
Формат выходного файла уп artcam
Вот бы еще теперь найти это "управление траекториями" перерыл все но не могу найти. На вкладке траекторий у меня нет управления ими. Если бы было наверное не спрашивал бы. По 2018 каму очень мало мурзилок. Возможно что это запрятано куда-то так что в лоб и не найти.
Вложения
hydrooz
hydrooz
МЕСТНЫЙ СТАРОЖИЛА
А пакетное вычисление? Я без компьютера, мне сложно сказать, только на линухе смотрю мануал, оттуда и говорю, что вижу.
CyberBobr
CyberBobr
МЕСТНЫЙ
Ну я тоже о нем подумал, но пока не разбирался. Но надо.
А пакетное вычисление? Я без компьютера, мне сложно сказать, только на линухе смотрю мануал, оттуда и говорю, что вижу.
Пакетное вычисление траекторий это не совсем то. Это все же вычисление траекторий а не копирование уп. УП может состоять из множества разных траекторий разным инструментом. И вот как раз мне и нужно найти в моей версии арткама 2018 премиум именно работу с УП а не с траекториями. Гайдов по нему кот наплакал и куда разрабы все это засунули остается только гадать.
Вот тут; http://graf3d.xyz/ru/artcam/obrabotka-modelej-artcam/upravlenie-i-izmenenie-up-artcam прописано все понятно и доходчиво. За исключением того что это все написано для версии ПРО а у меня ПРЕМ. И у меня нету раздела "операции с УП" и где их там найти я не знаю. Перерыл все. Видимо придется устанавливать еще и версию ПРО что бы нормально работать. Вопрос только какую лучше 11 или 12?
CyberBobr
CyberBobr
МЕСТНЫЙ
Всем доброго денечка.
Вот такие вопросы встал. Есть 2-3-5 уп которые объединяю в одну и сохраняю. Сохраняется автоматом в формат *nc. После чего иду во вкладку траектории и в ней нахожу импорт траекторий. И упс. там можно импортировать только траектории в формате *art. Возвращаюсь на этап сохранения траекторий и пытаюсь сохранить в *art, но в предложенном списке нет такого формата. И вот сам вопрос - что можно импортировать с помощью этой функции и/или как сохранить траекторию в *art.
Второй вопрос касается создания шаблона траекторий. Все идет замечательно и все сохраняется в формате *tpl, но потом когда я его пытаюсь запустить через загрузка шаблона траектории он как бы подгружается, но в древе проекта висит не активным. В окне модели траекторий тоже нет. То есть они как бы есть, но их и нет. И работать с ним я не могу. Причем арткам сохраняет сам в себе и потом сам же это открыть не может. Пробовал несколько раз пересохранить, один и тот же результат. Как это побороть?
hydrooz
hydrooz
МЕСТНЫЙ СТАРОЖИЛА
CyberBobr
CyberBobr
МЕСТНЫЙ
Вячеслав
Вячеслав
ЗНАЕТ ЧТО ГОВОРИТ
Я сохраняю проект. Он как раз имеет расширение .art. Потом когда его открываю, он содержит и модель и траектории. И их можно корректировать.
CyberBobr
CyberBobr
МЕСТНЫЙ
Я сохраняю проект. Он как раз имеет расширение .art. Потом когда его открываю, он содержит и модель и траектории. И их можно корректировать.
О! Надо попробовать. Чего то в этом направлении и не подумал даже. Все про УП и траектории думал.
Мда, все хорошо.
Проект сохраняется в формате *art, но. В нем есть как минимум 2 траектории, которые необходимо объеденить в одну.
И вот при объединении (напомню что у меня арткам 2018) у меня автоматом выскакивает окно сохранения УП, но уп нет возможности сохранить в формате*art. Там много разных форматов, но по умолчанию это формат *nc, но нет формата *art.
Для чего я все это делаю? Я уже задавал вопрос касаемо копирования уп для дальнейшего ее распределения по массиву.
В версии 2011 про эта функция есть, в 2018 ее нет (я так и не смог найти).
Но в 2011 стратегия обработки смещенная спираль 3Д не имеет возможности выбора начала работы, и почему то по умолчанию обработка начинается от края вектора а не от центра.
А мне принципиально важно что бы было от центра детали (вектора).
Поэтому я вернулся к 2018 с тем что бы из 2-х уп объединить в одну и потом уже по массиву копировать эту уп отдельно на каждую детальку. Но вот и столкнулся с тем что можно там либо копировать каждую отдельную траекторию на каждую отдельную деталь и потом при сохранении это все объединить в одну общую уп, либо делать сразу одну траекторию на весь массив затем другую точно так же.
В первом случае я сталкиваюсь с тем что если у меня к примеру 100 деталей в массиве то траекторий будет уже 200 и если где-то ошибешься то потом станок такого наточит что просто вау! Во втором случае имеем то что если вдруг в процессе поэтапной обработки всей поверхности произойдет где либо пропуск шага то в итоге на выходе будет тоже черте что (уже проходил).
Проводить глубокий апгрейд станка за 10000 рублей который в итоге приведет к тому что сумма потраченных средств будет равна цене серьезного ЧПУ а не хоббийного агрегатика считаю нецелесообразным.
Поэтому и иду по пути програмного решения проблемы, с тем что бы на каждую деталь в массиве сделать отдельную законченную УП по выполнении которой фреза пойдет делать точно такую же УП к следующей детали.
Но сталкиваюсь с тем что не могу объединив 2 уп в одну потом сохранить ее в том формате с которым я потом смогу работать далее по копированию и ретрансляции по массиву далее.
Если кто-то знает как это сделать я был бы безумно признателен за помощь.
Как в Artcame сохранить файлы в любом этом формате?
Есть версия ArtCAM 2008 и ArtCAM Pro
(предполагается гравировка на деревянных поверхностях).
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
УП-сохранить- mm.tap или(.nc) и щасьтье, если постпроцессор интегрирован в АртКам.
Поиском на форуме найдете и то и другое.
Здравствуйте! Подскажите, пожалуйста, в каком из предложенных в Artcam форматов с расширением .nc сохранять УП для станка Artisman 3000 с управлением Artisman Control Center? Спасибо.
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
В общем ерунда какая то получается. Возможно Artkam научить сохранять УП в формате HPGL3D.nc ?? Хотя и с Axyz.nc Artisman control center неплохо работает
Получилось импортировать файл из РИНО,хорошо.Но потом наччинаю делать УП (даже делаю,и получаю "визуализацию),но потом. Как быть дальше? Если в СПРУТЕ я "скидываю" в посчтпроцессорр (список которых том указан),и получаю программу в G кодах (файл STN).то вАРТЕ НЕ получаю ничего.(или я не вижу то "место где получаю G-коды.
Понимаю что для многих ответ лижит на поверхности,но для меня . Даже не знаю где лучьше делать программы (не 3д модели).?Может лучьше освоить Рино?
Прикрепленные изображения
Прикрепленные изображения
Здесь найдешь рабочий постпроцессор под свой станок и как его подсунуть в ArtCAM.
Добрый день!
С Арткамом никогда не работал поэтому вопрос "чайника".
Созданные траектории обработки в G-кодах возможно экспортировать в отдельный файл? Если да то этот файл будет с каким расширением?
Да, и расширение этого файла, равно, как, собственно, и структура самого файла УП будет зависеть от выбранного вами постпроцессора при сохранении УП.
.cnc , .nc , ncc , .tap , .txt , .iso . и т.д. и т.п.
ДАВНО ЖИВУ-ПРИВЫК УЖЕ.
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Можете и сами задать в постпроцессоре любое расширение ( есть в постпроцессорах команда, которая задает расширение), лишь бы грамматику файла вывода станок понимал и это ваше"дизайнерское" расширение видел.
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Здравствуйте, простите за глупый вопрос, пришел станок росфрезер a12stm., а я в растерянности в каком формате сохранять траекторию в арткаме для пульта станка.
На будущее - суть не в марке станка, а в ЧПУ. У Вас пульт. Значит важна марка пульта.
Спасибо за ответ, пульт DSP A11. То есть я все верно понимаю что мне надо выбирать gcode_mm.con?
Здравствуйте, простите за глупый вопрос, пришел станок росфрезер a12stm., а я в растерянности в каком формате сохранять траекторию в арткаме для пульта станка.
У Вас в комплекте со станком есть флешка, там инструкции и папка с названием "постпроцессор". В пояснительном файле все написано.
У Вас в комплекте со станком есть флешка, там инструкции и папка с названием "постпроцессор". В пояснительном файле все написано.
Да вы правы, просто Флешка аккуратно запечатана
Доброго времени суток господа Мастеровые и созерцатели !
Купили станок, изготавливался на заказ в фирме 777 в каменск шахтенском , под нужды производства. Было обговорено много моментов которые должны были быть выполнены, и на которое в последствии производителями был забит болт. При настройке импульсов на шаговые двигателя у настройщиков не было даже линейки что дало сразу понять что путь освоения будет долог и тернист . И Я очень надеюсь пройти его достойно с Вашей помощью. Начну излагать по порядку
Станок делался для долбления пазов. И первый паз У-40 мм на Х-10 мм показал что станок режет его не ровно по окружностям, и по оси Х-режет не 10 мм как рисовалось в Арт Сам а 9 мм.
Решил начать устранения проблем с того что станок не ровно резал круги. Не овалом, а как будто идет наводка на движки. заземлил станок и рисовал круг карандашом в место фрезы с выключенными инверторами. Исключив наводки рисунок остался таким же прерывистым. Постпроцессор использовался G-code arcs_mm. (Tab)
Был выбран пост G-code_mm. (Tab) И станок начал резать круг уже овалом со смешением в 1 мм по Х ( Диаметр круга 80 мм) и мелкими прерывистыми шагами. и в конце работы возвращаться с начало в точку возврата который Я указал в Арт Сам а потом сразу в нули по Х.У и выключать шпиндель. Это корректировать можно в ручную но хотелось бы узнать как можно поменять пост так что бы он не добавлял команды возврата в ноль и не выключал шпиндель .
Стал штудировать темы дабы понять в чем вина такого не до реза настройка станка или неправильный пост и провел измерения перемешивания станка в ручную в Вектор Контроле.
Итог : при перемещении в ручную по У на 25 сантиметров хода станок переезжает 0.3 мм , А при перемещении по Х на 15 см не доехал 0.1 мм.
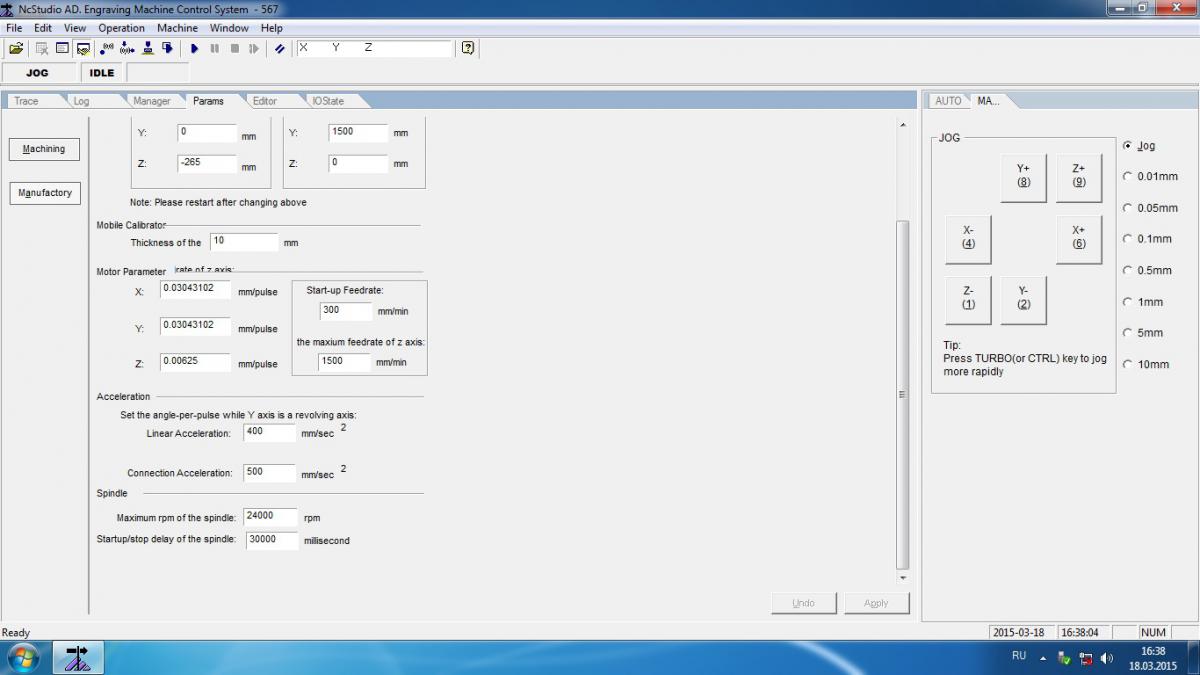
По обоим осям стоят серводвигателя и зубчатая рейка (одинаковые) . Арт Кам 9.1 . Управляв. программа NcStudioV5.5.60.
Итог : при перемещении в ручную по У на 25 сантиметров хода станок переезжает 0.3 мм , А при перемещении по Х на 15 см не доехал 0.1 мм. По обоим осям стоят серводвигателя и зубчатая рейка (одинаковые)
Разберитесь с механикой станка и серводвигателями. Ни NCStudio, ни, тем более, ArtCAM здесь НИ при чем. У вас же несистемная погрешность при ручном перемещении.
Ну реально НЕ понимаю таких сочетаний как тормозная плата управления с работой на рейку и серваки. Этой платы по быстродействию и с шаговиками для рейки не хватает, а тут еще проблемы с настройками серваков.
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Не, Вадим, это у него по разным осям. Y +0.3/250 , X -0,1/150.
Motor parameter изменяйте, mm/pulse.
Понял - не увидел в тексте.
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Понял - не увидел в тексте.
весь день настраивал импульсы по всем осям и добился погрешности на ручном перемешении на всю длину осей по 0.1 мм. но когда пишу уп и сохраняю в формате NcStudio то фреза не добирает по 0.3 мм. Подскажите пожалуйста как можно справится с этим? может постпроцессор не тот ? и что значит настройка сервопривода. как его настраивать ?
добился погрешности на ручном перемешении на всю длину осей по 0.1 мм. но когда пишу уп и сохраняю в формате NcStudio то фреза не добирает по 0.3
Вот прям так:
написано G0 X1000, а он, гад, едет и останавливается на отметке 999,7мм? Прям так на дисплее и показывет?
написано G0 X0, а он, гад, едет и останавливается на отметке 0,0мм? И опять же прям так на дисплее и показывет?
Вот прям так:
написано G0 X1000, а он, гад, едет и останавливается на отметке 999,7мм? Прям так на дисплее и показывет?
А потом
написано G0 X0, а он, гад, едет и останавливается на отметке 0,0мм? И опять же прям так на дисплее и показывет?
Я закрепил метровую линейку на рабочем столе и выставил нули когда самым тонким гравером выбрал точку отчета. а потом пользуясь в верхнем окне ввожу х-0 у-900 Z-2 нажимаю энтер и станок перемешает портал в точку где Я контролирую отклонения по линейке. и все отлично. Но начинаю писать уп и недорез.На счет кодов в окне Я не смотрел.Сегодня сделаю фото замеров и скину Вам на обозрения эту программу. Если Вы не протиа конечно
в верхнем окне ввожу х-0 у-900 Z-2 нажимаю энтер
NcStudio использует одинаковые алгоритмы для обработки команд из этого окна и команд из файла.
Но начинаю писать уп и недорез.
Может, причина все-таки в УП? Напишите для анализа что-нибудь короткое и простое (например, вырезание квадрата 200х200 мм цилиндрической фрезой d=6mm в один проход на всю глубину, без отводов и наклонных врезаний) и выложите ее текст.
Кароче еще переустановили Арткам,при сохранении надо указывать в каком формате сохранять,расширение файла должно быть (tap)а вот для какого фрезера мне выбирать,там е сть почти ля всех,для роландов,мимаки,мультикамов,а вот для мультикаД нет,какой посоветуете поставить,фрезеровщик в отпуске,сказать сам не может точно,потому что так не вспомнит,может кто знает. 7Станок Мульткад 3000
Попробуйте G-CodeArcs (mm).
Он на черном пульте 0501 или А11Е, хотя последние делаются на NK105. для всех их пойдет постпроцессор для 0501 электроники. Закиньте в программе в папку postp и выберите его в программе.
Прикрепленные файлы
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
У меня станок СФВД модель ATC. Пользуюсь нс студио. При сохранинии файла в арткаме для станка как лутше сохранять в g-code mm(tap) или nc_studio arc (cnc) или ето не имеет разници?
Доброго дня всем.
Прежде чем обратиться, изучил разный материал, но видимо по скудоумию или неподходяще выбранному материалу не смог сам решить проблему.
У меня станок на шаговых двигателях, раскраиваю фанеру. Проблема такая: Создал УП в Арткаме, сохраняю в формате "G-code (mm) tap". Управляется станок программой cnc usb controller. Открываю этот файл tap - загружаются координаты, но.
Приходится потом в программе cnc usb controller выставлять масштаб по X и Y осям - 0,4, иначе пилится всё в большем размере (значение было подобрано вручную, замеряя ход фрезы, геморрой еще тот был). Вопрос: Как сделать так, чтобы я не мучался каждый раз с выставлением масштаба?
Заранее, большое спасибо за любые советы.
А оси правильно откалиброваны? В ручном режиме при задании в 100 мм на сколько перемещается? Может на 250?
Или ещё версия: при выборе постпроцессора попали дюймы(дюйм - 2.54 см)
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
на дюймовый проц врят-ли попал ,т к тогда размеры конечного изделия стали-бы в 2,54 раза меньше(это если в коде нет G20) . Но чем гадать лучше еще раз перепроверить калибровку осей ,затем в арткаме нарисовать допустим квадрат 100*100 мм с центром х50,у50 и попробывать его вырезать и по результатам отписаться. и текст УП приложить.
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
grbl поддерживает 4 типа файлов.
ncc
nc
tap
txt
В арткаме под каждое расширение куча файлов для сохранения.
Темы из этой же категории
ParkanII
ParkanII
МЕСТНЫЙ СТАРОЖИЛА
gosha66 , я в TAP сохраняю, а так nc, ну или скачайте постпроцессор с сайта добавьте в арткам и наслаждайтесь, он уже проверен работает
gosha66
gosha66
ПОЧТИ ПРОФИ
gosha66 , я в TAP сохраняю, а так nc, ну или скачайте постпроцессор с сайта добавьте в арткам и наслаждайтесь, он уже проверен работает
ParkanII
ParkanII
МЕСТНЫЙ СТАРОЖИЛА
gosha66
gosha66
ПОЧТИ ПРОФИ
Дима Евдоченко
Дима Евдоченко
ЧТО-ТО УЖЕ ЧИРКАНУЛ
тоесть после установки в арткам данного постпроцессора ничего дописывать руками не нужно? это только под фрезеровку?
imaval
imaval
ЧТО-ТО УЖЕ ЧИРКАНУЛ
grbl поддерживает 4 типа файлов.
ncc
nc
tap
txt
В арткаме под каждое расширение куча файлов для сохранения.
extrimus
extrimus
МЕСТНЫЙ СТАРОЖИЛА
тоесть после установки в арткам данного постпроцессора ничего дописывать руками не нужно? это только под фрезеровку?
Painoff
Painoff
ЧТО-ТО УЖЕ ЧИРКАНУЛ
Здравствуйте. У меня станок вообще рисует объекты в 2 раза больше заданных. Хотя при ручном перемещении все ок.
Пробовал сохранять почти во всех форматах что есть в арткам. Станок самодельный. Прошивка grbl. Постпроцесс подойдёт этот?
Андрей
Андрей
МЕСТНЫЙ
Здравствуйте. У меня станок вообще рисует объекты в 2 раза больше заданных. Хотя при ручном перемещении все ок.
Пробовал сохранять почти во всех форматах что есть в арткам. Станок самодельный. Прошивка grbl. Постпроцесс подойдёт этот?
Какой у вас станок не важно для данного постпроцессора.
А то что в 2 раза больше получается - полистайте справочник, там есть ответ на Ваш вопрос.
Painoff
Painoff
ЧТО-ТО УЖЕ ЧИРКАНУЛ
Скачал постпроцесс для круговой интерполяции на другом сайте. Всё заработало. Выровнял стол. Буду ковыряться дальше. Спасибо.
extrimus
extrimus
МЕСТНЫЙ СТАРОЖИЛА
Скачал постпроцесс для круговой интерполяции на другом сайте. Всё заработало. Выровнял стол. Буду ковыряться дальше. Спасибо.
lukyanchikov94
lukyanchikov94
МЕСТНЫЙ
Можно ссылку на постпроцессор?
Хотя, проще купить нормальную плату для ЧПУ и не возится с кучей программ, постпроцессоров и пр
extrimus
extrimus
МЕСТНЫЙ СТАРОЖИЛА
Плата сама по щучьему веленью не заработает. Чтоб заработала, нужны куча программ и заточенный под эту плату постпроцессор.
DorGen
DorGen
ЧТО-ТО УЖЕ ЧИРКАНУЛ
У меня вообще нет папки C:\Program Files\ArtCAM 2008\postp . Что делать и где хранятся постпроцессоры в ArtCAM-е?
Интернет портал организованный в 2018 году , для поддержки пользователей мини станка с ЧПУ CNC 3018 и его модификаций.
Мы хотели бы помочь всем, кто приобрел или только собирается приобрести данный станок. Здесь Вы совершенно спокойно можете задать свои вопросы, или просто прочитать полезную или интересную информацию по сборке, настройке и эксплуатации данного мини станка.
Статистика форума
Онлайн статистика
Контакты
МЫ ДОГАДЫВАЕМСЯ, ЧТО РЕКЛАМА ВАС РАЗДРАЖАЕТ!
Конечно, Ваше программное обеспечение для блокировки рекламы отлично справляется с блокировкой рекламы на нашем сайте, но оно также блокирует полезные функции. Мы стараемся для Вас и не обязываем Вас донатить и скидывать денег на наши кошельки, чтобы пользоваться форумом, но реклама это единственное, что позволяет поддерживать проект и развивать его.



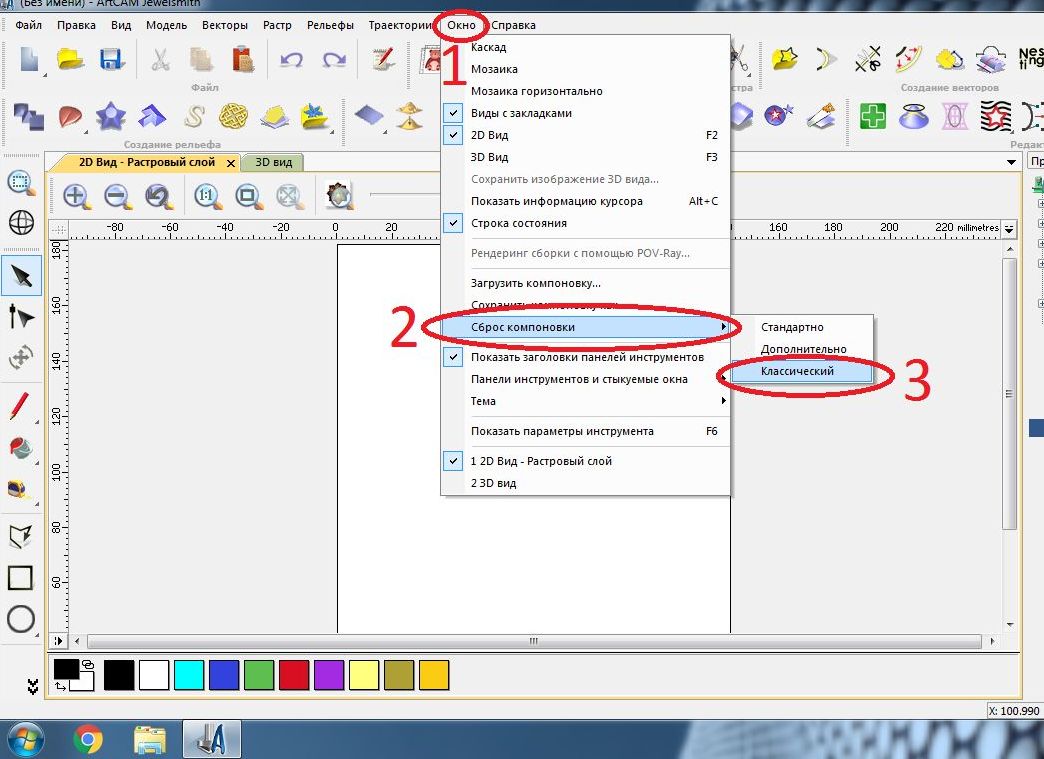
Большинство статей на сайте описывают работу в программе ArtCAM v8/v9/v10. Если вы используете более поздние версии программы (v11/v12 или новее), для удобства работы с программой и статьями необходимо после запуска ArtCAM выполнить настройку компоновки, как указано на рисунке:
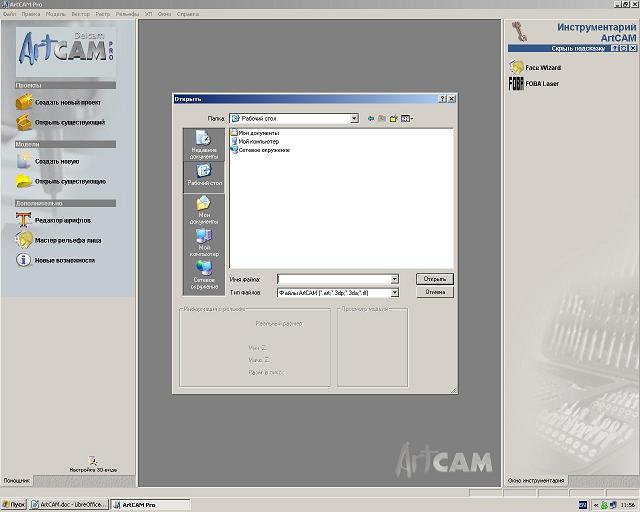
Запускаем ArtCAM. В меню «файл» выбираем «открыть». В появившемся окне нужно изменить тип файлов - выбрать файлы AutoCAD (*.dxf, *.dwg), как это показано на рисунке 1.
Откроется окно с возможностью изменений размеров модели, нажимаем «ОК», если размеры менять не нужно. Откроется окно с информацией об импортируемом файле, нажимаем «ОК». В центре экрана видим чертеж нашей детали, на рисунке 2.
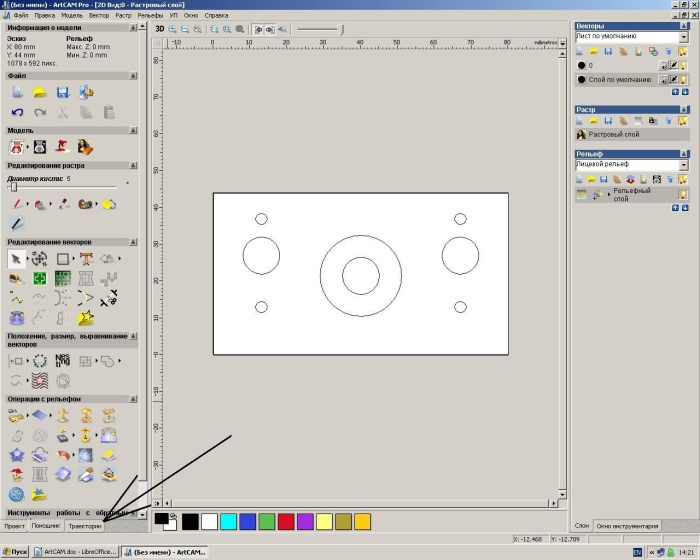
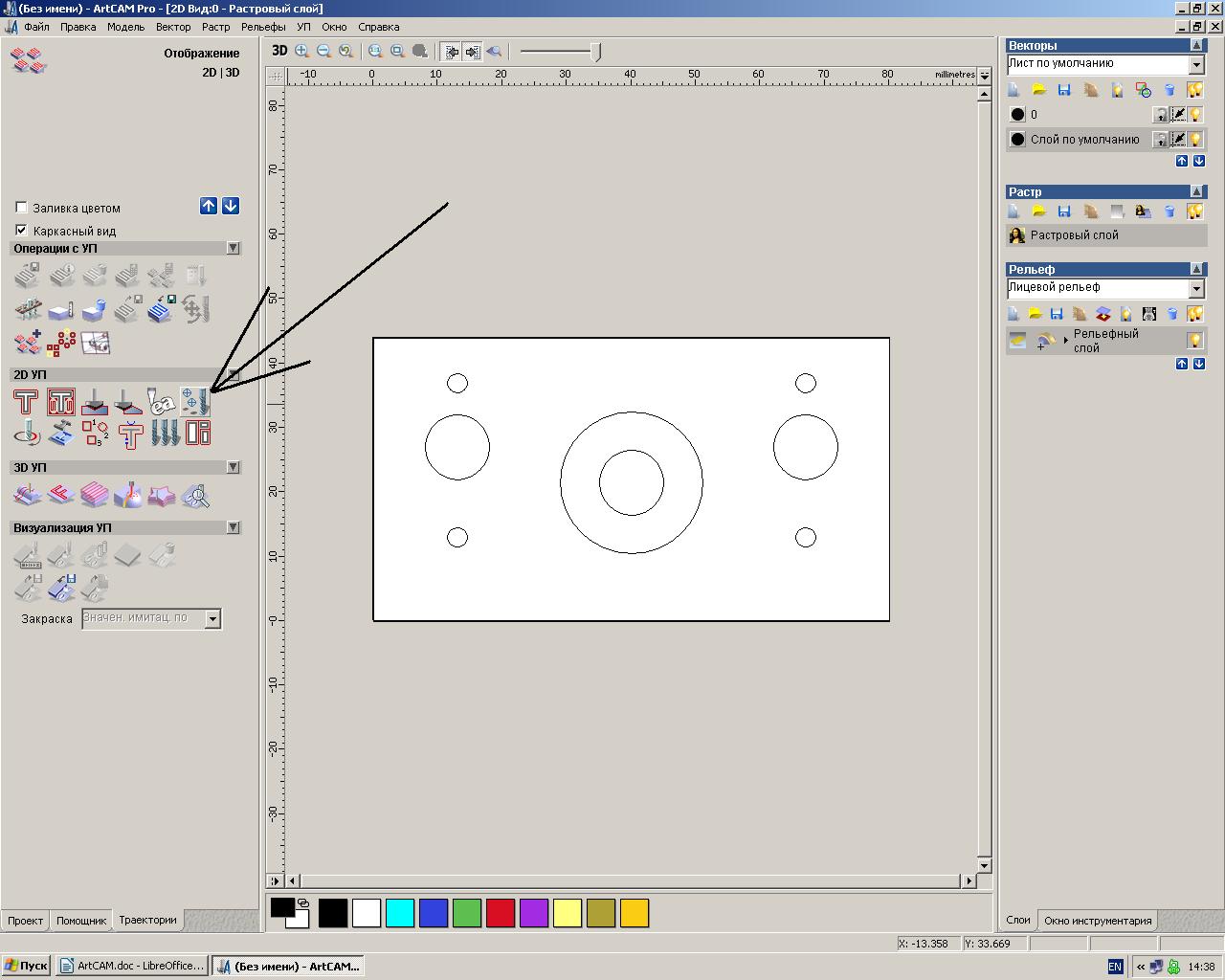
Слева панель - «информация о модели», выбираем вкладку траектории.
1 сверление отверстий диаметром 3мм.
На вкладке траектории выбираем «сверление», рисунок 3.
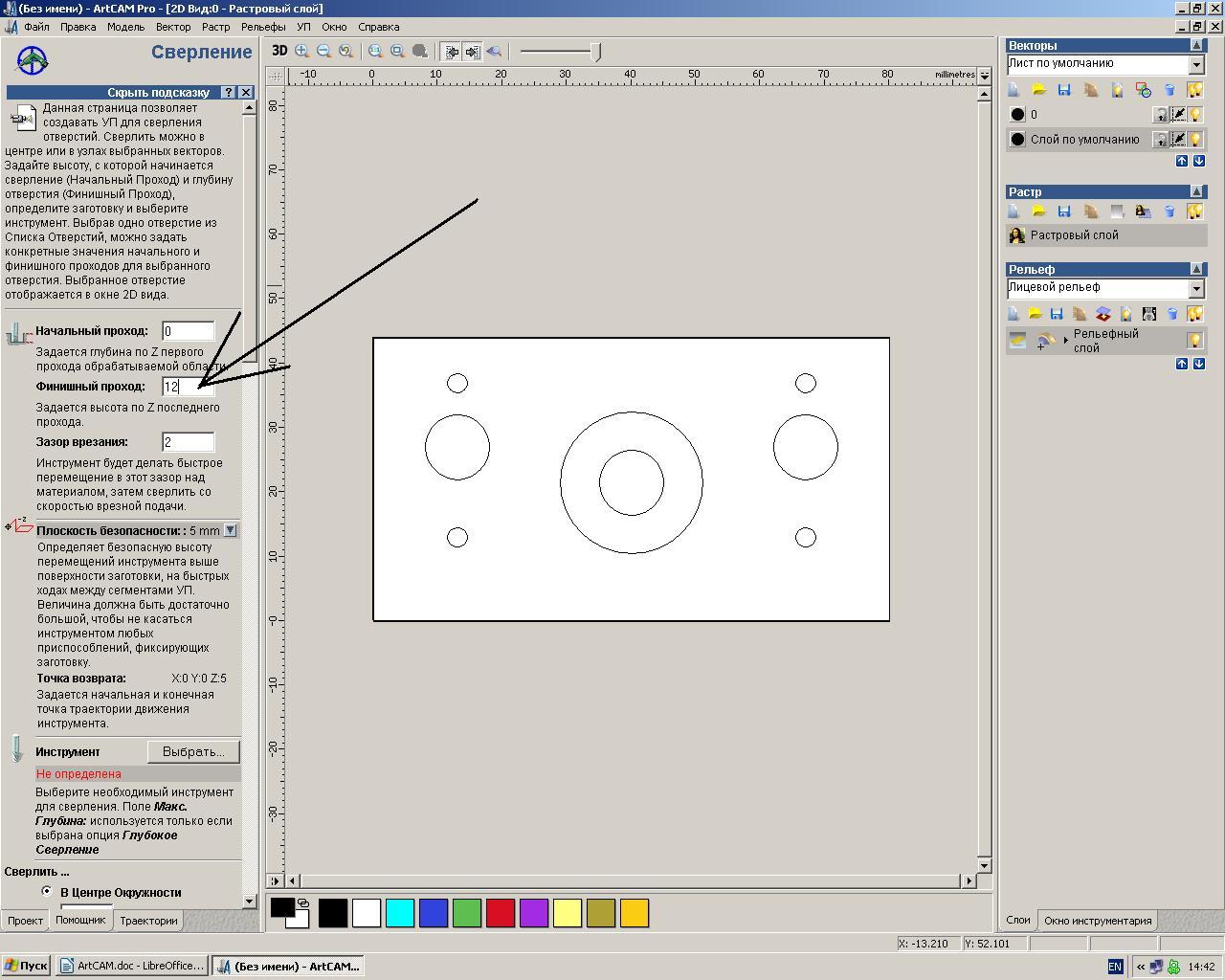
В поле «финишный проход» вводим глубину сверления, рисунок 4.
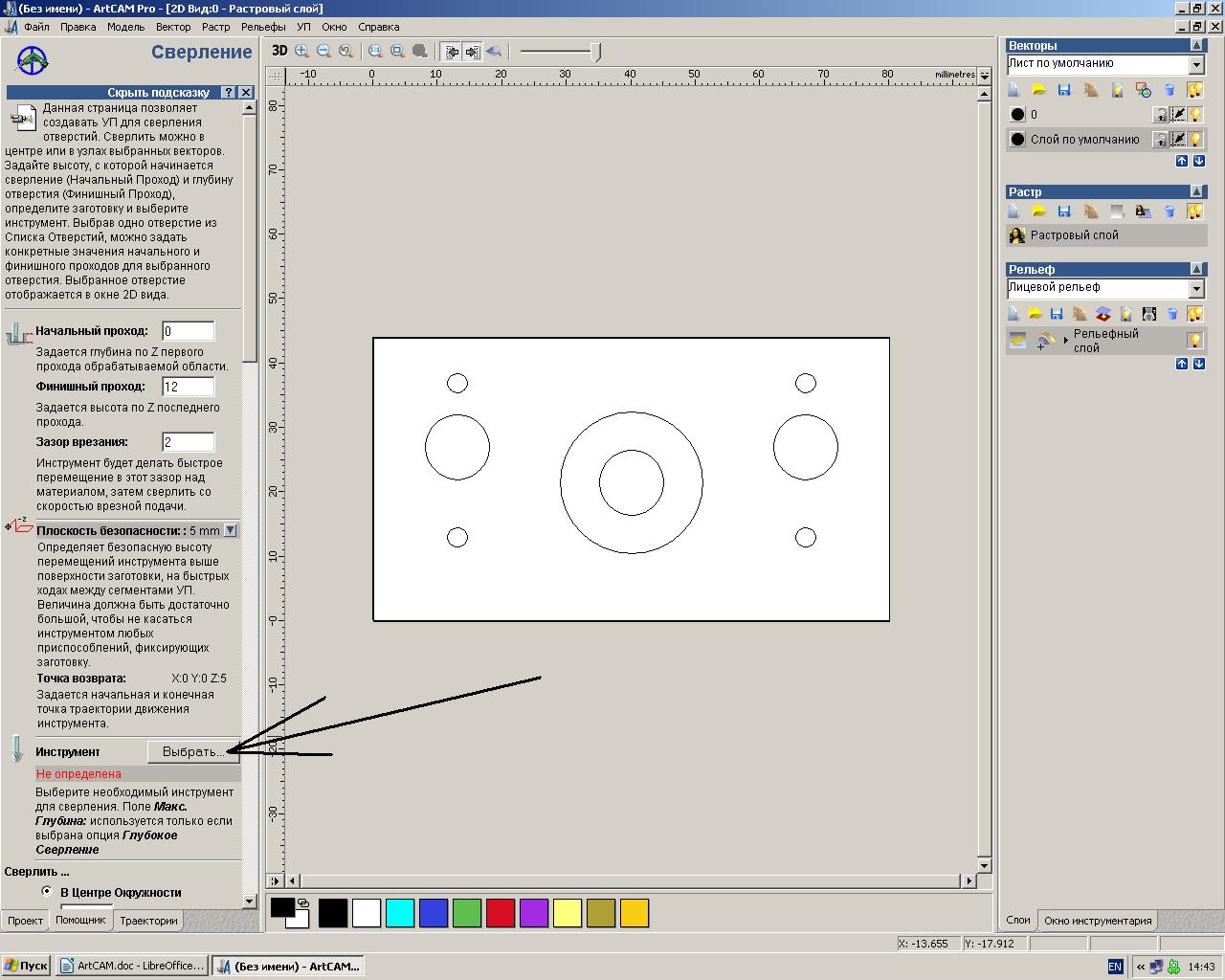
В поле выбора инструмента нажимаем кнопку выбрать, рисунок 5.
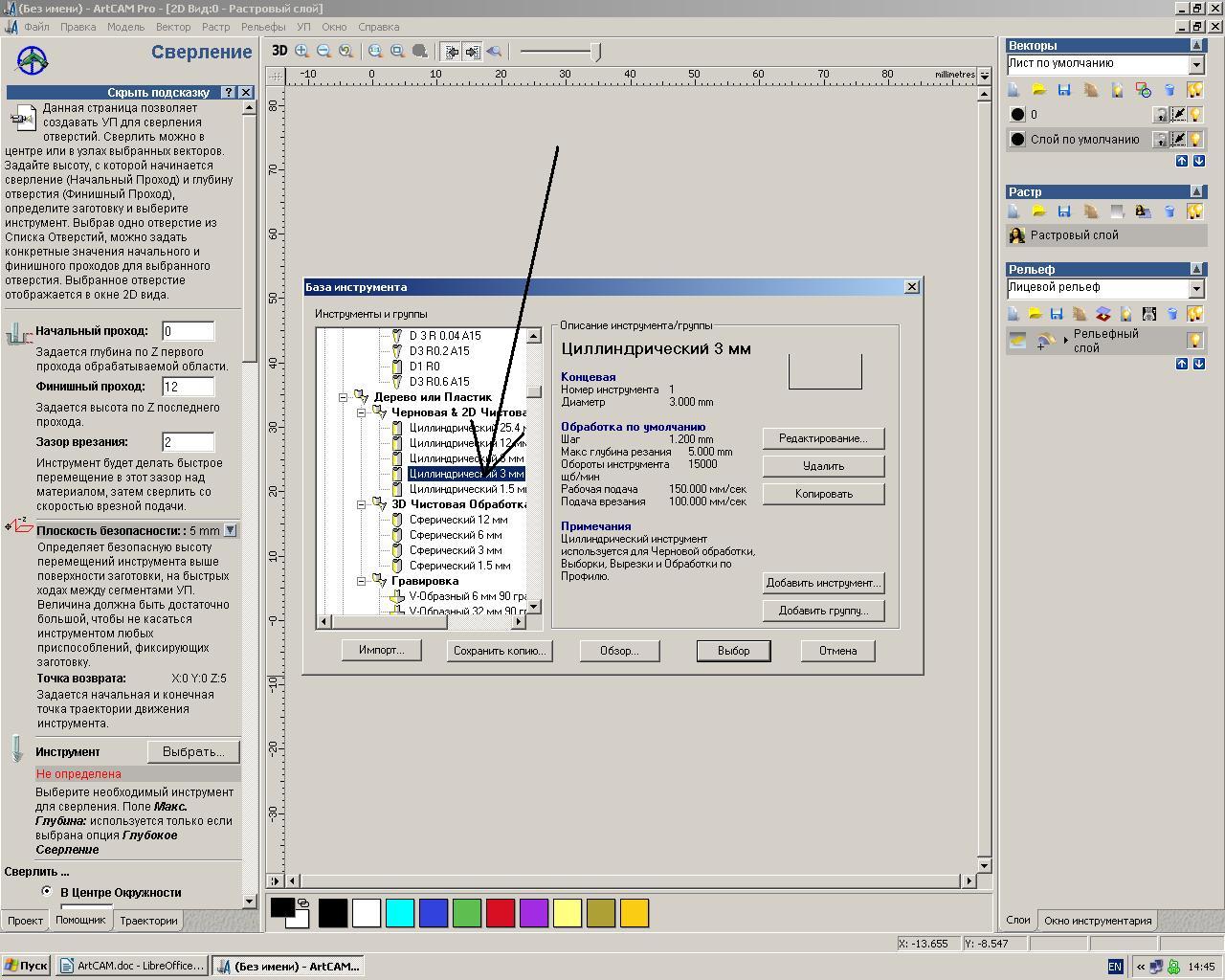
Выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик» , рисунок 6.
Редактируем параметры инструмента, нажав кнопку "Редактирование", рисунок 7
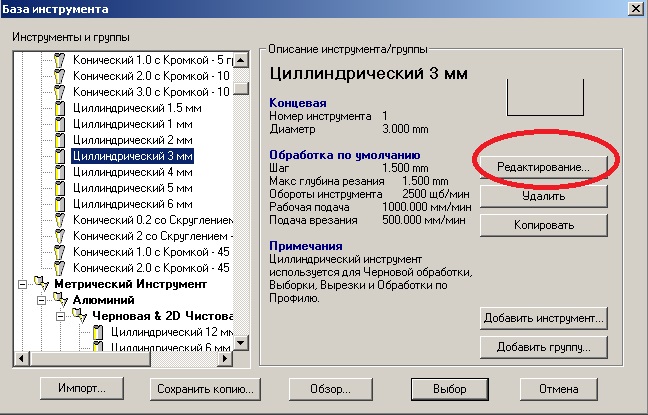
Рисунок 7 редактирование параметров инструмента в ArtCAM
Изменяем единицы измерения на более удобные к восприятию и меняем значения величины "глубина за проход" , "рабочая подача" и "подача врезания", рисунок 8
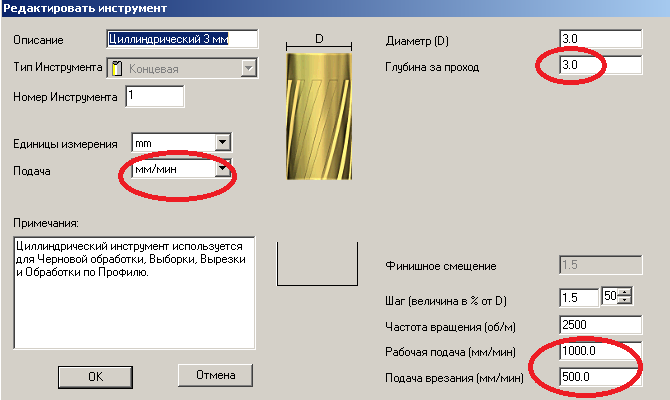
Рисунок 8 редактирование параметров инструмента в ArtCAM
эта операция нужна один раз, в дальнейшем можно использовать этот инструмент с уже сохраненными параметрами скорости подачи и глубины за проход.
При использовании другого нового инструмента, не забываем отслеживать и при необходимости менять эти параметры!
Сохраняем настройки нажатием кнопки "ОК" и подтверждаем выбор инструмента, нажатием кнопки «выбор».
В поле «Материал» нажимаем кнопку определить, рисунок 9.
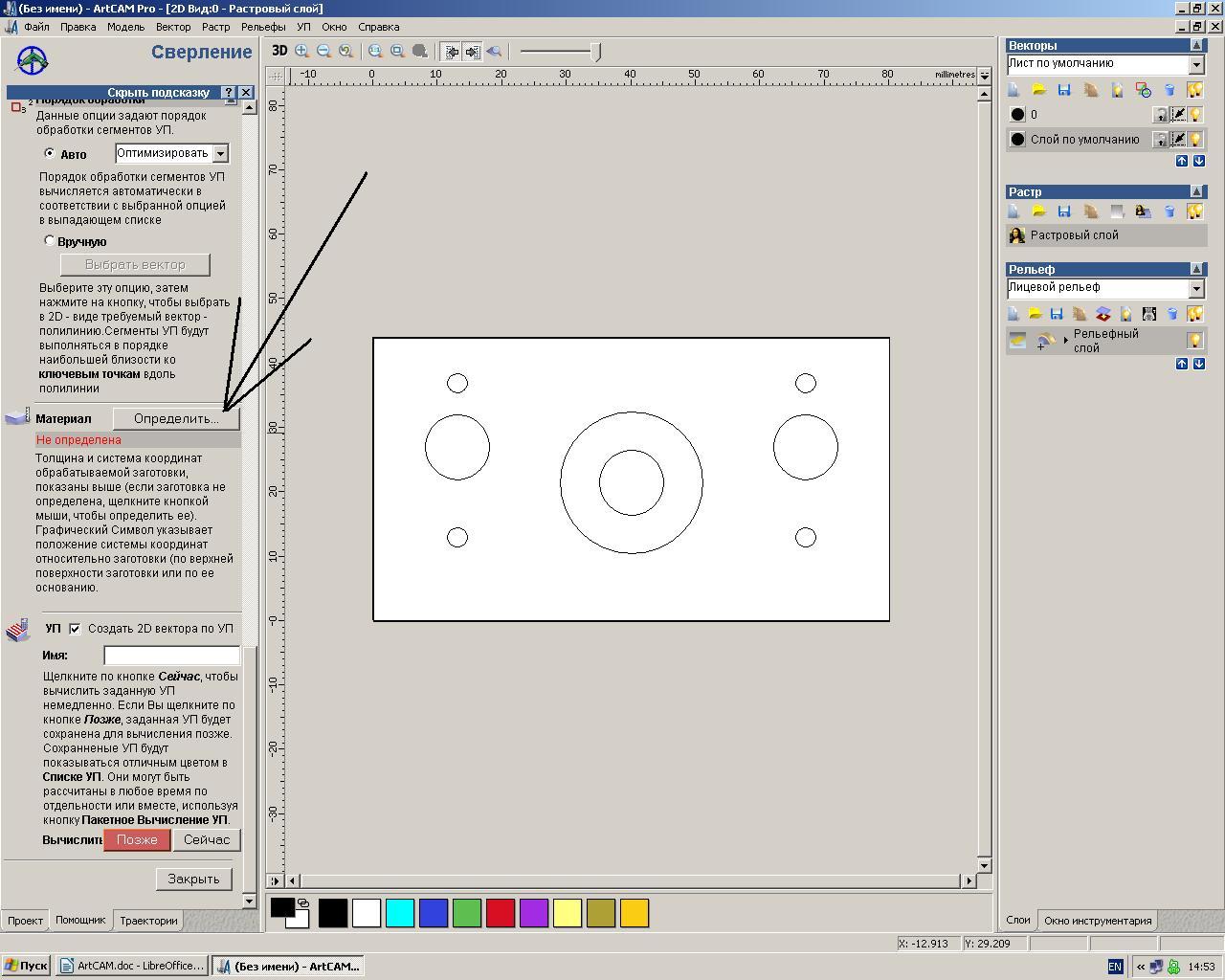
Рисунок 9. Установка параметров материала
Задаем толщину модели, и ноль по Z по верхнему краю заготовки, рисунок 10.
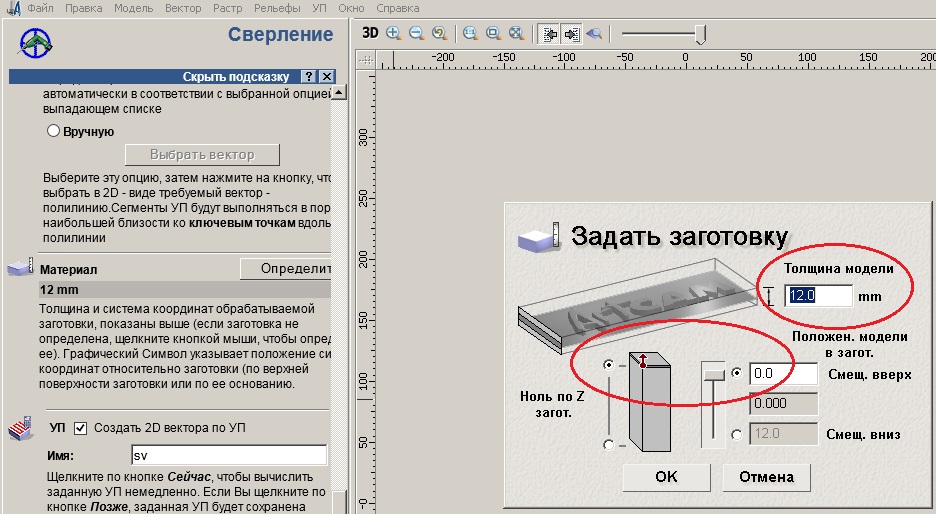
Рисунок 10. Ноль по Z
Выделяем мышкой объекты сверления с зажатой кнопкой «shift» на клавиатуре, рисунок 11,
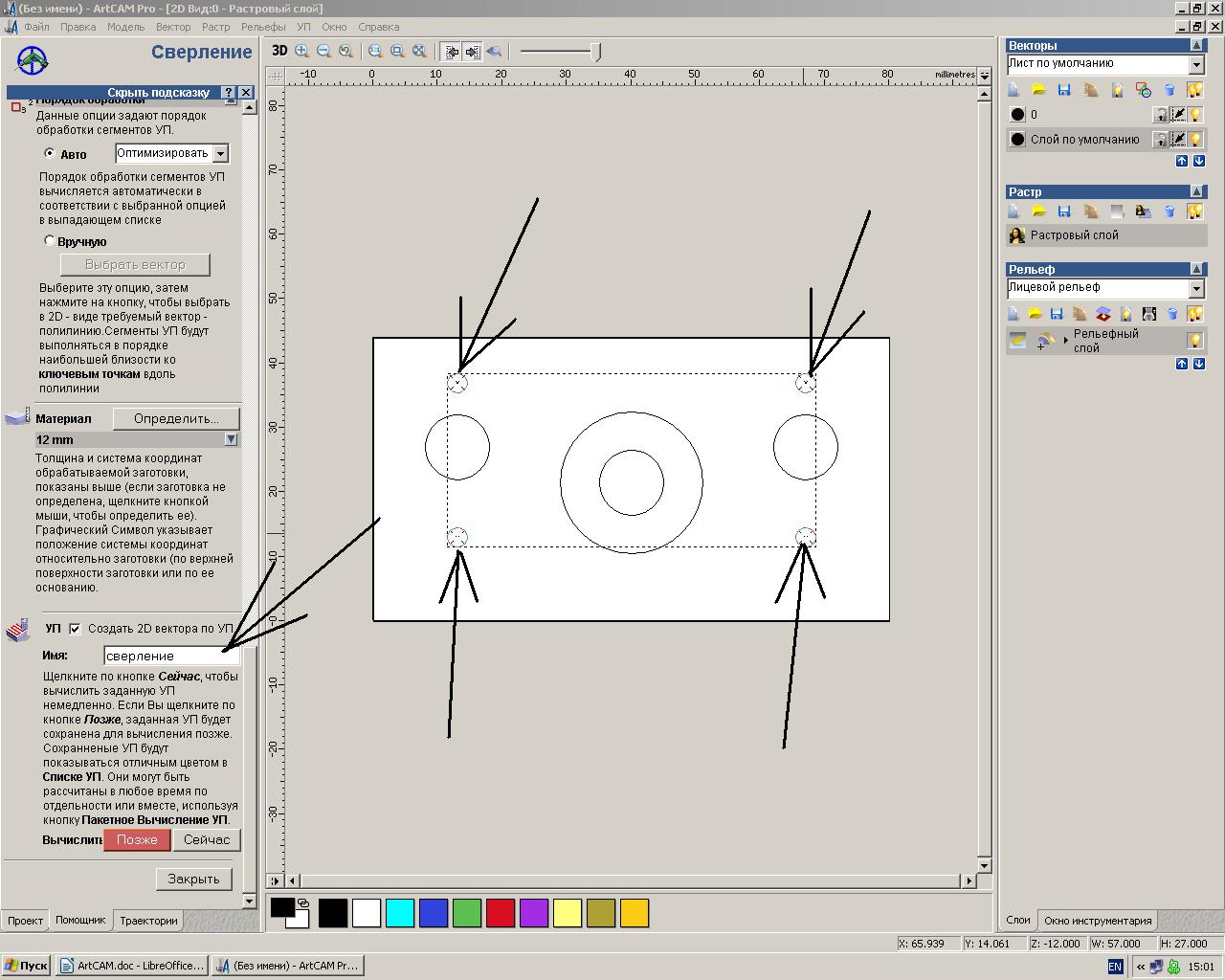
вводим имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
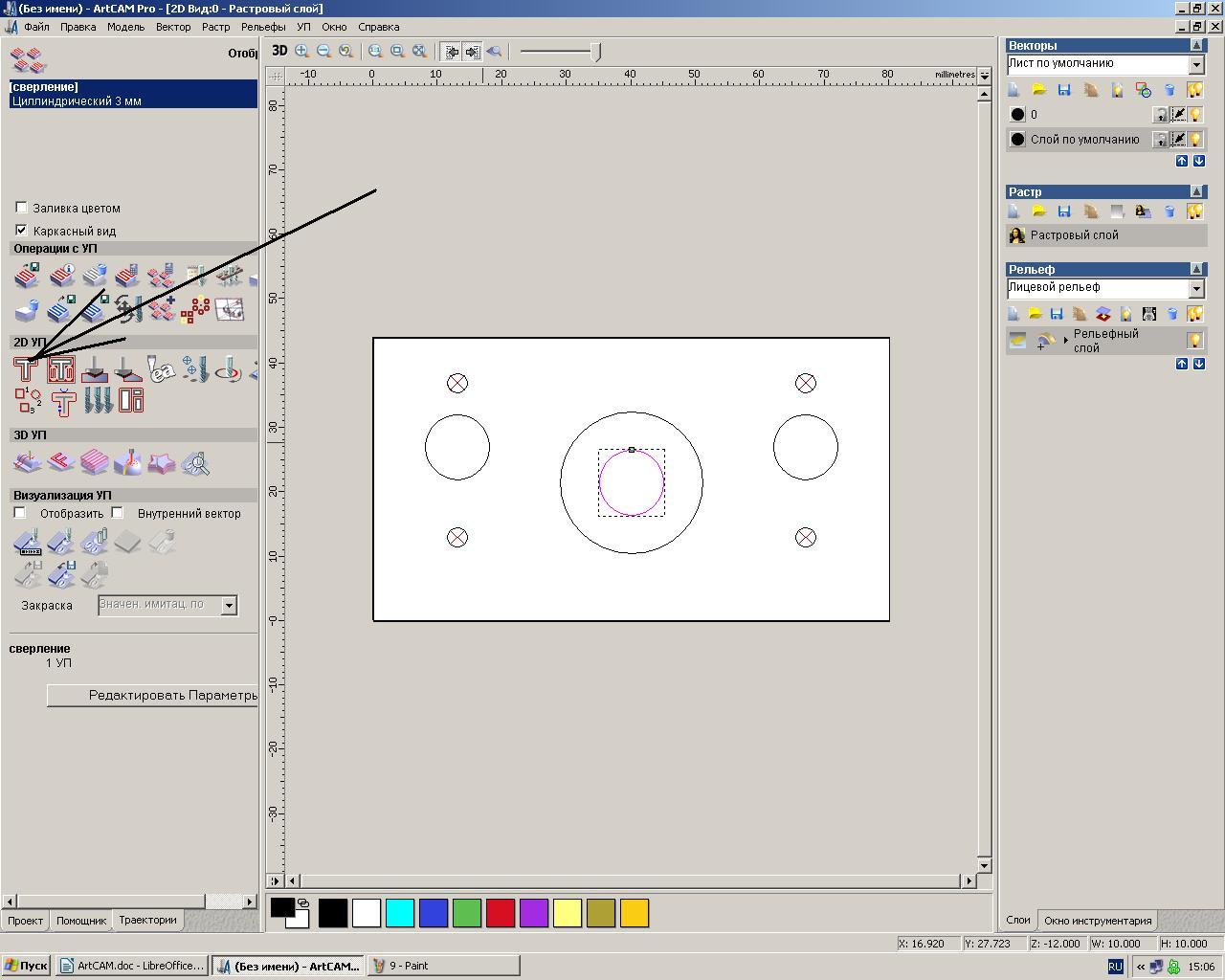
2) вырезание отверстия диаметром 8мм.
На вкладке траектории выбираем «обработка по профилю», рисунок 12.
Выделяем отверстие на модели и в поле «сторона обработки» выбираем «внутрь», рисунок 13.
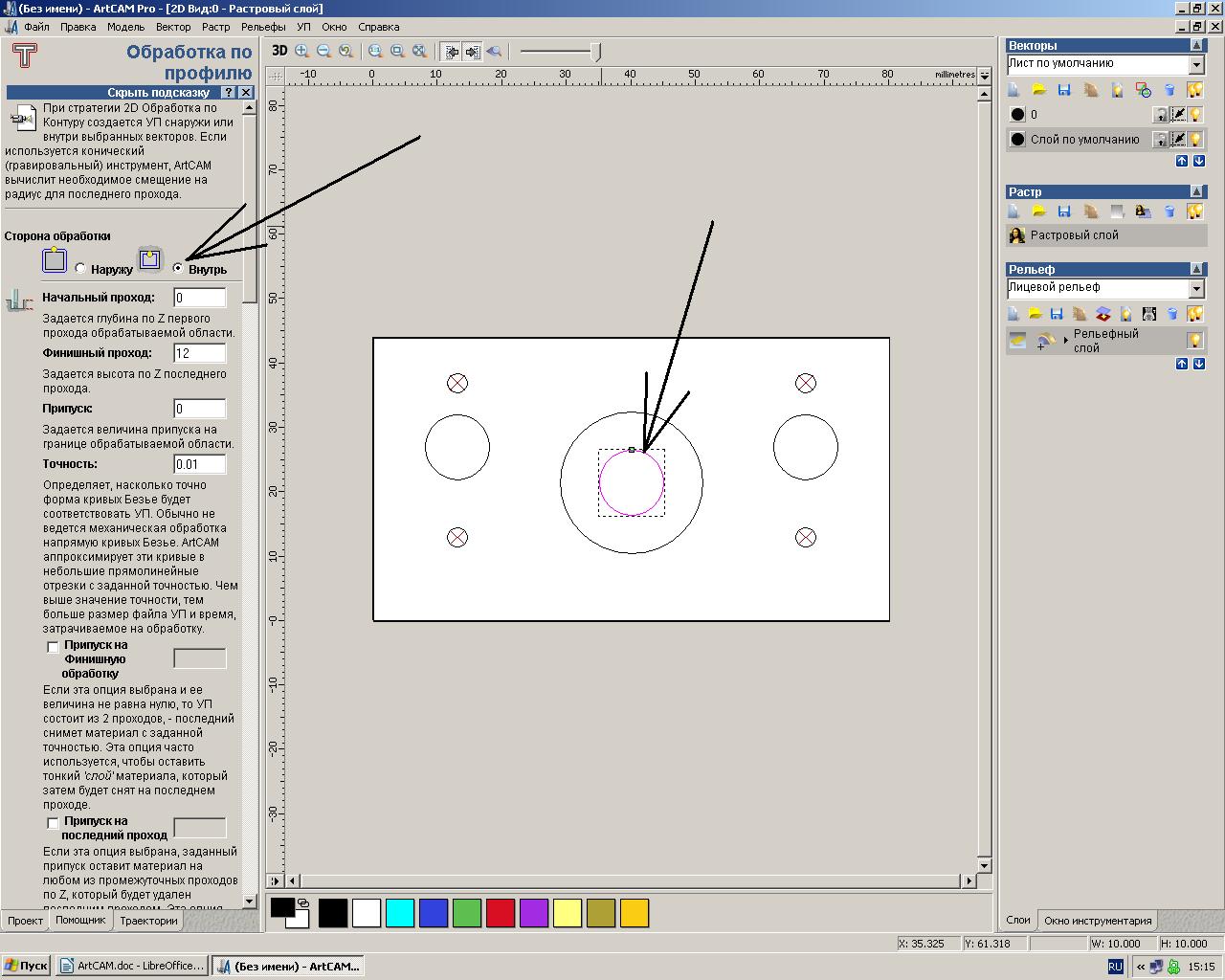
В поле «профильный инструмент» выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущем пункте сверления, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
3) Фрезеровка выборки(делаем понижение)
На вкладке траектории выбираем «2D выборка», рисунок 14.
Выделяем объекты на модели для выполнения понижения(2D выборки) и вводим глубину понижения в поле «финишный проход», рисунок 15.
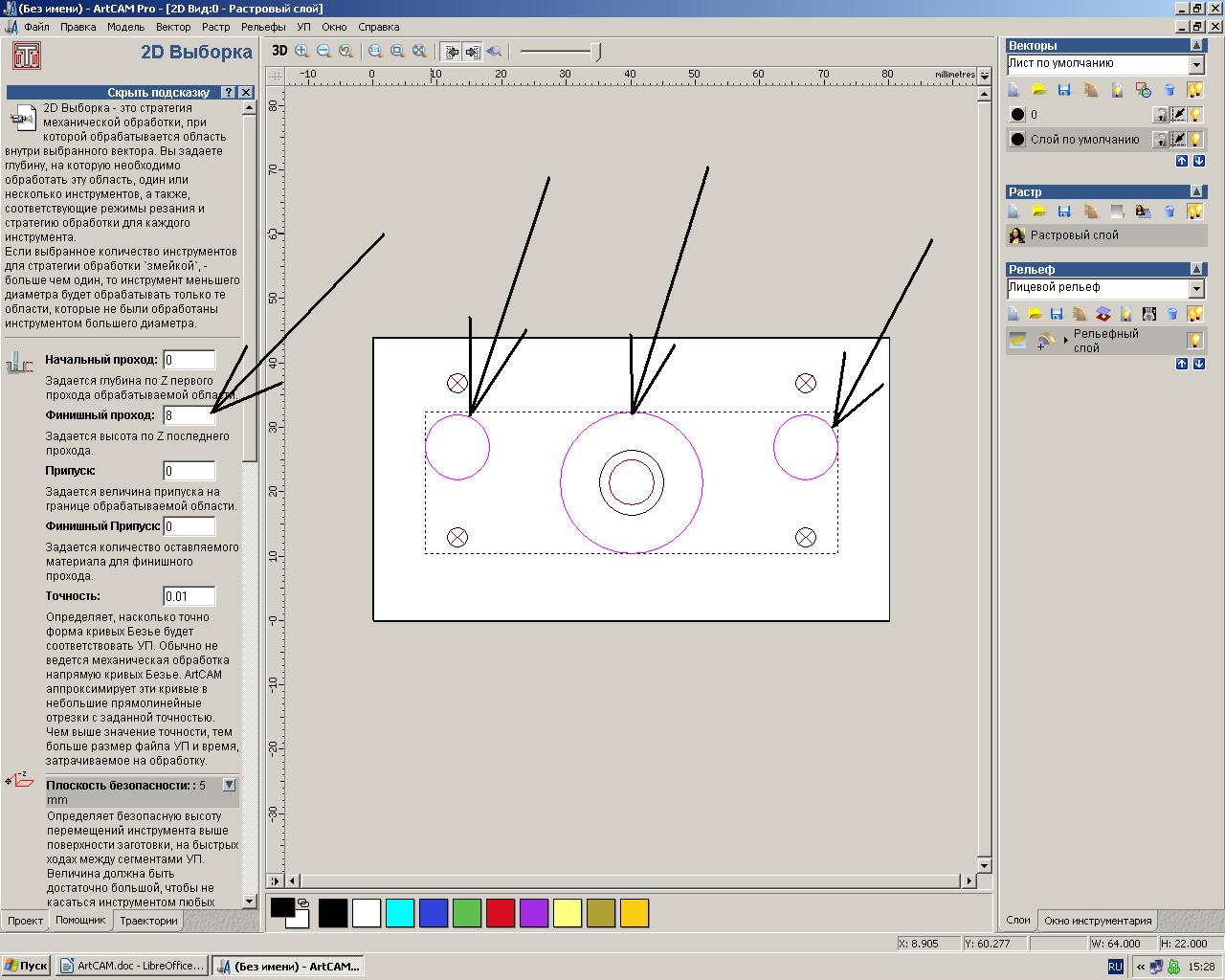
В поле «список инструмента» нажимаем кнопку добавить и выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущих пунктах, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть». Объекты с понижением будут заштрихованы.
4) Обработка по контуру(Вырезаем деталь)
На вкладке траектории выбираем «обработка по профилю». Выделяем контур детали и в поле «сторона обработки» выбираем «наружу», рисунок 16.
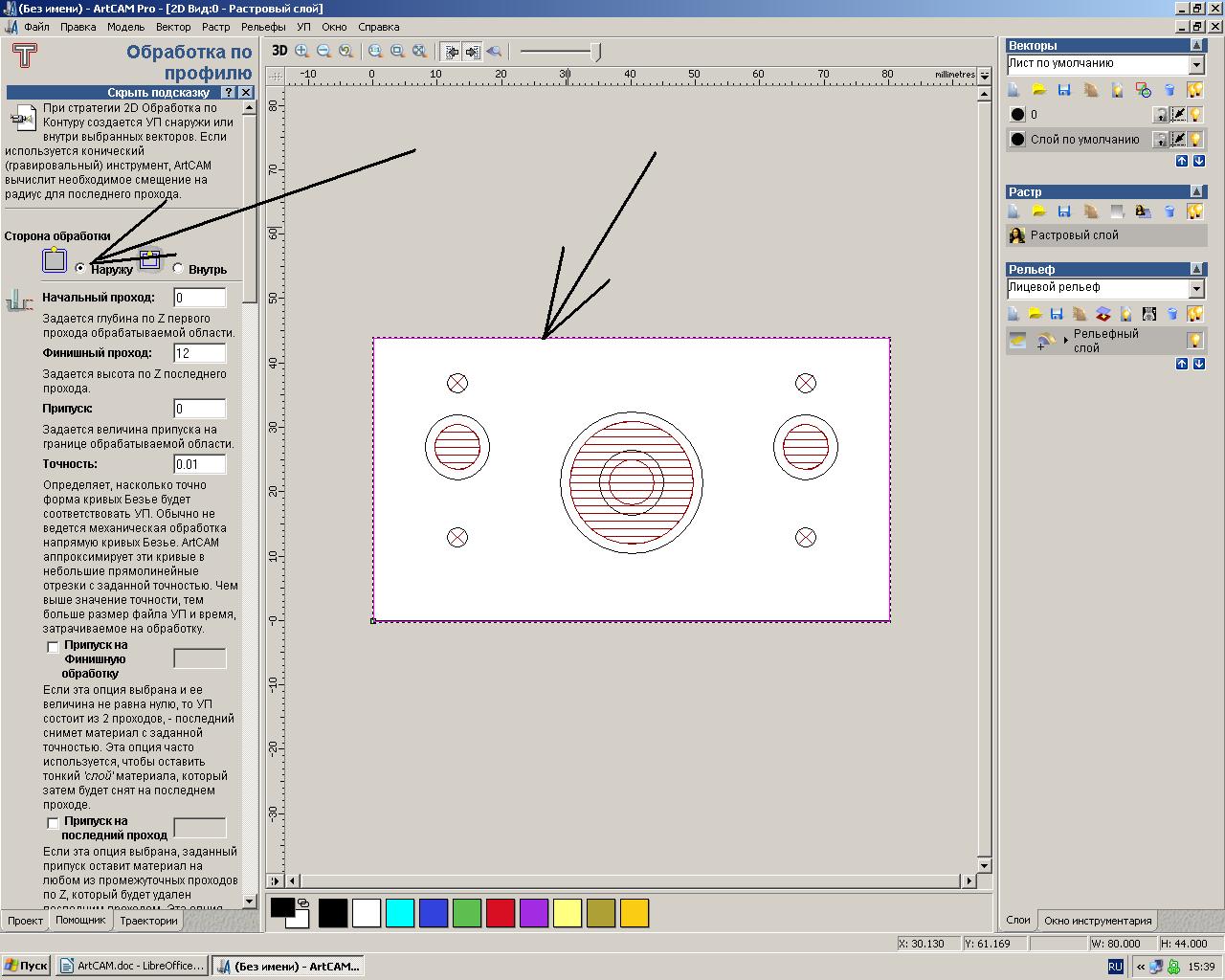
В поле «профильный инструмент» выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущих пунктах, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
5) Устанавливаем переходы для предотвращения отрывания детали.
На вкладке траектории выбираем «параметры переходов», рисунок 17.
Выделяем контур детали, вводим количество, длину и высоту переходов в соответствующие поля, рисунок 18.
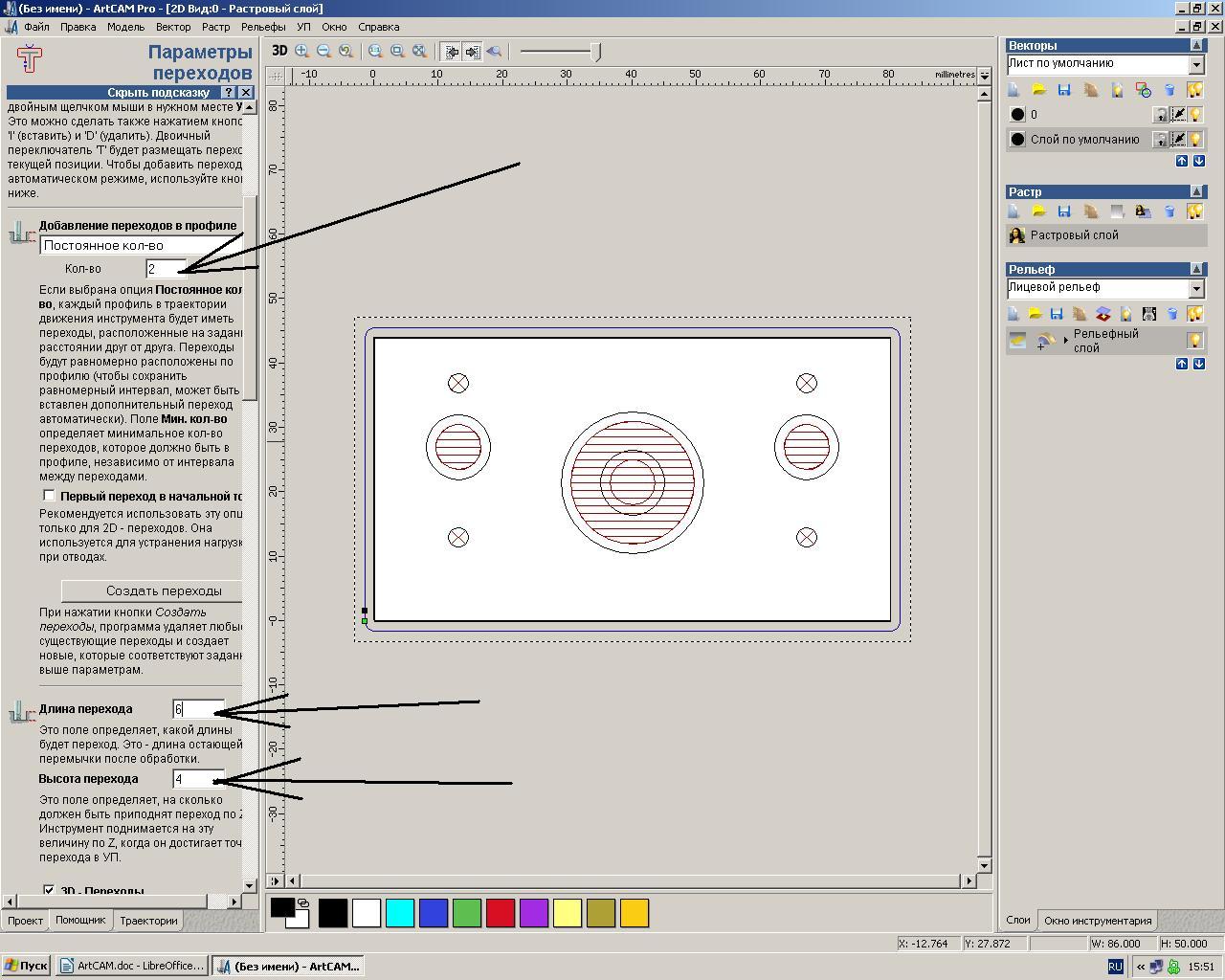
Нажимаем кнопку «создать переходы». При необходимости, мышкой перетаскиваем переходы на нужные места. Нажимаем кнопки «применить» , «закрыть».
6) сохраняем проект.
В меню «файл» выбираем «сохранить» и задаем имя проекта.
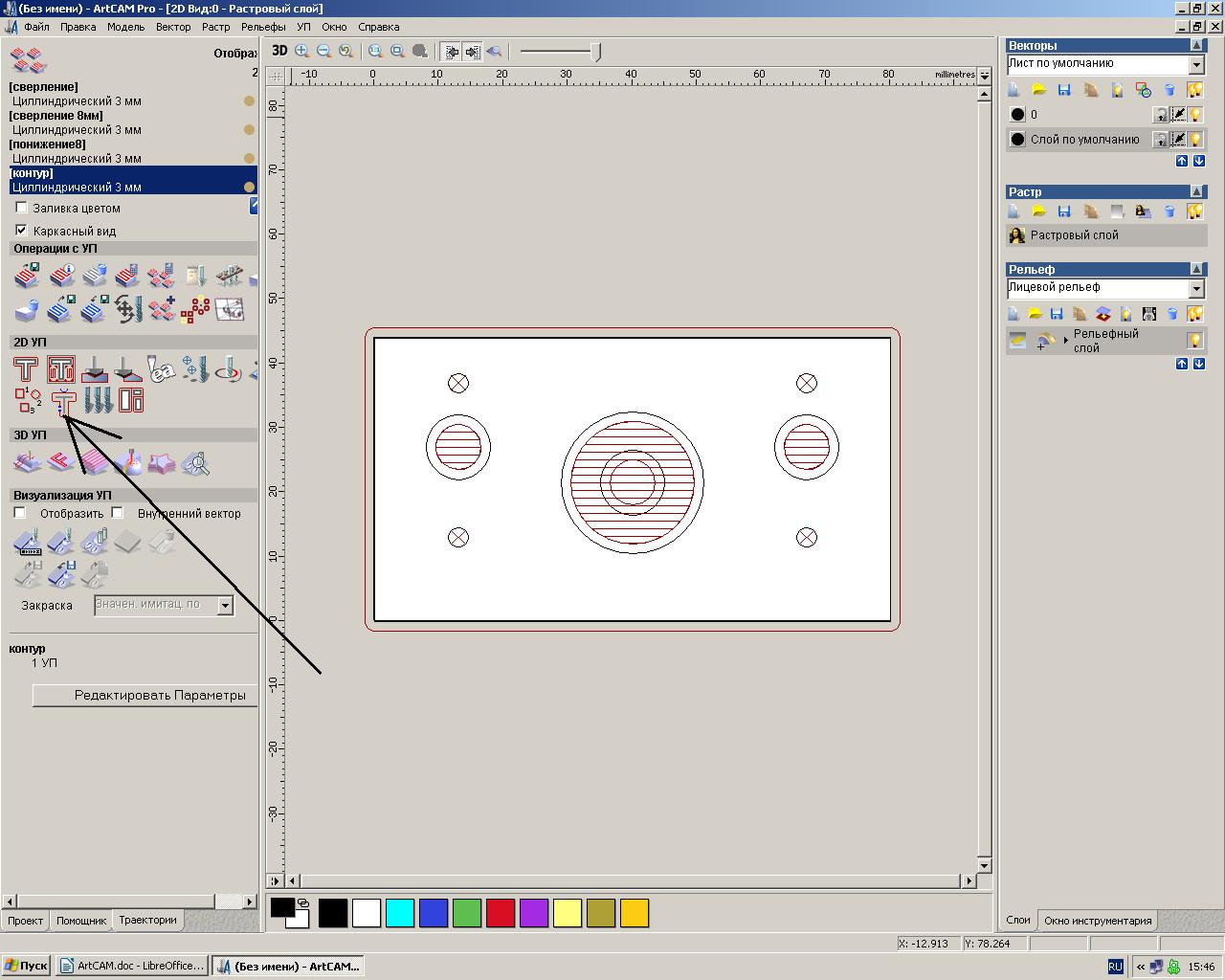
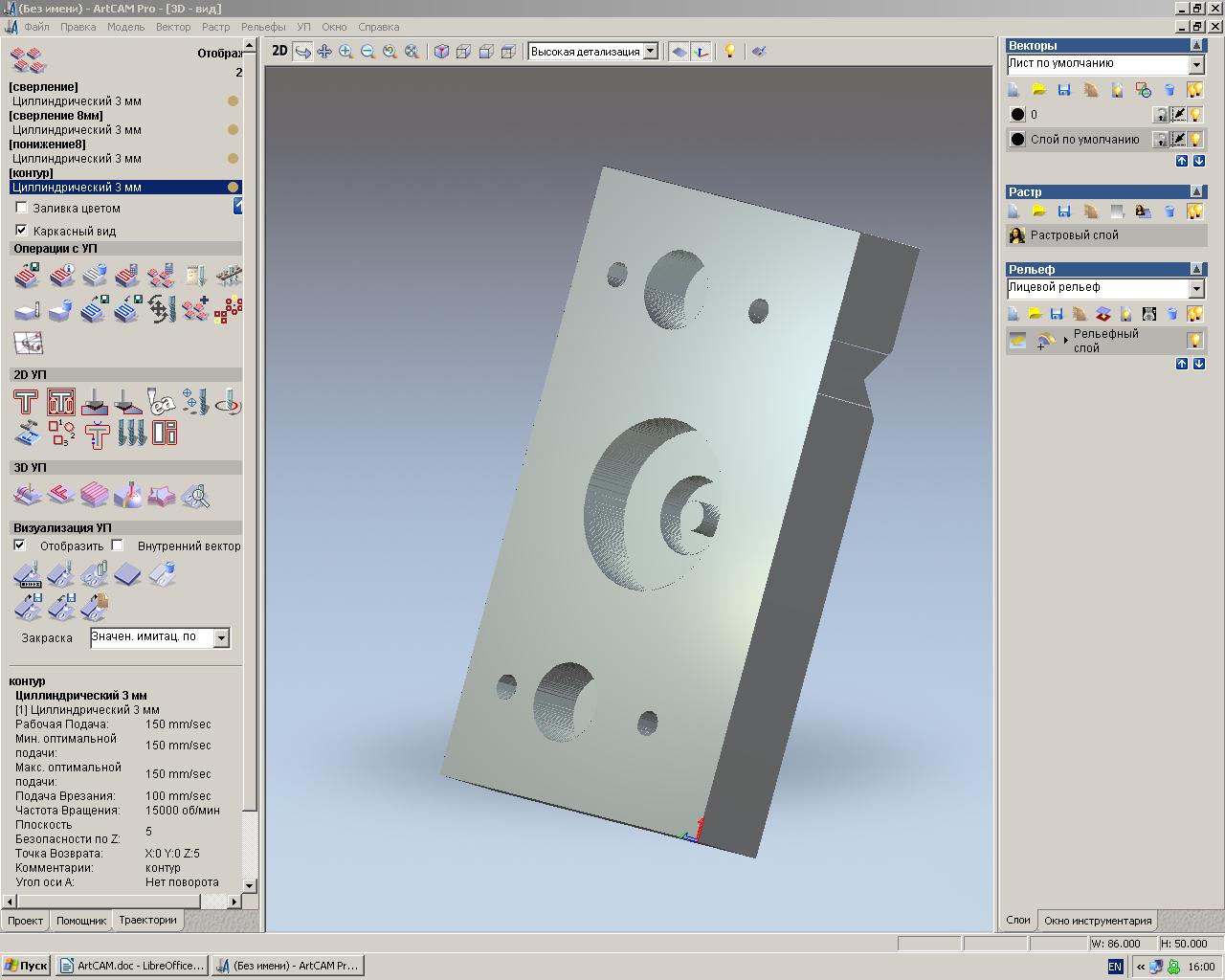
7) присматриваем визуализацию УП, рисунок 19.
В меню «УП» выбираем «визуализация всех УП» и смотрим что получилось.
9) сохраняем УП код
В меню «УП» выбираем «сохранить УП как. ». Выбираем формат выходного файла постпроцессор Mach2 mm(*.cnc). Последовательно переносим вычисленные УП из окна вычисленные в окно сохраняемые, нажимая стрелку вправо, выбираем формат выходного файла Mach2 mm(*.cnc) , нажимаем кнопку «Сохранить» рисунок 20.
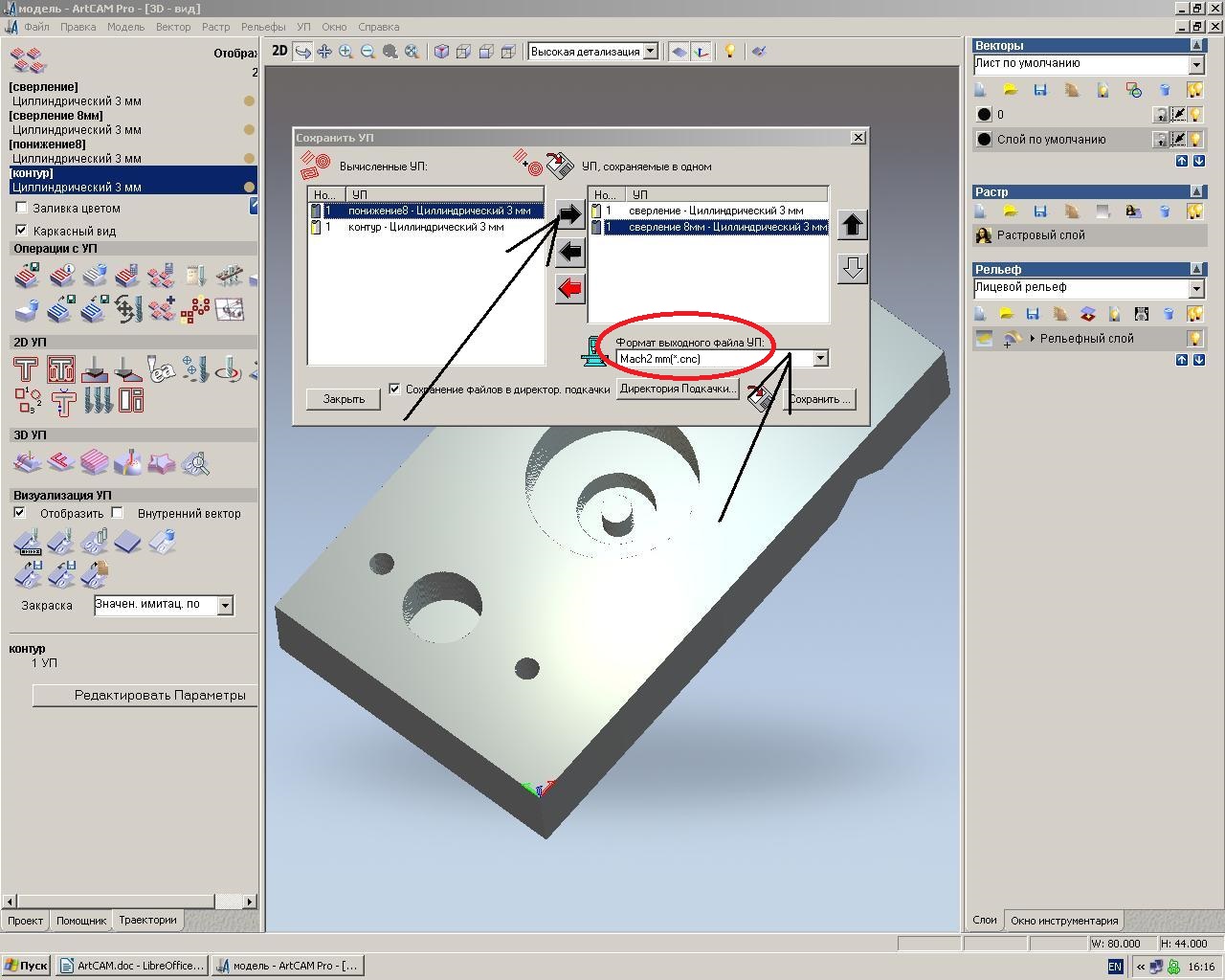
Выполнение программы будет в том порядке как УП расположены в окне сохранения, при необходимости можно изменить стрелками вверх, вниз.
Загружаем сохраненный файл резки в MACH3 или KCAM и режем.
Видео работы станка. Процесс вырезания крепления шпинделя. Обрабатываемый материал -фанера 8мм. Фреза 3мм. Резка в два прохода, снимается по 4мм за проход. При последнем проходе оставляются отводы, предотвращающие отрывание детали.
Читайте также: