировкой. В соответствии с высотой стенки, она может быть расположена на бирке, соединенной со связкой (для деталей до 22 мм.) или прямо на прокате. По стандарту, ее надо наносить не ближе, чем 30 см. от торца.
Продукция хранится, упаковывается, перевозится, маркируется только по специальному ГОСТу 7566-94. Марка записывается в форме дроби, а слева от нее наносят название элемента.
В верхнем участке дроби по порядку содержатся
- размеры полки в см. по таблице сортамента в ГОСТе;
- положение граней;
- уровень точности проката;
- стандарт, согласно которому выпускается конкретное изделие.
В нижней части представлены данные сырья. Слева направо пишутся:
- марка металла;
- ГОСТ производства сплава.
Например, здесь: 30П-В ГОСТ 8240-97/Ст3 сп4-1 ГОСТ 535-88 мы видим швеллер, у которого параллельны полочные грани, с обычной точностью. Высота стенки – 30 см. Прокат выполнялся по госстандарту 8240-97.
Для производства использовали сталь Ст3, полуспокойную, 4-й категории, 1-й группы, изготовленную по ГОСТ 535-88.
Расчет массы и стоимости на примере швеллера 10
Деталь с обозначением 10 – очень популярный вариант металлопроката. Его сорта, виды регламентируются ГОСТом 8240, созданным в 1989 году. К свойствам балки относятся габариты полок и стенок, радиусы скруглений с отметкой 10У.
Данный швеллер представлен тремя подтипами:
- У – с уклоном;
- П – с параллельными гранями;
- Э – изделия с экономным бюджетом, параллельными полками.
Каждый вид продукции обозначается по-своему – 10П, 10У или 10Э, перечисленные значения есть в специальной таблице. Числовые данные одинаковы, но это не значит, что детали идентичны.
В большинстве отраслей используется вариант 10П, благодаря его компактным габаритам. Больше всего он подходит для несущих конструкций индивидуального строительства. Цифра 10 говорит о его высоте, равной 100 мм., а буква П – о типе профиля и размещении полок. Основные параметры данного вида:
- ширина – 46 мм.;
- толщина стенки – 4,5 мм., полки – 7,6 мм.;
- радиус искривления – 7 мм.
- радиус скругления полочной кромки – 4 мм.
Чтобы рассчитать вес, нам нужна площадь сечения. Она равна 10,9 см. кв. Масса 1 метра металлической балки с обозначением 10 и плотностью 7,85 г/см³, по расчетам, равна 8, 59 кг.
Допустимая погрешность – от 3 до 5%. Средняя цена одного метра такой продукции составляет 365 руб (2019 год).

Как область использования зависит от размеров швеллера
Рассматриваемый вид металлопроката используется во многих сферах, благодаря своей прочности, стойкости, небольшому весу. Но разные габариты деталей относятся к конкретным областям или имеют специальное назначение.
Швеллер 8 – очень компактный, поэтому подходит для индивидуального строительства как бетонная перемычка. Он может являться частью основы для сооружения окон, дверей. Широкое распространение за счет универсальных размеров, прочности, имеет и деталь с цифровой маркировкой 10, выполненная горячей прокаткой.
Аналогично изготавливается швеллер 12. Его основное преимущество в том, что он отлично поддается сварке. Его применяют для усиления несущей способности конструкции, для армирования зданий. Профиль 14 выпускают на прокатных станках. Его высокая жесткость актуальная для несущих балок, перекрытий при высотном и вагонном строительстве.
Швеллер 16 горячего проката применим для возведения высоток и металлических мостовых опор. Габариты детали 18 дают возможность употребить его, как арматуру на высоких зданиях, в частях с высокой нагрузкой.
Профили 20-24 являются высокопрочными. Они необходимы для перегруженных построек, движущихся конструкций. К примеру, 24-й швеллер используется для строительства раздвигающихся мостов, кранов высокой подъемности.
Прежде чем выбирать металлопрокатную конструкцию, вспомните о существовании разных категорий профилей.
Зная решающие характеристики, выяснить марку швеллера и сырье для его производства по маркировке швеллера не трудно. На заводах-изготовителях прокат обозначается специальными инструментами.
Арматура по ГОСТу 5781 82
Металлическая арматура обязательна к использованию при изготовлении различных железобетонных изделий. Все технические нюансы такого материала, как арматура, ГОСТ 5781-82 регулирует в строго определенном образе. Учитывая, что с помощью данного элемента возводимые здания приобретают особую прочность и долговечность, требования к арматуре достаточно строги.
Банальный, казалось бы вопрос, но я в недоумении. Недавно начал пользоваться дин. блоками выносок и оказалось, что нет возможности вставлять там значек двутавра? Как это сделать? В Excel и AutoCAD я пользовался бувкой I на шрифте Verdana, вроде было неплохо, но что делать в атрибутах если там нет импорта символов. Подскажите, может кто-нибудь знает, как это реализовать, или нужно каждый раз вставлять блок профиля двутавра (о бред!) только чтобы подписать выноску? Потом же очень неудобно с таким делом работать. Помогите, поделитесь опытом, пожалуйста.
P.S. Кстати, кто-нибудь может поделится хорошими значками прокатных профилей, а то я постоянно как-то выкручиваюсь, типа швеллер - буква С, уголок - L и т.д. А когда доходит до гнутых профилей, то вообще в недоумении. СПДС пока не ставлю, так как у нас в нем никто пока не работает. И вообще, я не поклонник СПДСа, стараюсь максимально использовать все возможности дин. блоков и типов линий, это, как по мне, надежнее и проще.
спасибо, попробую, но вот одно но: в СПДС используется .shx-шрифт, а я все-таки использую у себя .ttf (просто толщину каждый раз задавать неудобно) потому у меня все значки СПДС будут отображатся по толщине слоя атрибута, которую нужно задать приблизительно такой, как и толщина шрифта. То есть при увеличении и уменьшении блока в рисунке могут быть проблемки с толщиной этих значков из СПДС, но в принципе, при печати через лейаут все должно становится на свои места. Спасибо за идею.
одно НО.
но, это НО- большое неудобство для других.
Не у всех есть такие шрифты и не каждый их устанавливать собирается.
PS. Вы, ведь, проставляете размеры? Стрелки в них сделаны в виде блоков. Это никому не мешает. Что мешает сделать несколько блоков, изображающих профили, вставить их в блок выноски и закатать в "невидимость"?
| Что мешает сделать несколько блоков, изображающих профили, вставить их в блок выноски и закатать в "невидимость"? |
добавил шрифт GOST 2304 (True type), но в нем не нашел требуемых мне значков. может их там нет, а есть только в акадовских шрифтах.
beholder, замени атрибуты на многострочные и используй свой Verdana
Добавлено:
У тебя какой Автокад?
beholder, Прикрепляю файл .doc, в нем я СПДС шрифтом привел знаки профилей. Открой его, и посмотри что отображается.
Спасибо, Red Nova, у меня акад 2007, значки видны просто в тексте без проблем, а вот в атрибутах блока не работают. наверно, придется, отдельно от отрибутов рисовать. Все равно спасибо огромное.
Версия акада тут не причем. Не знаю что ты делаешь не так, но что-то явно. У меня все работает нормально. Вот пример блока с нужным атрибутом.
Еще раз спасибо, Red Nova, у меня дома все чудесно отображается, это на работе такие глюки почему-то, я уже давно собираюсь акад переустанавливать, да никак руки не доходят, вот завтра утром переустановлю и попробую, думаю, все будет ОК. Всем спасибо за помощь.
При изображении металлических конструкций на схемах и чертежах обозначаются профили прокатной стали, из которой они изготовлены, а также другие элементы. Согласно действующим правилам и нормам указывать их следует как в выносных надписях, так и в текстовых документах.
Название и профиль стального проката определяется на основании формы его поперечного сечения. Сейчас самыми распространенными профилями стального проката являются: угловая равнополочная, угловая неравнополочная, тавровая, двутавровая, зетовая, швеллер. Размеры всех этих и других профилей указываются в специальных справочниках на стальной прокат, а также в ГОСТах.
На чертежах в разрезах и видах профили проката указываются при помощи контурных изображений, при этом скругления уклонов и углов полок не отображаются. С правой стороны от графического изображения профиля проставляются значения следующих величин:
- Толщина и ширина полки (для уголка)
- Диаметр стержня (для круглой стали)
- Номер профиля (для швеллера и двутавра)
- Внутренний даиметр и толщина стенки (для трубы)
- Ширина и толщина листа (для полосовой стали)
В тех случаях, когда элемент металлической конструкции состоит из нескольких идентичных профилей, то их количество указывается перед обозначением, к примеру: 3 L 150 × 65 × 7 .
Если проект предполагает применение в конструкции не только стали, но и других металлов (к примеру, алюминия), то для того, чтобы обозначить элементы, которые из них изготавливаются, перед указанием профилей наносятся специальные буквенные символы. Они соответствуют первым буквам названия металла, например: Ал L 60 × 6 .
Чтобы обозначить на схемах расположение таких конструктивных элементов, как фермы, балки, колонны и связи, используются условные изображения.
Чаще всего для соединения друг с другом различных элементов металлических конструкций используются сварные швы, а иногда – заклепки.
Процесс прокатки металла
В современной экономике производство различных металлов имеет немалое значение. Как показывает практика, от того, насколько хорошо в той или иной стране развито металлургическое производство, зависит степень обеспеченности металлами машиностроительных, транспортных, строительных предприятий, сельского хозяйства, а также многих других отраслей. С точки зрения технологии, последней стадией металлургического производства является получение готового проката.
Его непосредственным изготовлением занимаются специализированные прокатные производства. Они оснащены технологическим оборудованием, обрабатывающим практически весь объем стали, который выплавляется в сталеплавильных цехах. Эти машины называются прокатными станами и представляют собой сложный комплекс механизмов, узлов и деталей, предназначенных для осуществления пластической деформации металла. Прокатные станы обладают большой мощностью, а придание стали необходимой формы производится с помощью ее прохождения между валками.
Конструктивно современные прокатные станы состоят из трех основных узлов: рабочих клетей, электродвигателей и передаточных устройств. Рабочие клети состоят из валков, станин, проводки, установочных механизмов и плитовин. Электродвигатели необходимы для вращения валков через передаточные механизмы, которые, в свою очередь, состоят из шпинделей, шестерен, муфт.
По сути дела, в промышленном производстве прокатка – это разновидность обработки металла давлением, при которой ему придается требуемая форма путем сжатия между вращающитмися валками. При этом заготовка вытягивается и сжимается в поперечнике. Профиль готового изделия зависит от профиля отверстий валков, которые сжимают исходную заготовку.
Крепежные детали используются для того, чтобы с их помощью осуществлять соединение различных частей конструкций. К крепежу (а именно так зачастую называют в обиходе крепежные детали) относят винты, болты, гайки, саморезы, шурупы, заклепки, шпильки, штифты, шайбы, дюбели и др.
В технике одним из наиболее важных и широко распространенных разъемных соединений является болтовое. Основное его достоинство состоит в том, что при его использовании не требуется производить нарезку резьбы на тех деталях, которые скрепляются. Эта особенность болтового соединения особенно важна тогда, когда материал, из которого изготовлены соединяемые детали, не в состоянии обеспечить требуемую прочность резьбы и ее долговечность.
Есть у болтовых соединений и свои недостатки. К ним, например, относится то, что для его осуществления на соединяемых деталях должно быть достаточно места для размещения головки винта или гайки. Кроме того, в процессе завинчивания или отвинчивания гаек нужно головку винта удерживать, чтобы не возникло проворачивания. Следует также заметить, что по сравнению, скажем, с винтовым соединением болтовое приводит к большему увеличению массы готового изделия.
Если по каким-либо причинам устанавливать болтовое соединение невозможно или это оказывается нерациональным, то используют винты и шпильки. Так, к примеру, обычно поступают тогда, когда нет возможности обеспечить доступ к головке (гайке) или просто не имеется места для ее размещения. Еще один распространенный случай – это значительная толщина деталей, следствием которой является необходимость их глубокого сверления и использования длинных болтов.
Шайбы применяются в качестве подкладных элементов. Их устанавливают под головки винтов или гайки для того, чтобы уменьшить степень деформации деталей прижимными элементами тогда, когда они изготовлены из не очень прочного материала (к примеру, древесины, алюминия, пластмассы и т.п.). Помимо этого с помощью шайб удается предотвратить детали от царапин при завинчивании винта или гайки, а также компенсировать значительный зазор отверстия. Как показывает практика, использовать подкладные шайбы в других случаях не имеет особого смысла. Если необходимо предохранить соединение от самоотвинчивания, то используют также предохранительные или стопорные шайбы.
Упрощенные и условные изображения на чертежах общих видов и сборочных чертежах изображения крепежных деталей для всех отраслей промышленности и строительства установлены таким документом, как ГОСТ 2.315 – 68 .
Выбор условного или упрощенного изображения крепежа на чертежах общего вида и сборочных чертежах производится в зависимости от того, каков именно масштаб и каково назначение каждого конкретного технического документа. Условные изображения используются для тех крепежных элементов, диаметры стержней которых при их изображении на чертежах составляют 2 миллиметра или менее. При этом следует полностью соблюдаться правило, согласно которому представление о характере соединения должно даваться полное.
Использование условных и упрощенных изображений крепежа должно осуществляться согласно расположенным ниже таблицам.
| Примеры упрощенных и условных изображений крепежных деталей в соединениях | |
|---|---|
| Упрощенное изображение | Условное изображение |
Если предметы на сборочных чертежах имеют в своей конструкции несколько однотипных соединений, то входящие в их состав крепежные детали в одном или двух местах каждого из них должны изображаться упрощенно или же условно, а в других местах для этого достаточно просто использовать осевые или центровые линии.
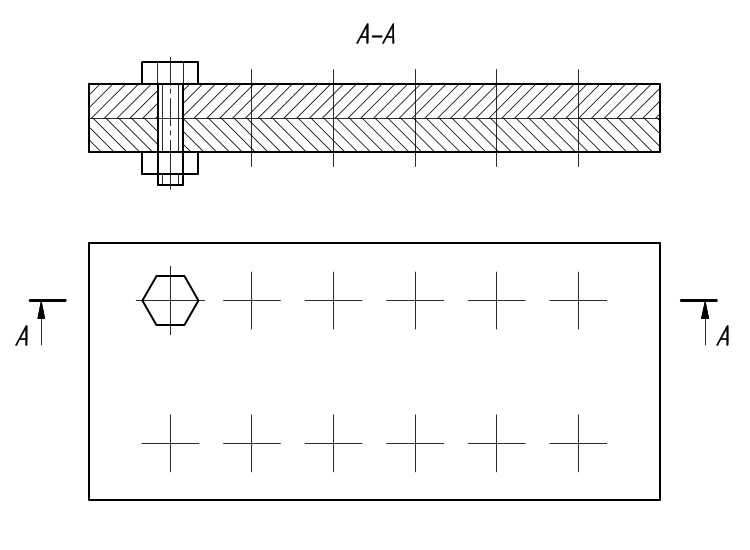
Обозначение крепежа на чертеже
В тех случаях, когда на чертеже есть ряд крепежных групп, которые различаются по размерам и типам, то их лучше наносить с помощью условных знаков, указывая номер позиции лишь единожды.
Если на строительных чертежах есть одинаковые крепежные группы, то их допустимо обвести тонкой сплошной линией, а на полке-выноске сделать поясняющую надпись. Что касается преобладающих крепежных деталей, то они не обводятся и в общих указаниях к чертежу не оговариваются.

Одинаковые крепежные детали
Для изображения шлицов на головках крепежа используется одна сплошная линия.
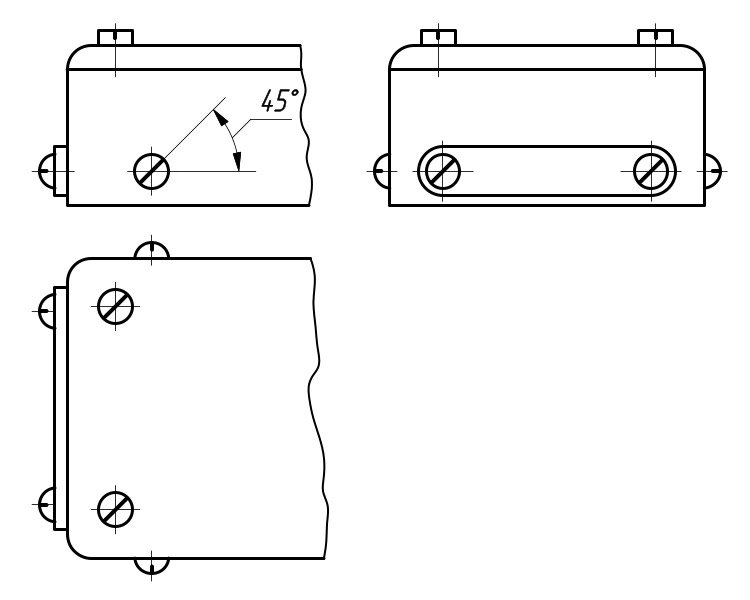
Обозначение шлицов на чертеже
В тех случаях, когда проведенная под углом 45° к рамке чертежа линия шлица совпадает с линией центровой или близка к ней, то она проводится под углом в 45° к центровой линии.
При чтении и выполнении рабочих чертежей деталей людям часто приходится сталкиваться с необходимостью распознавания различных конструктивных элементов. Следует учесть, что в этой статье рассмотрены далеко не все конструктивные элементы, а только типовые, то есть многократно встречающиеся на деталях.
Деталью машиностроения согласно ГОСТ 2.101- 68 называется изделие изготовленное из однородного материала без применения сборочных операций. По своей конфигурации детали могут быть от самых простых, для понимания формы которых достаточно лишь одной текстовой записи в спецификации, до самых сложных, форма которых требует показа нескольких видов, разрезов, сечений или выносных элементов. Форма детали обусловлена прежде всего той функцией, которую деталь выполняет.
Под конструктивным элементом детали понимают местные изменения ее формы или поверхности для придания ей дополнительных свойств при изготовлении, сборке или эксплуатации. Размеры конструктивных элементов относительно формы и поверхности детали не велики и в целом не меняют их. Так цилиндрическая часть детали после нанесения на нее рифления все равно остается цилиндрической.
Технологические элементы обеспечивают удобство изготовления детали (опоры детали при обработке) и её сборки с другими деталями (фаски, проточки) или связаны с особенностями изготовления детали (литейные скругления и уклоны для литых деталей) и её элементов (сбеги и недорезы резьб, центровые отверстия и канавки для выхода шлифовального круга и т. д.).
Многие конструктивные элементы задаются на чертежах в виде условных обозначений, например - Рифление сетчатое 1,0 ГОСТ 21474-75. Следует знать, что по ГОСТ 2.109-73 не допускается давать ссылки на документы, определяющие форму и размеры конструктивных элементов изделий (фаски, канавки, рифления и т. п.), если в соответствующих стандартах нет условного обозначения этих элементов. Все данные для их изготовления должны быть приведены на чертежах.
Отверстия ⵁ, к конструктивным элементам следует отнести не все отверстия, а только резьбовые отверстия и отверстия предназначенные для деталей крепежа. ГОСТ 11284-75 - отверстия сквозные под крепежные детали. ГОСТ 16030-70 стандарт устанавливает сквозные квадратные отверстия для болтов с квадратным подголовком диаметром от 5 до 24 мм и сквозные продолговатые отверстия для болтов, винтов и шпилек диаметром от 2 до 48 мм.
Виды отверстий по форме:
- Цилиндрическое отверстие ⵁ
- Резьбовое отверстие
- Коническое отверстие
- Нецилиндрическое отверстие
- Квадратное □
- Продолговатое
по проходимости сквозь тело детали
- Несквозное отверстие
- Сквозное отверстие
- Сквозное прерывистое
Сбег — это участок, на котором происходит уменьшение профиля резьбы.

Обозначение пример М6 -6Н – резьба метрическая, с диаметром 6 мм, однозаходная, правая, нанесена на отверстие по 6-му квалитету
Лыска – это плоский срез с поверхности детали цилиндрической, конической или сферической формы, расположенный параллельно оси. Односторонние лыски применяют для предохранения режущего инструмента от поломки при соприкосновении с криволинейной поверхностью детали, а также для ее плотного соединения с плоскостью другой детали
Буртик. На валах и осях часто применяют упорные буртики (уступы), в торцы которых упираются детали, насаживаемые на вал или для ограничения осевого перемещения самого вала.
Заплечик переходная поверхность от меньшего диаметра вала к большему, служащая для упора колец шарико- и роликоподшипников.
Углубление малой протяжённости на торцевой поверхности заплечика вала, выполненное вдоль оси вала, называют поднутрением.

Заплечик переходная поверхность от меньшего диаметра вала к большему, служащая для упора колец шарико- и роликоподшипников.
Допускается надпись в технических требованиях чертежа: Острые кромки притупить фаской или радиусом 0,16 max мм.
Галтели, радиусы закруглений - скругления внешних и внутренних углов на деталях машин — широко применяют для облегчения изготовления деталей литьем, штамповкой, ковкой
Галтели, радиусы закруглений - скругления внешних и внутренних углов на деталях машин — широко применяют для облегчения изготовления деталей литьем, штамповкой, ковкой, повышения прочностных свойств валов, осей и других деталей в местах перехода от одного диаметра к другому. Размеры галтелей берут из того же ряда чисел, что и для величины С фаски (за исключением специальных случаев, в частности радиусов гиба для деталей, изготавливаемых из листового металла, установки шарикоподшипников и др.)

Форма многих деталей имеет плавный переход одной поверхности в другую.
Форма многих деталей имеет плавный переход одной поверхности в другую. Для построения на чертежах контуров таких поверхностей используются сопряжения — плавный переход одной линии в другую. Скругление – это плавный переход от одной поверхности детали к другой по указанному радиусу. Радиусом перехода называется радиус дуги сопряжения, с помощью которой происходит сопряжение. При этом образуется переходная поверхность являющаяся частью цилиндра или тора касательного к сопрягаемым поверхностям. Поэтому центр радиуса скругления в конструктивных элементах, как правило указывают в технических требованиях чертежа. Скругления предназначены для удаления острых кромок, облегчения сборки, придания эстетического вида.
Рифление (обработка поверхности для придания ей шероховатости нанесение узких острых бороздок рифлей) предотвращает проскальзывание пальцев руки при завинчивании детали. На чертеже указывают, согласно ГОСТ 21474—75, тип рифления (прямое или сетчатое) и его шаг, выбираемый из ряда: 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0 (последний только для сетчатого). Угол рифления, отличный от 45°, указывается на изображении.
Бобышка (прилив) сравнительно короткий выступ или выпуклость из поверхности поковки или отливки, часто цилиндрической формы - у литых деталей облегчают обработку опорных поверхностей под головки болтов, гайки и т. д. Опорную плоскость бобышки можно обрабатывать не затрагивая всю остальную поверхность детали.
Пример условного обозначения центрового отверстия формы А диаметром d = 2 мм: Отв. центр. А2 ГОСТ 14034– 74.
При обработке или контроле деталей типа тел вращения в центровые отверстия детали входят центры станка или приспособления, на которых установлена деталь. Если в изготовленной детали требуется наличие центровых отверстий, то их отмечают условным знаком ᐸ, с указанием на полке обозначения по ГОСТ 14034—74. Если центровые отверстия в готовом изделии недопустимы, то наносят знак ⵏᐸ. Пример условного обозначения центрового отверстия формы А диаметром d = 2 мм:
Отв. центр. А2 ГОСТ 14034– 74.
Ребро жёсткости – это элемент детали, который нужен для повышения механических характеристик, позволяют уменьшить сечения отдельных элементов детали, снизить напряжения в местах сопряжения стенок различного сечения, повысить устойчивость и прочность конструкций. Толщина ребер жесткости у их основания должна быть равной толщине основной стенки детали.
Клин — элемент в виде призмы, рабочие поверхности которого сходятся под острым углом. Наиболее распространены клиновые зажимные механизмы. Они позволяют закреплять деталь непосредственно или через прижимные планки и рычаги. Для обеспечения самоторможения угол клина не должен превышать 6 градусов.
Эксцентриковые зажимы являются разновидностью клина (криволинейные клинья) и выполняются в виде секторов, дисков, цилиндров, рабочая поверхность которых может быть очерчена по окружности, по логарифмической или архимедовой спирали. Эксцентриком принято называть только сам диск (вал) со смещённой осью вращения, а созданные на его основе механизмы и приспособления, как правило, носят самостоятельные названия. Наибольшее распространение получили круглые эксцентриковые зажимы
Конусность показывается знаком ⊲ ⊳, острый угол которого должен быть направлен в сторону вершины конуса. Рядом со знаком указывают отношение, например, 1:3, 1:4, 1:5, …, 1:500 в соответствии с ГОСТ 8593-81 - стандарт распространяется на конусности и углы конусов гладких конических элементов деталей.
Морзе В18 АТ6 ГОСТ 9953-82 - укороченный инструментальный конус Морзе В18 степень точности АТ6.
Канавка – это протяженное углубление на поверхности детали различной траектории и, как правило, простого поперечного сечения. Канавки предназначены для разделения поверхностей с разной характеристикой обработки, для выхода режущего инструмента при изготовлении детали или для обеспечения определенных условий при сборке и эксплуатации. Канавки используют для подвода, распределения и удержания смазки. Некоторые канавки предназначены для фиксации уплотнений различной формы. Траектория канавки может быть самой разной: по прямой, по кольцу, по винтовой линии и др.
Например в машиностроении используются канавочные (щелевые) уплотнения.
Щели концентрических проточек заполняют пластичной смазкой. Образуемый затвор препятствует вытеканию масла и ограничивает проникновение посторонних веществ извне.
Применять щелевые уплотнения рекомендуется для узлов, работающих в сравнительно чистой окружающей среде. Щелевые уплотнения не обеспечивают полной герметизации, их целесообразно применять в комбинации с уплотнениями другого типа.
Для лучшего удержания смазки канавки делают в крышке корпуса и на валу. Канавочные уплотнения применяют для подшипниковых узлов, работающих при скоростях до 5 м/сек и консистентной смазке. Температура разжижения смазки, заполняющей щели, должна быть выше рабочей температуры узла, чтобы не было вытекания масла из щели.
Канавки очень полезны в комбинации с, уплотнениями другого типа.

Например в машиностроении используются канавочные (щелевые) уплотнения.
Кольцевая канавка выполненная на внешней цилиндрической или конической поверхности называется проточкой. На основных изображениях проточки, как правило, дают с упрощениями, а их действительные формы и размеры раскрывают выносными элементами.
Пазом называется канавка с прямолинейной траекторией. Пример условного обозначения Т-образного направляющего паза шириной а= 18 мм и полем допуска Н8: Паз Т-образный 18Н8 ГОСТ 1574—91. Формы поперечного сечения пазов могут быть довольно сложными. Пазы служат для подвижного соединения деталей друг с другом. Прорезью называется узкая канавка прорезающая насквозь стенку детали.
Шпоночное соединение (шпоночный паз 10 JS9) предназначено для закрепления и передачи крутящего момента от вала на колесо или же наоборот.
Шпоночное соединение (шпоночный паз 10 JS9) предназначено для закрепления и передачи крутящего момента от вала на колесо или же наоборот. Шпонка позволяет это осуществить, сохраняя при этом возможность разъемного соединения деталей. Обычно в соединение ставят по одной шпонке. При передаче большого крутящего момента могут быть поставлены две или три шпонки через 180 – 120°. Шпонки всех основных видов стандартизированы. Размеры шпонок выбираются в зависимости от диаметра вала по таблицам стандарта. Чертежи на шпонки не выполняют, а все необходимые данные указывают в спецификации в разделе «Стандартные изделия».
Шлицевые соединения (шлицевой паз) предназначаются, как правило, для передачи крутящего момента, например от вала на звездочку или наоборот. При этом возможно еще дополнительное перемещение звездочки вдоль оси. В зависимости от формы профиля различают соединения с прямобочными, эвольвентными и треугольными шлицами.Условное обозначение шлицевого соединения на учебном чертеже (рис. 8.10) должно быть следующим:
где n – элемент центрирования* ;
Z – число зубьев;
d – внутренний диаметр;
D – внешний диаметр; b – ширина зуба вала.
В конце обозначения указывается номер стандарта (например, d –
8×36×42×7 ГОСТ 1139–80).
Риска (штрих) линия в виде продольного узкого углубления с закругленным или плоским дном, наносимая на изделие при разметке его под обработку сверлением, строжкой, фрезеровкой или чертилкой слесарной для точной разметки, измерительные шкалы приборов и т.д. Номенклатура подобных деталей достаточно велика, поэтому конструкцию и оформление чертежа рассмотрим только на наиболее характерных их представителях.

Чертеж шкалы на цилиндрической поверхности металлической втулки.

Чертеж реплики змерительной дифракционной решетки, используемой в практике оптического приборостроения.
Шлицем называется прорезь на головке винта, в которую вставляется конец отвертки при ввертывании и вывертывании винта. Шлицы выполняют также на шлицевых гайках, вращение которых производят соответствующими ключами.
Чертеж Приемник. Пример М 8 -6Н – резьба метрическая, с диаметром 8 мм, однозаходная, правая, нанесена на отверстие по 6-му квалитету.
При проектировании деталей, получаемых из листового материала с помощью гибки и штамповки встречаются следующие элементы листового тела: буртик, штамповка в открытых и закрытых штампах, жалюзи, ребро усиления на сгибе (косынка) представлены на рисунке слева направо. Для увеличения жесткости и прочности листовых деталей , усиления особо нагруженных мест или выступающих частей, а иногда по технологическим соображениям рекомендуется предусматривать в конструкции ребра жесткости и косынки.
Элементы листового тела: буртик, штамповка в открытых и закрытых штампах, жалюзи, ребро усиления на сгибе
Если у вас есть, что добавить по теме, не стесняйтесь. Как и всегда, если есть какие-то вопросы, мысли, дополнения и всё такое прочее, то добро пожаловать в комментарии к этой записи.
Если у вас есть необходимость в создании высококачественного чертежа ISO, DIN, ANSI, ЕСКД или трехмерной модели в Автокад, Компас 3D? Можно связаться и поддерживать со мной связь с помощью электронной почты указана в профиле или заполните форму и я свяжусь с вами. Мы детально обсудим ваш проект. Я разрабатываю индивидуальные решения в точном соответствии с вашими потребностями. Также дополнительно осуществляю подбор производителей, фабрик, поставщиков комплектующих в любой точке мира.
Читайте также: